JM-50使用说明书.pdf - 第617页
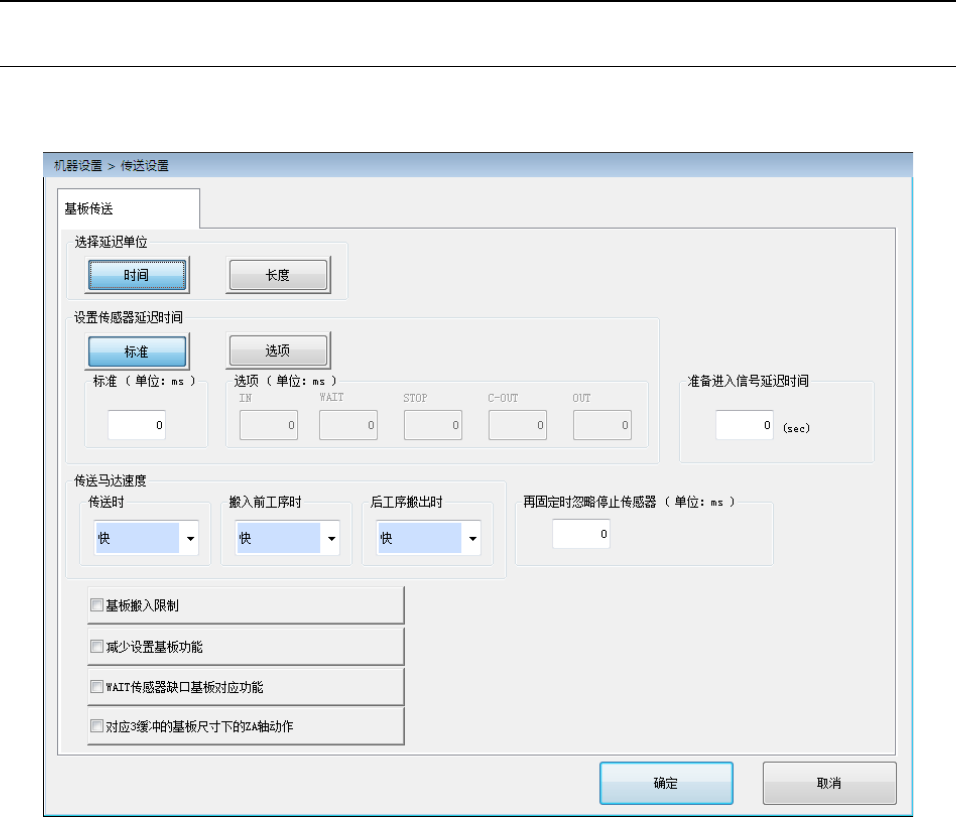
第 2 部 功能详解篇 第 7 章 机器设置 7- 26 7-3- 3 传送 7-3-3- 1 传送设定 选择传送 设置 后,会 显示下列画面。 可指定 [ 基板 传送 ] 。
第 2 部 功能详解篇 第 7 章 机器设置
7-25
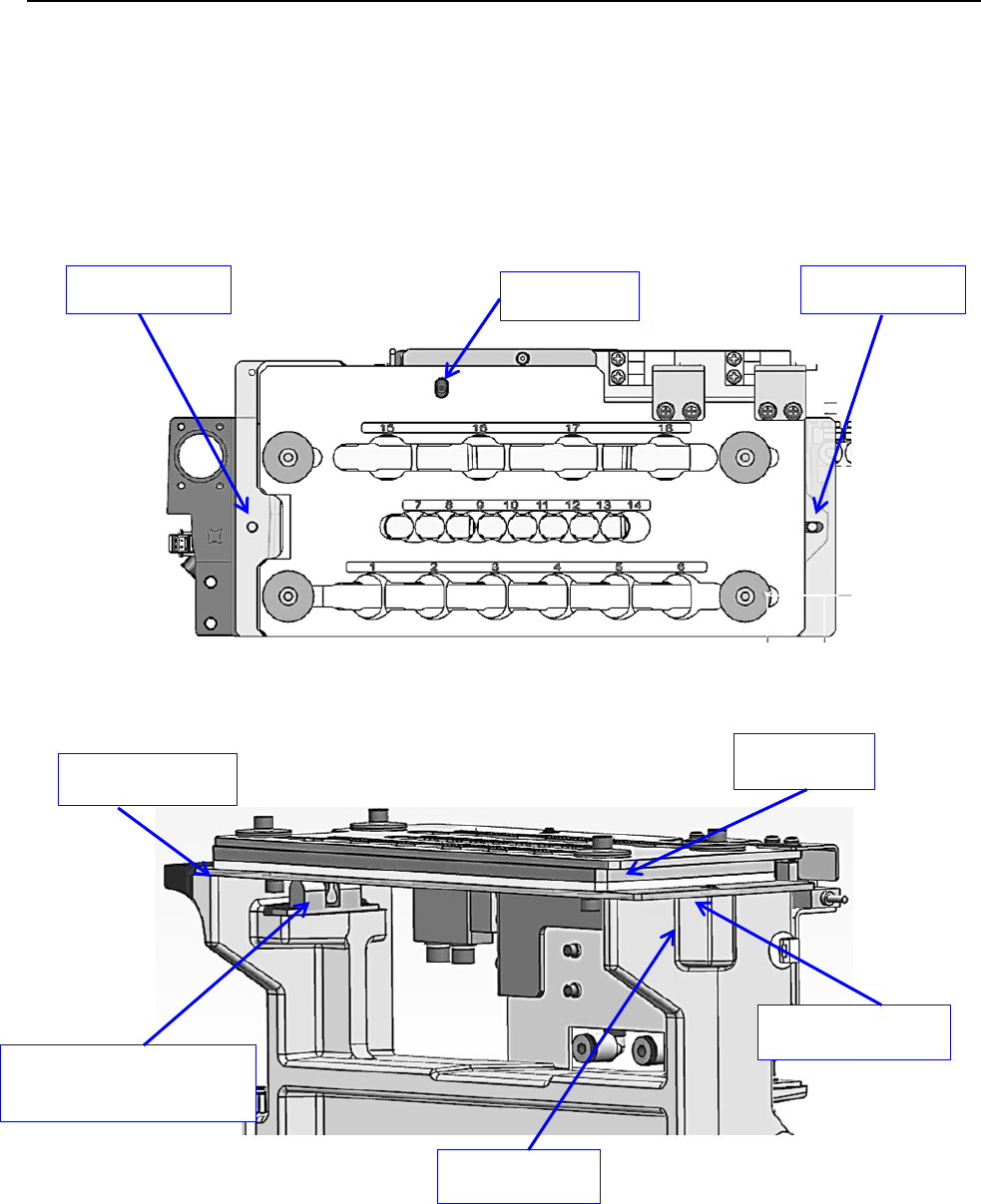
7-3-2-7 R-ATC 的安装
在安装R-ATC时,请注意下述内容,确实完成安装。
(1) 请确认对 2 处基准销和 1 处气缸销,共计 3 处的销确定了 R-ATC 上的位置。(移动上部的滑动
盘可以安装气缸销。)
(2) 请确认确实安装在
球掣上,且 R-ATC 与 ATC 基座紧密接触。
(2) 没有间隙
(2) R-ATC
(1)
气缸销
(1)
基准销
(1)
基准销
(2) 球掣
(位于左右两侧。)
(2) ATC 基座
(2) 没有间隙
第 2 部 功能详解篇 第 7 章 机器设置
7-26
7-3-3 传送
7-3-3-1 传送设定
选择传送设置后,会显示下列画面。
可指定[基板传送]。
第 2 部 功能详解篇 第 7 章 机器设置
7-27
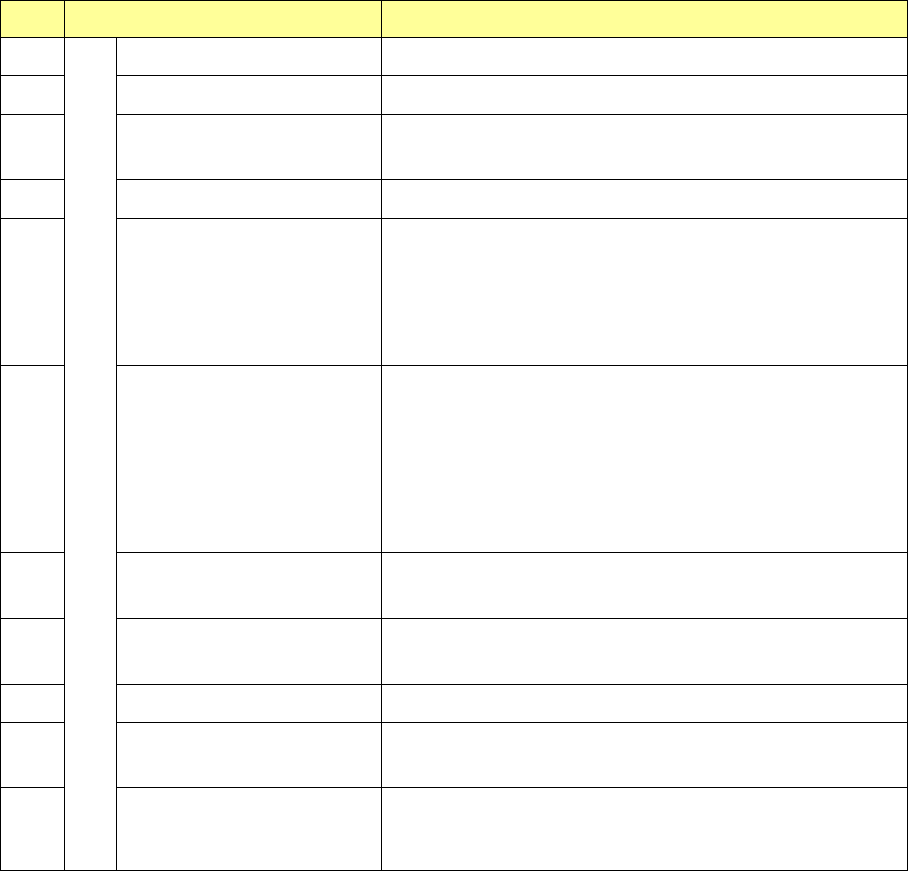
(1) 设置项目
No.
项目
设置内容
1
基
板
传
送
选择延迟单位
(※) 设置基板传送的基板传送传感器延迟设置值的单位。
2
设置传感器延迟时间
(※) 选择标准或选项,设置延迟时间。
3
标准
(※)
对基板传送中的缺口、穿孔基板设置基板传送传感器的
延迟时间,或按长度对所有传感器设置同一值。
4
选项
(※)
在各传感器上分别设置上述的传感延迟时间。
5
准备进入信号延迟时间
(※)
在向下一个工序传送基板动作中的 OUT 传感器检测为
ON 时,在经过 SETUP 中设置的 ReadyIn 信号延迟时间
后 ,对 ReadyIn 信号的状态进行检查。当 ReadyIn 信号
处于 ON 的状态时,开始向下一个工序传出基板。
ReadyIn 信号延迟时间的设置范围为 1~300 秒。
6
传送马达速度
(※)
设置传送动作中从 IN 传感器到 OUT 传感器的传送速
度。
前工序传入速度,是对从前工序拉进基板,直至中转完
成(IN 传感器 OFF)的速度进行设定。
下一个工序的传出速度,设为从 OUT 传感器到下一个
工序为止的传送速度。
7
再固定时忽略停止传感器
(※)
设定重新夹紧时使 STOP 传感器 OFF 的时间。
8
基板搬入限制
生产中,将最后的基板送入装置传送通路内后,使
ReadyOut 信号处于 OFF 状态。
9
减少设置基板功能 设定是否要把基板运入机器内贴片工位之外的缓冲区。
10
WAIT 传感器缺口基板对应
功能(※)
设置的内容是,因 WAIT 传感器而停止时缺口是否位于
WAIT 传感器上。
11
对应 3 缓冲的基板尺寸下
的 ZA 轴动作
在执行
3
缓冲对应基板尺寸的生产时,与
1
缓冲模式一
样,设定是否将 ZA 轴高度与已经贴片点中最高的高度
对齐。
※ 如果生产程序已指定了传送设定时,则适用生产程序的设定。