JM-50使用说明书.pdf - 第300页
第 1 部 基本篇 第 3 章 维护 3- 31 3- 7 更换多针引脚矫 正治具单元 更换位置 多针引脚矫正单元 1) 请按照图示,从治具 基座块上取下引脚矫正单 元。 2) 请勿取下矫正治具本 身,而应更换整个单元。 3) 请将引脚矫正单元安 装在治具块上。 请注意朝向不同 ,可能造成无法矫正。 注意 请勿取下 矫正治具 。 矫正治具 ※请勿取下 治具块 多针引脚矫正单 元
第 1 部 基本篇 第 3 章 维护
3-30
3-4 消耗品列表
No 件号 品名 个数 单元
寿命
更换
日期
备 注
(时间/数量) (年)
1
E3052729000
FILTER
8
HEAD
3,500 h
0.5
2
40001339
NOZZLE ASSEMBLY 501
1
HEAD
3,000 Million times
0.9
3
40001340
NOZZLE ASSEMBLY 502
1
HEAD
3,000 Million times
0.9
40001344 NOZZLE ASSEMBLY 506 1 HEAD 750 Million times 1
40001345 NOZZLE ASSEMBLY 507 1 HEAD 750 Million times 1
4 40044239 NOZZLE ASSEMBLY 508C 1 HEAD 750 Million times 1
5
E2233725000
STOPPER CHIP
1
CARRY
13,200 h
*
Stopper (
※根据基板材质
)
6 40107793 CONVEYOR_BELT_R 3 or 4 CARRY 33 Million times 1
FRONT
:
L/R
侧、
REAR
:
R 侧,共 3 个。
(MC RevB 之前)
L 侧 R 侧(FRONT 和
REAR 通用),共 4 个
(
MC RevB
以后)
7 40107791 CONVEYOR_BELT_C 2 CARRY 33 Million times 1
CENTER 用
8 40092060
CONVEYOR_BELT_IN_OU
T_XL
1 CARRY 33 Million times 1
REAR:L 侧
(在 MC RevB 之前)
9
40027147
SILICON SHEET
80
FCS
1
-
10
40027235
TRAYSEE
1
FCS
-
-
有明显沾污或用尽时更换
11 40128134 ADHESIVE_SHEET 48 FCS 1 -
12 40218794 FILTER 1 HEAD 3,500 h 0.5
Head
电磁阀专用
大气开放用过滤器
13
40250917
CHECK_VALVE
1
EJECTOR
-
-
发现真空压力低下时更换
3-5 推荐定期更换部件
除消耗品之外,因磨损、老化等原因,必须定期更换的零部件列表如下。
不论本表标示与否,所有“气”相关机器,凡是气中混入油、水分时,必须进行更换。
更换方法,请询问本公司售后服务部门或代理店。
No
件号
品
名
个数
部位
更换标准
(年)
备
注
1
PF901010000
过滤器零件
1
盖(罩)
1
前后的压力差
0.1 MPa
2
PF901006000
过滤器零件
B
1
盖(罩)
1
前后的压力差
0.1 MPa
3 EZ175664711
BATTERY PACK
(BS06A-H24/2.5L)
1 电气部分 3
1 年=6,600 小时 (22 小时/1 天×300 天/年)
3-6 使用润滑油、油
No
件号
品
名
容量
备注
1
MDFRX1001L0
DEFRIX OIL NO1
800 ml
2
40032449
6459 GREASE N
400 g
使用注油枪
3
40127626
GREASE_GUN
4
40127627
GREASE_GUN_NOZZLE
5
40046643
CG2 GREASE
2.5 mg
注射器型
6
40094361
NSL GREASE
80 g
使用手持油泵
7
40098975
NSK_HGP
装入小型伸缩容器的单按式安装型
8
40106055
FLEXIBLE NOZZLE
可装入
No.6
注油枪的
XY
滚珠丝杠用
9
EZ764002555
AFF
+
400
400 g
第 1 部 基本篇 第 3 章 维护
3-31
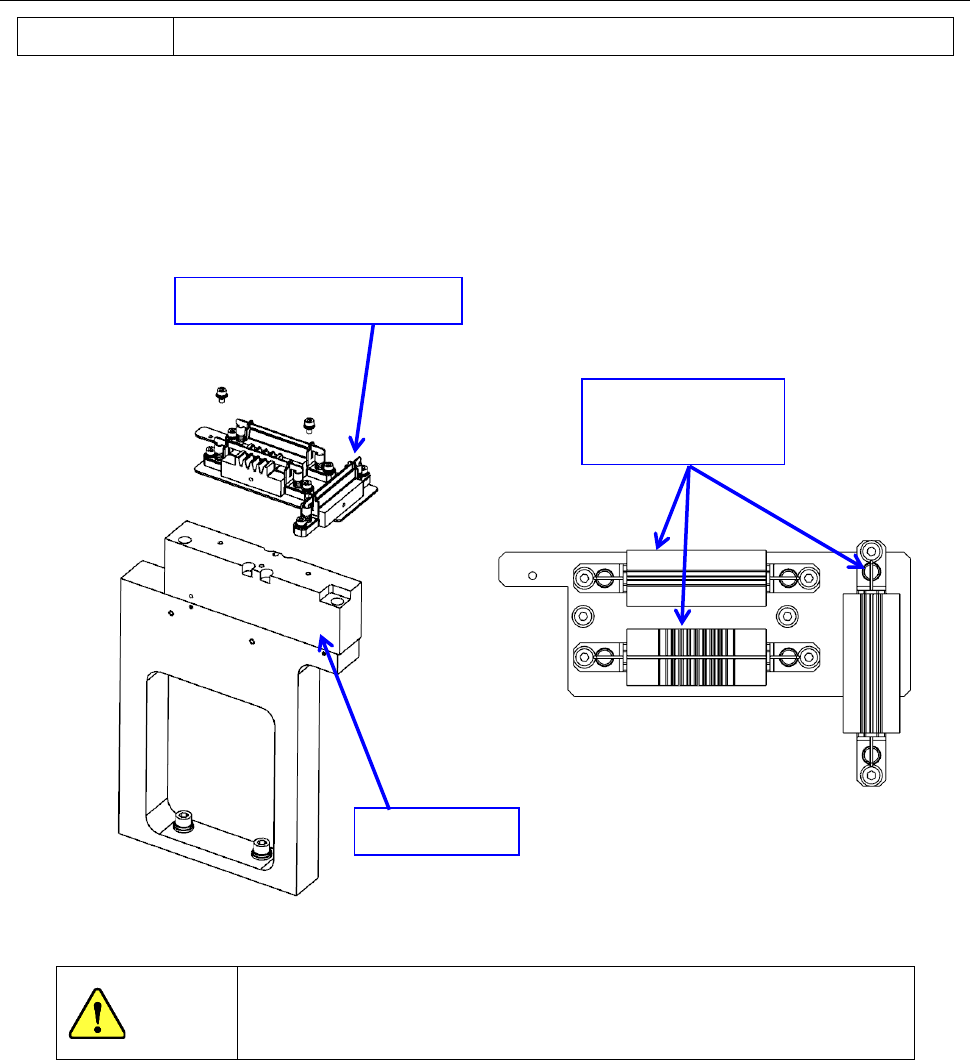
3-7 更换多针引脚矫正治具单元
更换位置 多针引脚矫正单元
1) 请按照图示,从治具基座块上取下引脚矫正单元。
2) 请勿取下矫正治具本身,而应更换整个单元。
3) 请将引脚矫正单元安装在治具块上。
请注意朝向不同,可能造成无法矫正。
注意
请勿取下矫正治具。
矫正治具
※请勿取下
治具块
多针引脚矫正单元
第 1 部 基本篇 第 4 章 制作生产程序
4-1
第4章 制作生产程序
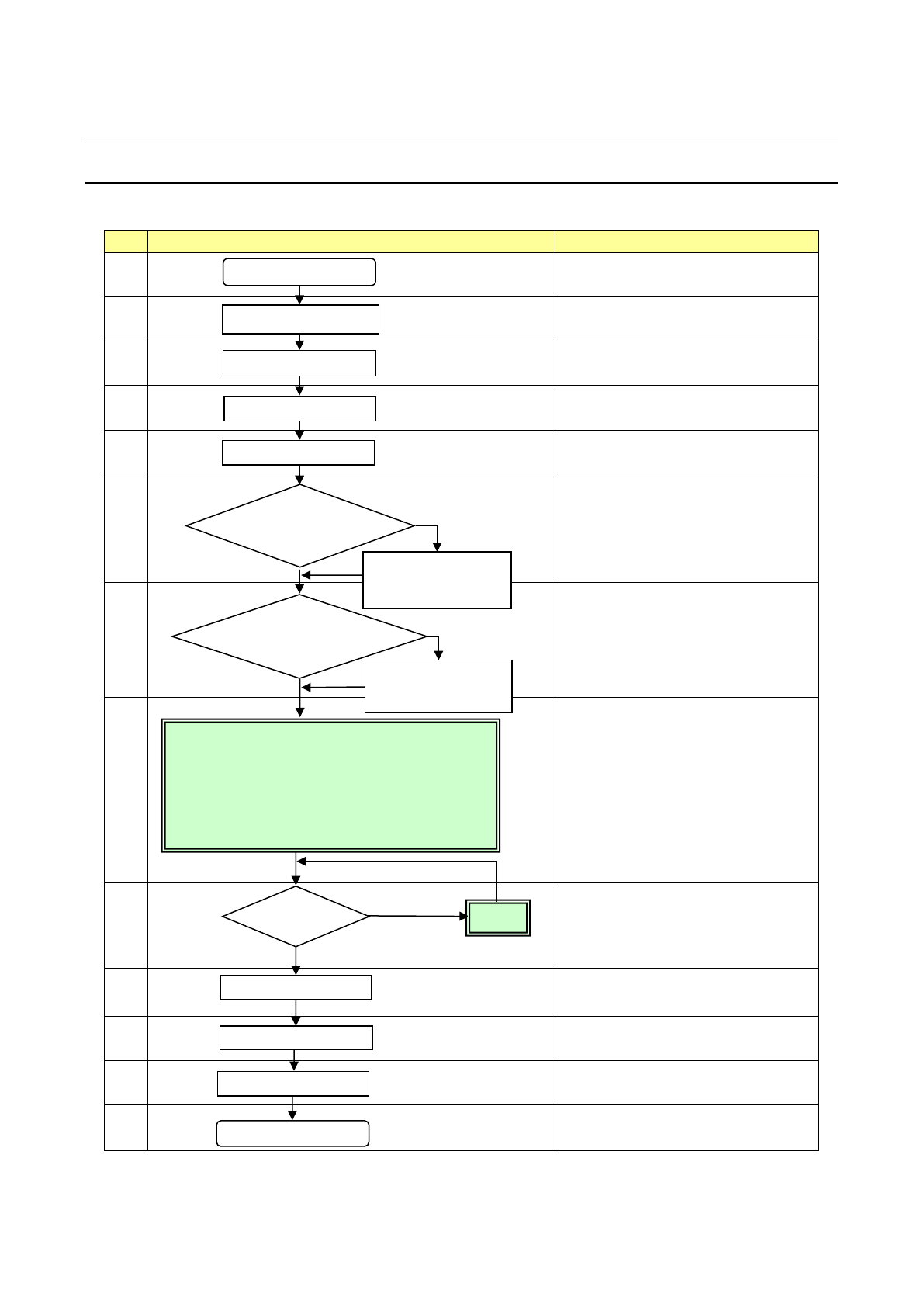
4-1 流程图
本章将对 No8 进行说明。同时,也将对 No9 的“校正”部分予以说明。
No.
生产流程图
备注
1
确认
ATC
周围的状况,进行日常检
查。
2
确认主气压(0.5MPa)。
3
在实施前确认装置内部是否有异物
等。
4
节假日后或寒冷地区,必须进行预热
(10
分钟左右
)
。
5
6
如果因日常检查、设置基板时清扫吸
嘴、改变基准销位置等而改变了机器
的初始设置状态时,请重新进行「机
器设置」。
(参见“第 7 章 机器设置”)
7
参见
“
第
5
章
数据库
”
8
9
发生贴片位置偏移、定心不良等贴片
不正常时,可在「编辑程序」中进行
校正。部分元件数据可在「生产」中
进行校正。
10
11
12
13
定期实施。
(
参见
“
第
3
章
维护
”)
调整机器设置
制作元件数据库
有错误贴片
无错误贴片
必要
不必要
不必要
必要
检查设备
接通电源
返回原点
预热
设置基板
在“机器设置”中
设置变更部分
在“数据库”中
制作元件数据
<制作、编辑生产程序>
●基板数据
●贴片数据
●元件数据
●吸取数据
校正
生产
结束生产
关闭电源
日常检查
检查贴