JM-50使用说明书.pdf - 第260页
第 1 部 基本篇 第 2 章 生产 2- 162 引脚矫正失败时 ,请根据 识别结果确认下 述失败 条件。 (1) 引脚 宽度 的值 比可以 矫正的阈值大或者小 引脚 宽度 超过了机械控制 参数 中所指定 的阈值 上下限 时, 引脚 无法插入矫 正工具的插入孔 , 因此执 行元件废弃处 理。 (2) 引脚 前端宽度 的中心坐标与引脚末端 宽度的 中心 坐标 的偏移 过大 引脚 前端 ( 激光 识别 1) 引脚 宽度 的值在可矫正范 围…
第 1 部 基本篇 第 2 章 生产
2-161
(1) 清单
显示引脚的识别信息。未测量的贴片头项目显示「***」。
如果「矫正前 横 」、「 矫正前 纵」、「 中心偏移 横 」、「 中心偏移 纵」、「 矫正后 横 」、「 矫正后
纵」的测量结果在各判定尺寸范围内则显示蓝色,如果在判定尺寸范围外则显示红色。
项目
内容
贴片头名
显示测量后的贴片头。
元件名
显示元件的元件名。
通孔直径
显示对元件所设定的通孔直径。
引脚直径
显示对元件所设定的引脚直径。
横向判定尺寸
显示对元件所设定的引脚横向的判定尺寸。
纵向判定尺寸
显示对元件所设定的引脚纵向的判定尺寸。
可矫正尺寸
显示用矫正工具可以完成矫正动作的尺寸。
中心偏移阈值 横向
显示中心偏移与判定的引脚横向阈值。
中心偏移阈值 纵向
显示中心偏移与判定的引脚纵向阈值。
矫正前 横向
显示矫正动作前的引脚横向计测尺寸。
矫正前 纵向
显示矫正动作前的引脚纵向计测尺寸。
中心偏移 横向
显示引脚横向中心偏移的计测结果。
中心偏移 纵向
显示引脚纵向中心偏移的计测结果。
矫正后 横向
显示矫正动作后引脚横向的计测尺寸。
矫正后 纵向
显示矫正动作后引脚纵向的计测尺寸。
使用工具
显示矫正动作所使用的工具编号。
重试次数
显示矫正动作的重试次数。
第 1 部 基本篇 第 2 章 生产
2-162
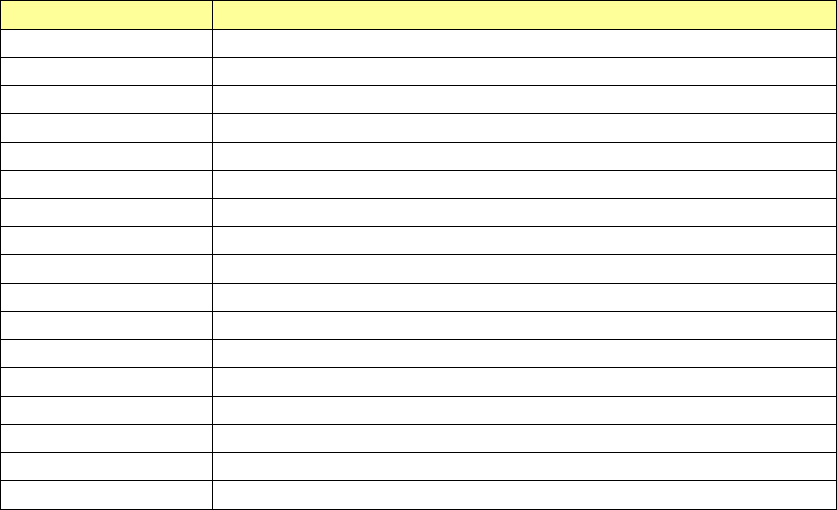
引脚矫正失败时,请根据识别结果确认下述失败条件。
(1) 引脚宽度的值比可以矫正的阈值大或者小
引脚宽度超过了机械控制参数中所指定的阈值上下限时,引脚无法插入矫正工具的插入孔,因此执
行元件废弃处理。
(2) 引脚前端宽度的中心坐标与引脚末端宽度的中心坐标的偏移过大
引脚前端(激光识别1)引脚宽度的值在可矫正范围内,但引脚宽度的中心坐标与引脚末端(激光
识别 2)的偏移量过大时,将引脚插入矫正工具时,引脚与工具可能发生碰触,因此在判定后执行
元件废弃处理。
(3) 引脚垂直方向的弯曲过大
激光识别结果显示引脚朝垂直方向大幅弯曲时,引脚无法插入矫正工具的插入孔,因此执行元件废
弃处理。
Z
X
激光识别
激光识别 1
激光识别 2
X
Z
激光识别 1
Y
Z
激光识别
2
第 1 部 基本篇 第 2 章 生产
2-163
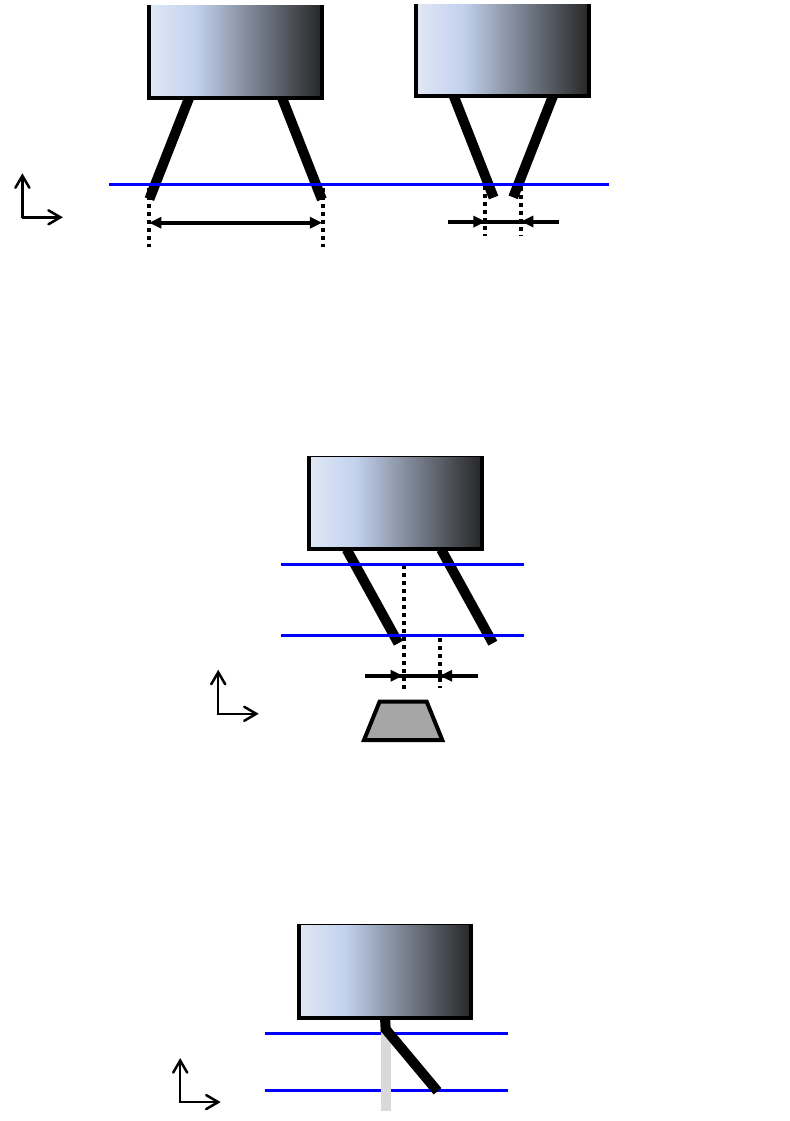
多针引脚矫正失败时,请确认以下失败条件。
(1) 引脚宽度的值比可矫正阈值大或小
引脚宽度超出了机械控制参数指定的上下阈值限时,引脚无法进入矫正工具的插入孔,所以对元件
实施废弃处理。
请在生产程序中调整压入量。
(2) 引脚的位置偏移不在配置检查阈值内
请在生产程序中调整压入量。
如果生产程序的视图数据在设定的配置检查阈值(判定水平)内,XY 各自的引脚偏移量都在范围内
却依然报错,此时请对生产程序的压入量进行调整。
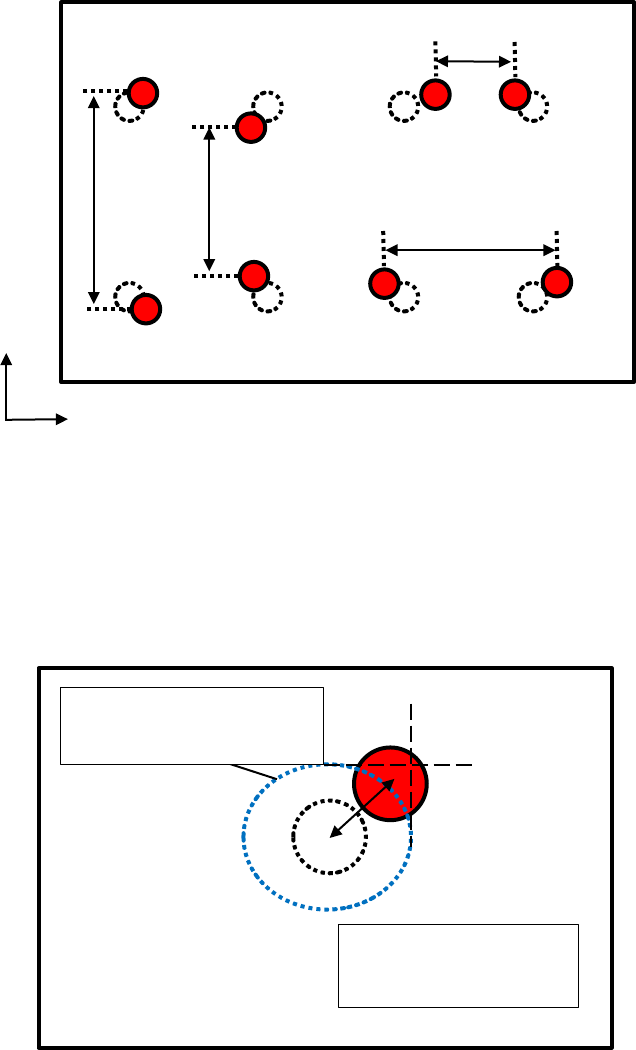
※ 配置检查是为了判定引脚偏移量是否在阈值 XY 所构成的椭圆范围内,上述情况下引脚偏移量
在椭圆范围之外。
X
Y
配置检查阈值的椭圆范围
(
中心偏移的允许范围
)
XY 在各自的范围内,
但在椭圆范围外