JM-50使用说明书.pdf - 第389页
第 1 部 基本篇 第 4 章 制作生产程序 4- 89 (8) 检查 3 对“ 元件方向判别 的设置 ”、“ 元件 插入异常 检测 ” 进行 设 定。 1) 元件 方向判别 的设置 可以对每个元件 设置元件 方向 判别 的功能。 使用的吸嘴类型 ( 吸取吸嘴 / 夹式吸嘴) 不同, 识别方法 也有所不同 。 可以 选择判别 (执行 / 不自信 )、 判 别 方 式( 引线 (管脚 ) / 封装 / 倒角 )、 阈值、 边缘 、 判别 …
第 1 部 基本篇 第 4 章 制作生产程序
4-88
3) 贴片前元件高度检查
元件贴片前用 HMS 检查贴片点有无异物的功能。
在插入元件贴片时,如果插入失败,元件可能会在下一贴片点处倒下。为了避免在倒下的元
件上继续进行元件贴片造成元件和吸嘴破损,需要使用本功能。对插入元件以外也可使用,
用于在元件贴片前确认贴片点是否有异物。
对检查个数相应的测量位置实施测量,任何测量位置超出判定值时都作为有异物判定,停止
生产。
判定值是相对于基板数据的基板高度的判定值。
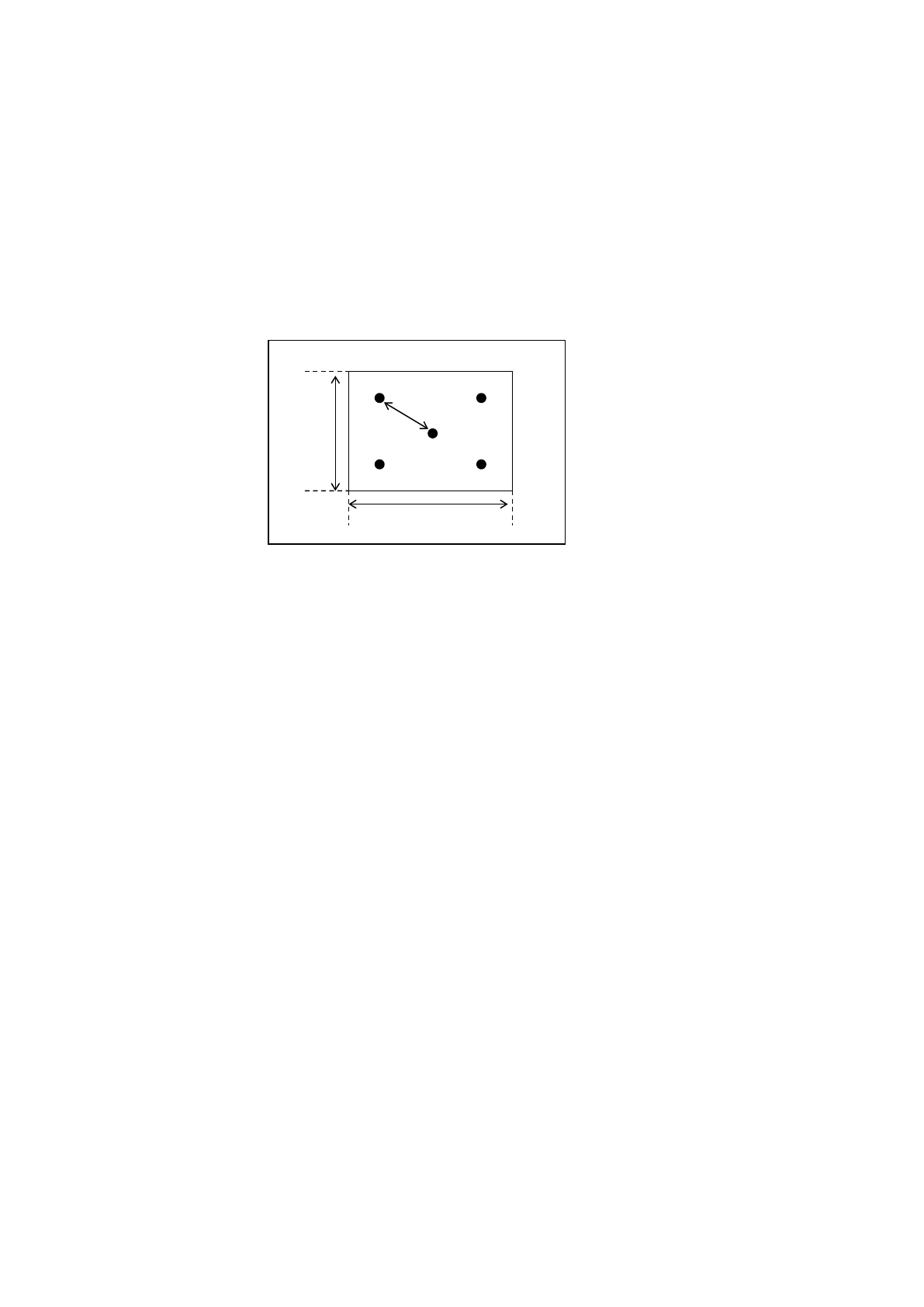
所输入的检查个数的偏移量值,指定为距离贴片点的偏移量。
测量位置的偏移量值与检查点的对应关系如下图所示。
※ 实施上述检查时,因为对同一元件的贴片点实施全数检查,所以会影响到生产节拍。
检查设为 [是] 时,可以在程序编辑的环境设置中设定默认值。默认值的检查个数为 4,判定
值为 1.000,偏移量 X 为 90(%),偏差 Y 为 90(%)。
◆ 限制事项
测量点位于基板图形的边界上时,无法通过 HMS 正确进行检测。检测高度值倾向于比实际测
量值更高。
因此,请进行微调以保证测量点不在图形边界上。
偏移量值
测量位置
1
测量位置
3
测量位置
2
测量位置
4
X
Y
第 1 部 基本篇 第 4 章 制作生产程序
4-89
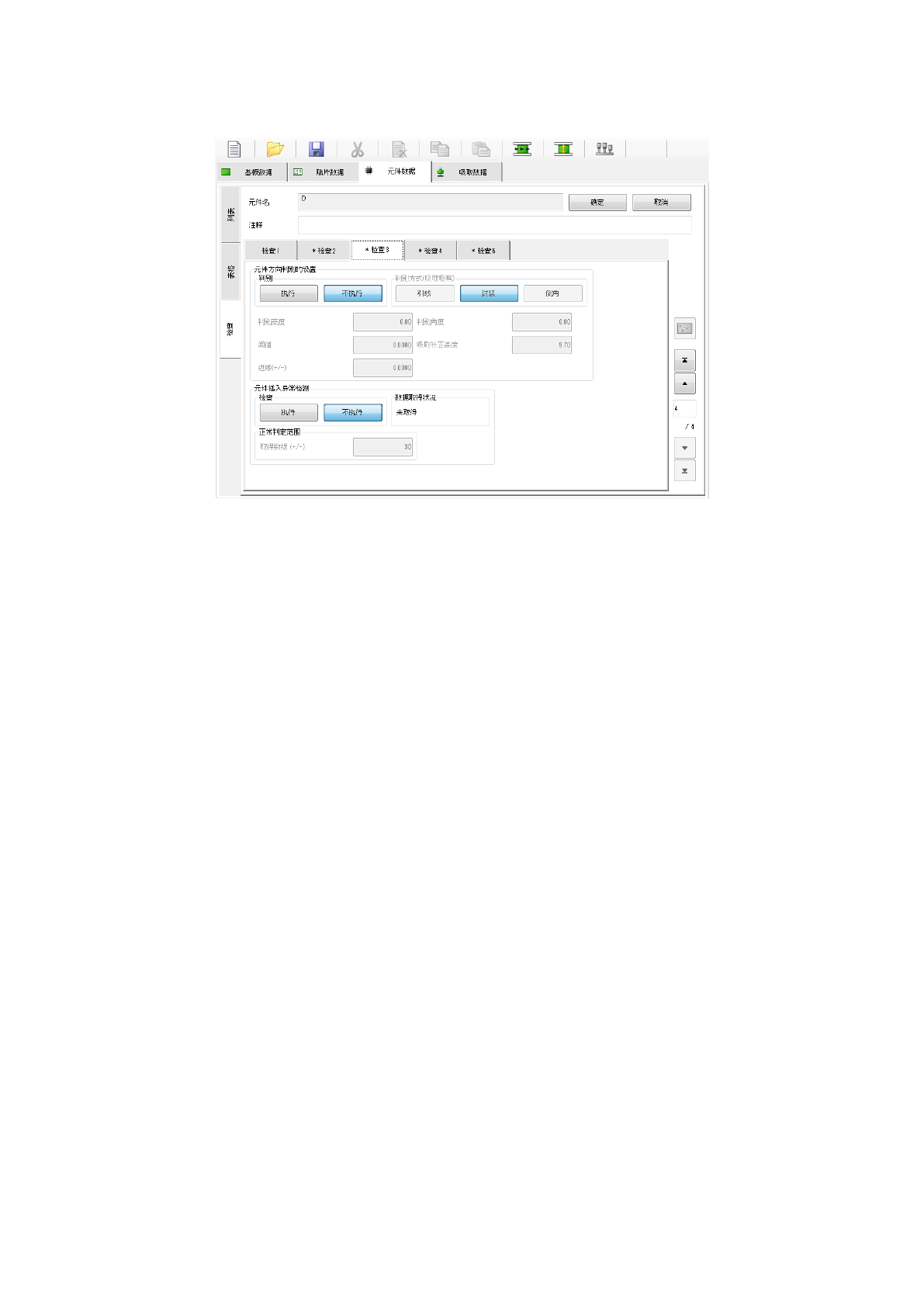
(8) 检查 3
对“元件方向判别的设置”、“ 元件插入异常检测”进行设定。
1) 元件方向判别的设置
可以对每个元件设置元件方向判别的功能。
使用的吸嘴类型(吸取吸嘴/夹式吸嘴)不同,识别方法也有所不同。
可以选择判别(执行/不自信)、 判 别 方 式( 引线(管脚)/封装/倒角)、 阈值、边缘、判别高度、
判别角度、吸取补正高度(仅吸取吸嘴)。
・判别
可以对执行/不执行元件方向判别功能进行选择。
・判别方式(吸取吸嘴)
引线: 在定心页面的激光高度下旋转贴片头并进行识别,之后在元件方向判别设置的吸
取补正高度下使贴片头旋转,执行吸取位置补正后执行方向判别。
有关激光高度,请参照「4-3-5-2 (3) 定心」。
封装: 在元件方向判别设置的吸取补正高度下旋转贴片头并进行识别,之后在判别高度
下旋转贴片头进行识别,执行方向判别。
倒角: 在元件方向判别设置的判别高度下旋转贴片头并进行识别,之后在判别角度下旋
转贴片头,在贴片头静止状态下进行识别后执行方向判别。
・判别方式(夹式吸嘴)
引线: 在定心页面的激光高度下旋转贴片头并进行识别,执行方向判别。有关激光高度,
请参照「4-3-5-2 (3) 定心」。
封装: 元件方向判别设置的判别高度下旋转贴片头并进行识别,执行方向判别。
倒角: 在元件方向判别设置的判别高度下旋转贴片头并进行识别,之后在判别角度下旋
转贴片头,在贴片头静止状态下进行识别后执行方向判别。
第 1 部 基本篇 第 4 章 制作生产程序
4-90
◆ 方向判别的正方向、反方向
以元件供给角度(参照 ”4-3-5-2-2 包装形式(1) ※JUKI 的元件供给角度定义”) 为基准,执行元
件供给方向判别。
・ 为引线判别时:
元件供给角度为 90°时,将引线(管脚)位于封装中心左侧的元件作为正方向操作。
0°
90°
180°
270°
・ 为封装判别时:
元件供给角度为 90°时,将封装凸起部位于中心左侧的元件作为正方向操作。( 与管脚的位置
无关)
0°
90°
180°
270°
侧面图
封装中心(含凸起部) :
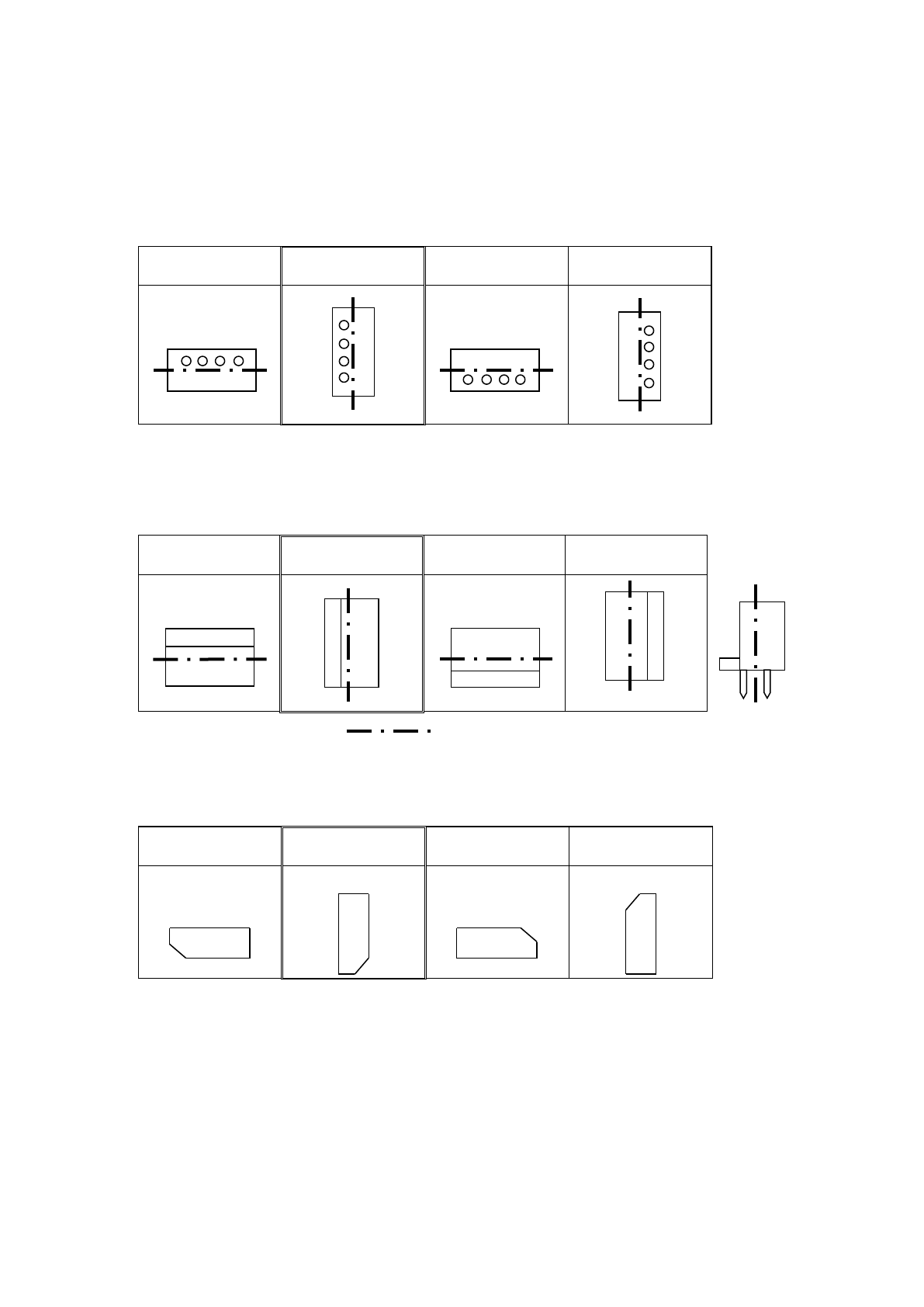
・ 为倒角判别时:
元件供给角度为 90°时,将纵长的缺角部位于下方时作为正方向。
0°
90°
180°
270°