JM-50使用说明书.pdf - 第497页
第 1 部 基本篇 第 4 章 制作生产程序 4- 197 贴片位置 通过 摄像机跟踪贴 片位置。 确认监视器中显 示的贴片位置,当输入坐 标不准确 时,可通过示教 进行修正。 (1) 设置条件 从编辑程序的 菜单选择 [ 机器操作 ]- [ 贴片位置 ] 后,显示如下画面 。 1) 输送方式 a) 自动输送 以一定的间隔,依次 用 摄像机 捕获贴片位置。按以 下的 「 自动输送间隔 」 设定的时 间停 止,经过该设定 的时间后移动到下…
第 1 部 基本篇 第 4 章 制作生产程序
4-196
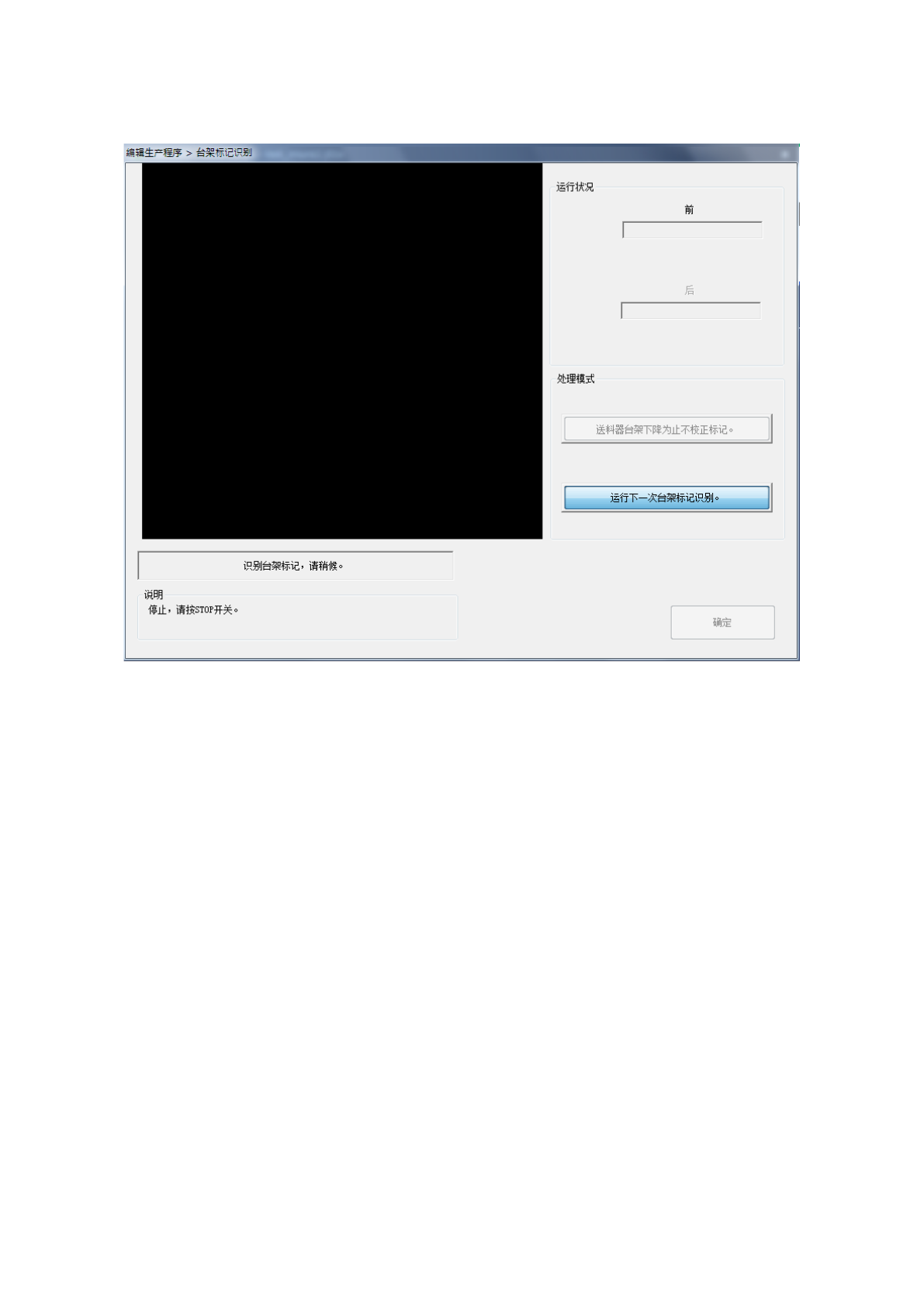
2) 说明、动作模式
当识别台架标记失败,画面的[说明]栏显示提示信息时,可以选择[处理模式]的项目。
发生错误时,识别结果不会被记忆。
请选择在以后什么时间识别标记。
a) 送料器台架下降为止不校正标记(使用默认的位置)
将默认值应用于发生识别错误的台架的坐标,视为完成识别。
b) 进行下一次台架标记识别
将发生识别错误的台架作为未识别处理。因此,不能校正台架标记。
下一次需要校正台架标记时,必须再次进行识别操作。
◇ 选择后,请按下[确定]按钮,结束识别操作。
在进行前后连续识别时,若有未识别的台架,识别操作会继续进行。
第 1 部 基本篇 第 4 章 制作生产程序
4-197
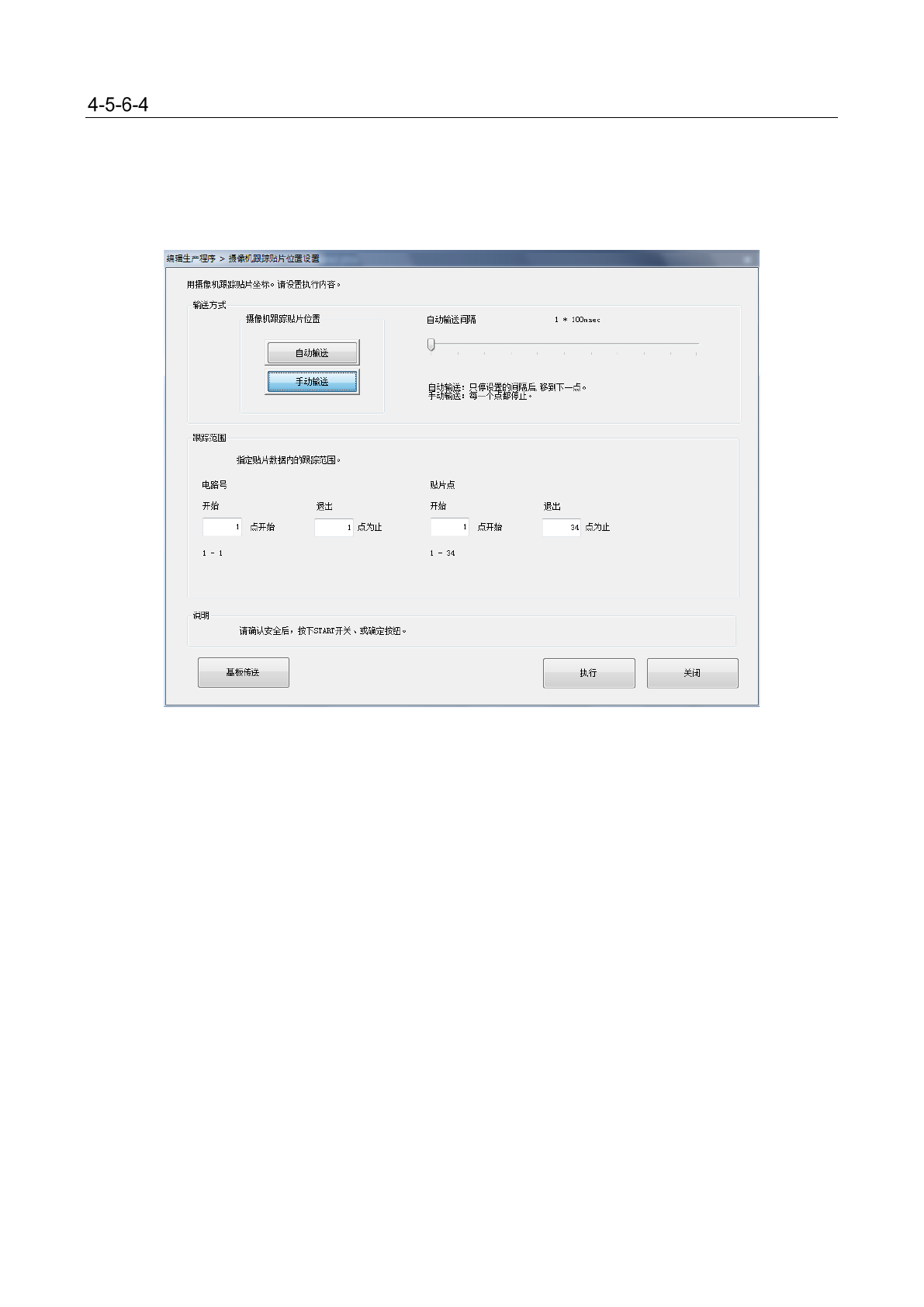
贴片位置
通过摄像机跟踪贴片位置。
确认监视器中显示的贴片位置,当输入坐标不准确时,可通过示教进行修正。
(1) 设置条件
从编辑程序的菜单选择[机器操作]-[贴片位置]后,显示如下画面。
1) 输送方式
a) 自动输送
以一定的间隔,依次用摄像机捕获贴片位置。按以下的「自动输送间隔」设定的时间停
止,经过该设定的时间后移动到下一点。
● 自动输送间隔:
调整停止间隔。可设定的范围为 0.01 秒(10ms)~5 秒。
b) 手动输送
在毎一点贴片位置停止。保持停止状态,直至用户操作。
2) 跟踪范围
选择执行跟踪的电路号及贴片点。
输入跟踪范围是从贴片数据的第几点到第几点。默认为跟踪所有贴片点。
所有跟踪条件设置完毕,准备完成后,按<START>开关或[执行]按钮。
按[取消]按钮时,会返回原来的画面。
第 1 部 基本篇 第 4 章 制作生产程序
4-198
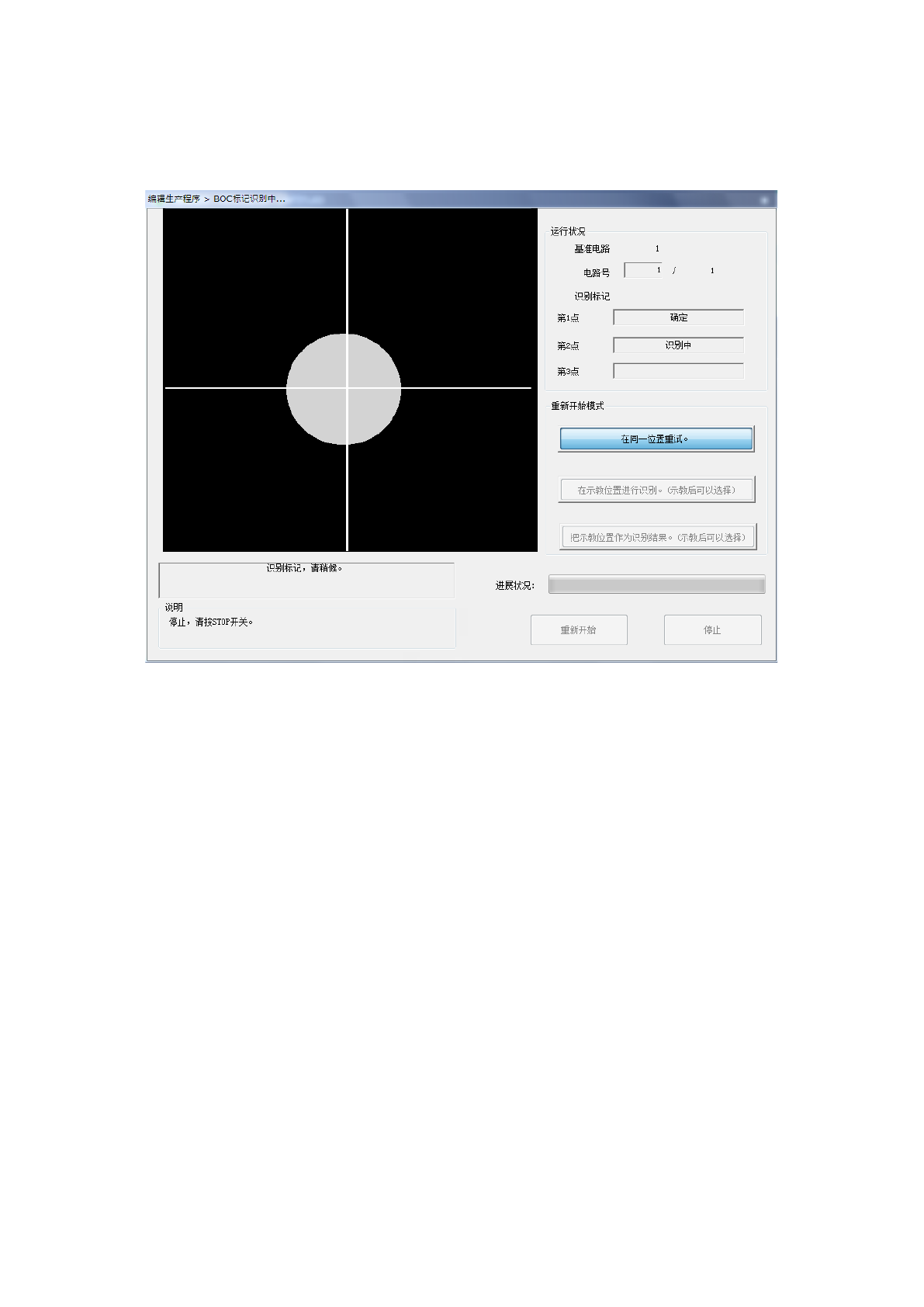
(2) 执行 BOC 标记校准
执行后如果有设置好 BOC 标记的生产程序,为提高贴片位置的精度,将执行 BOC 校准。
(识别所有电路的 BOC)