JM-50使用说明书.pdf - 第756页
第 2 部 功能详解篇 第 11 章 选项组件 11 -5 11 -1- 3 轴向供料器 注意 将装置安装到台 架时,请在吸取位置上没 有芯片的 状态下进行。 注意 如果在装置的固 定面与主机的台架表面 有异物的状态下安装, 可能造成 吸取位 置 偏移量 。安装前请务必检查。 注意 装置未充分插到 底就从 紧固把 撒手时, 可能导致装置前部浮 动, 使 整体装置在 相对于台架通道 倾斜的状态下被固定下来 。 若无相邻的装置 , 请目 检…
第 2 部 功能详解篇 第 11 章 选项组件
11-4
11-1-2 带式供料器(8mm~24mm、32~72mm (特殊订货))
注意
在 XY 轴或 Head 正在动作时更换供料器,带式供料器可能会接触到动
作中的元件,危及人身或损坏装置。
XY 轴和 Head 正在动作时,请绝对不要更换带式供料器。
请务必打开安全护罩后再更换。
将生产中必要的供料器安装到生产程序所指定的位置后,在剩余的供料
器之间所有未安装供料器的位置上,要安装上不使用的 8mm 带式供料
器等,以保证没有手或手指伸入的间隙,确保安全。
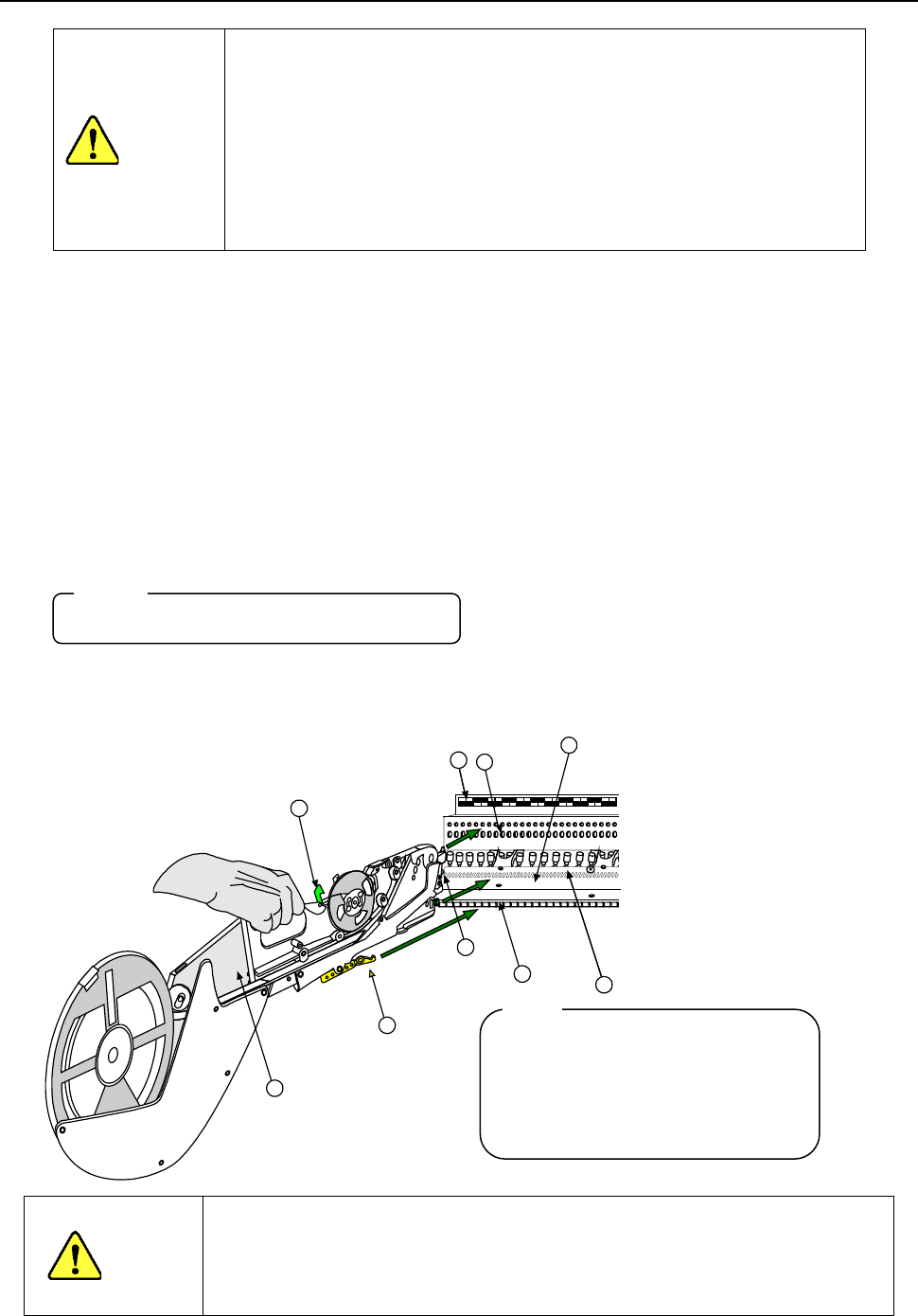
(1) 安装步骤
1) 将「带式供料器①」的底面放置在「供料器台架②」上。
2) 滑动「带式供料器①」,以「安装板 B⑦」作为导板,对准「带式供料器底面的导板销」,将「带
式供料器前面的定位销⑥」插入「安装板③」的定位孔。
此时,为了将「锁定支架⑨」对准「锁定轴⑧」的 V 型槽,轻轻地拉动「解锁杆⑩」,将供料
器的前面顶在「安装板」上,然后放开「解锁杆」,用锁紧支架夹紧锁紧轴,并固定带式供料
器。
◆ 此时,带式供料器前面的「定位销」插入孔上方的「位置标签④」的号码,即表示带式
供料器的安装位置。
请确认带式供料器是否悬浮或倾斜。
(2) 拆卸步骤
一边拉动「解锁杆⑩」,一边径直向后拉「带式供料器①」,将其卸下。
注意
12mm
间距台架选购项不对应
SMT
供料器。
SMT 供料器的对象仅为 18mm 间距台架。
在 12mm 间距台架上请只放置对应供料器。
如果放置非对应供料器,贴片头和供料器可能发生碰触。
10
8
2
9
6
3
4
7
1
注意:
如果纸带的残留部分(元件供给后从
带式供料器排出的带子)向上翘,挂
在带式供料器的支撑部时,有可能造
成带式供料器送给不良。因此请确认
残带的排出情况。
注意:
第 2 部 功能详解篇 第 11 章 选项组件
11-5
11-1-3 轴向供料器
注意
将装置安装到台架时,请在吸取位置上没有芯片的状态下进行。
注意
如果在装置的固定面与主机的台架表面有异物的状态下安装,可能造成吸取位
置偏移量。安装前请务必检查。
注意
装置未充分插到底就从紧固把撒手时,可能导致装置前部浮动,使整体装置在
相对于台架通道倾斜的状态下被固定下来。
若无相邻的装置,请目检确认装置前端是否已顶住固定板,锁紧支架是否已紧
密扣紧锁杆。
若有相邻的供料器,请确认紧固把的位置或装置整体的位置是否已对齐。
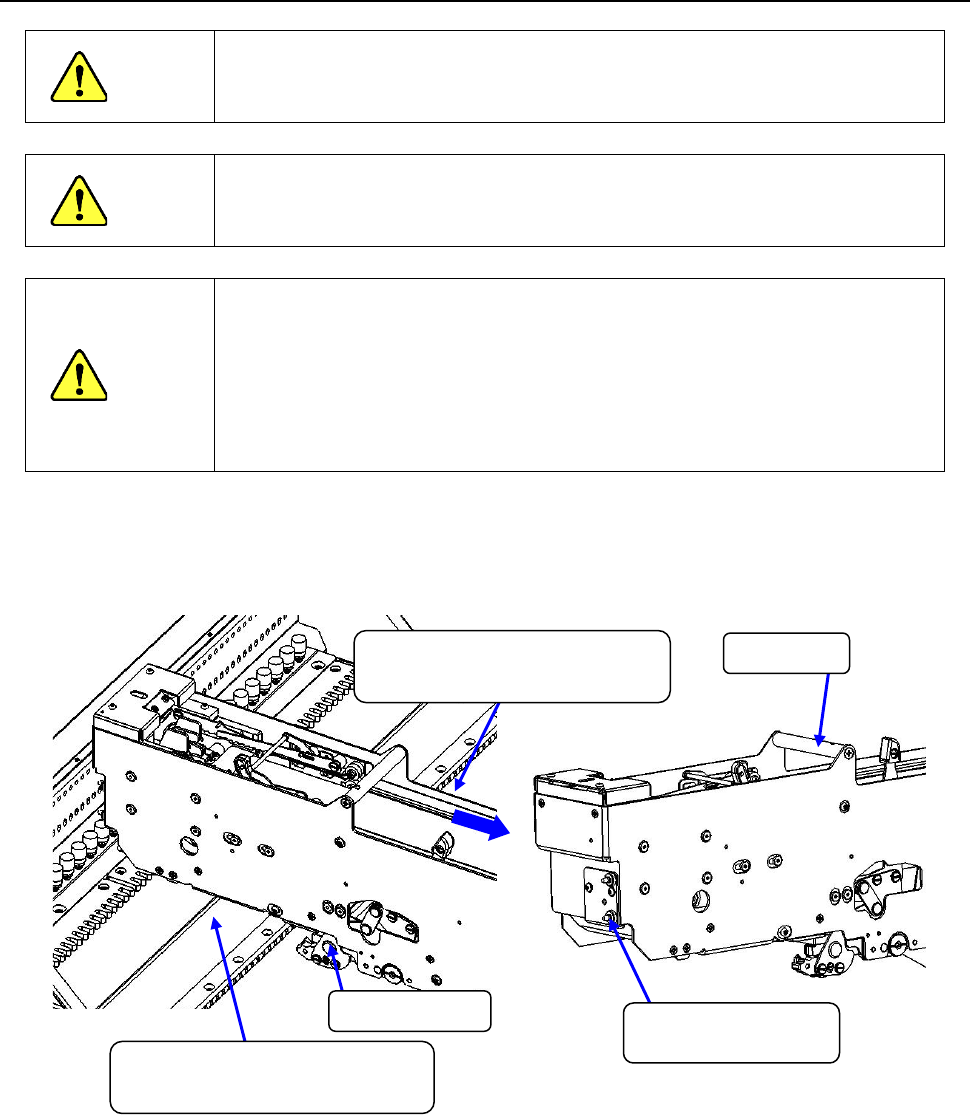
(1) 安装步骤
1) 请确认装置的固定面与主机的台架表面没有芯片等异物。
2) 握住把手,将装置放到安装基准面上。
3) 将紧固把向身前拉,保持不动,将装置向前方滑动,直至装置前端的基准销插入定位板。将
紧固把②向身前拉,保持不动,向前方滑动,将装置前端的基准销①插入固定板。
基准销①(2 根)
确认安装基准面
没有芯片等异物
锁紧支架
把手
紧固把②
向身前拉打开锁紧支架
第 2 部 功能详解篇 第 11 章 选项组件
11-6
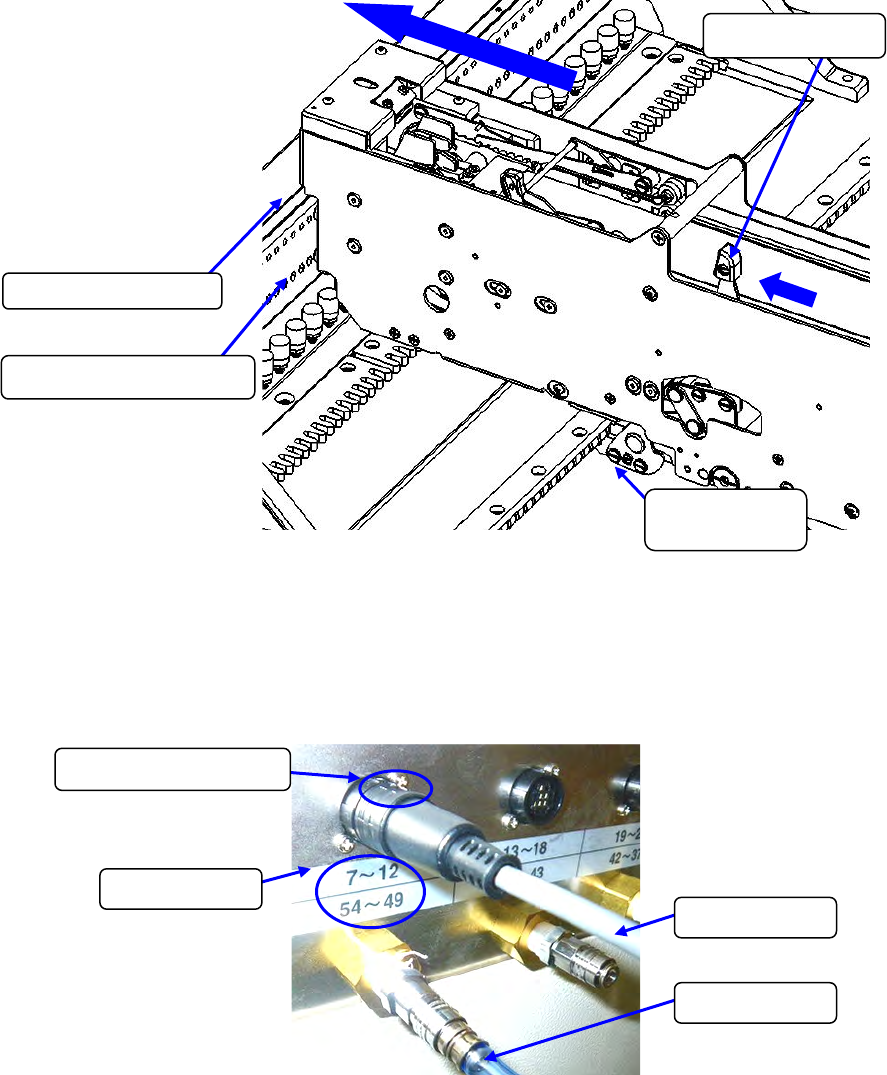
4) 在顶住的位置上将手从紧固把上放开,将装置固定。
在顶住固定板的状态下将紧固把向里推,直至把杆回到原来的位置,下部的锁定架③会关闭,
装置即被固定。
※ 上部护罩上的○,即为装置安装的通道号。
5) 将从装置后端伸出的线缆连接到主机上。
将电源线插头方向对准白点插入连接器。
然后请将气管插入与装置安装的通道号对应的插口里。
气管
电源线
通道号
连接器对准标记
固定板
台架通道显示区域
锁紧支架③
将紧固把向里推