JM-50使用说明书.pdf - 第192页
第 1 部 基本篇 第 2 章 生产 2- 94 坏板标记示教 设 置使用 OCC 进 行坏板 标记识别。 详见「第 7 章 机器设置」的「 7- 3-6-2 坏板标记 示教 」 。 MTS 标记识别 自 动识别 MTS 的 标记识别 。 详情请参见 「第 4 章 制作生 产 程序 」的「 4-5-6- 3 供料器 台架标记 」。 送料器设置 可显 示各供料器台 架的 供料器 布局画面, 进行吸取位置的示教 、跟踪。 按下 操作区域 的…
第 1 部 基本篇 第 2 章 生产
2-93
② BOC 标记
可以进行 BOC 标记的各标记位置示教。进行示教时,要通过功能栏的示教进行输入。此时,
输入焦点无论在 XY 任何一方,XY 可同时自动反映对应值。
③ 基准领域标记
可以进行基准领域标记的各标记的位置示教。进行示教时,要通过功能栏的示教进行输入。
此时,输入焦点无论在 XY 任何一方,XY 可同时自动反映对应值。
通过在标记编号中输入数字来指定基准领域标记的编号。
④ 基板信息
显示基板的传送方向、挡块、设计端点、基板位置基准、BOC 标记。
⑤ BOC 标记识别
按照设定的条件进行 BOC 标记识别动作。
如果标记数据为准完成状态,则自动进行标记示教,完成标记数据。
详见「第 4 章 制作生产程序」的「4-3-3-3 BOC 标记」。
⑥ 基准领域标记识别
按照设定的条件进行基准领域标记的识别动作。
如果标记数据为准完成状态,则自动进行标记示教,完成标记数据。
详见「第 4 章 制作生产程序」的「4-5-6-2 区域标记」。
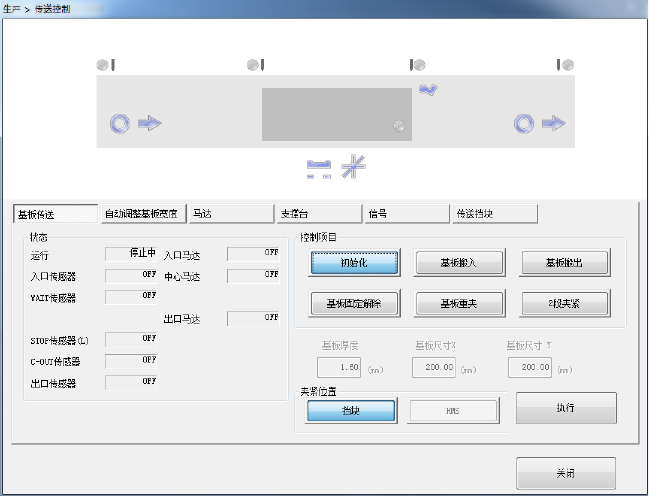
⑦ 传送控制
进行基板传送控制。
详见「第 8 章 手动控制」的「8-4-1 传送控制」。
第 1 部 基本篇 第 2 章 生产
2-94
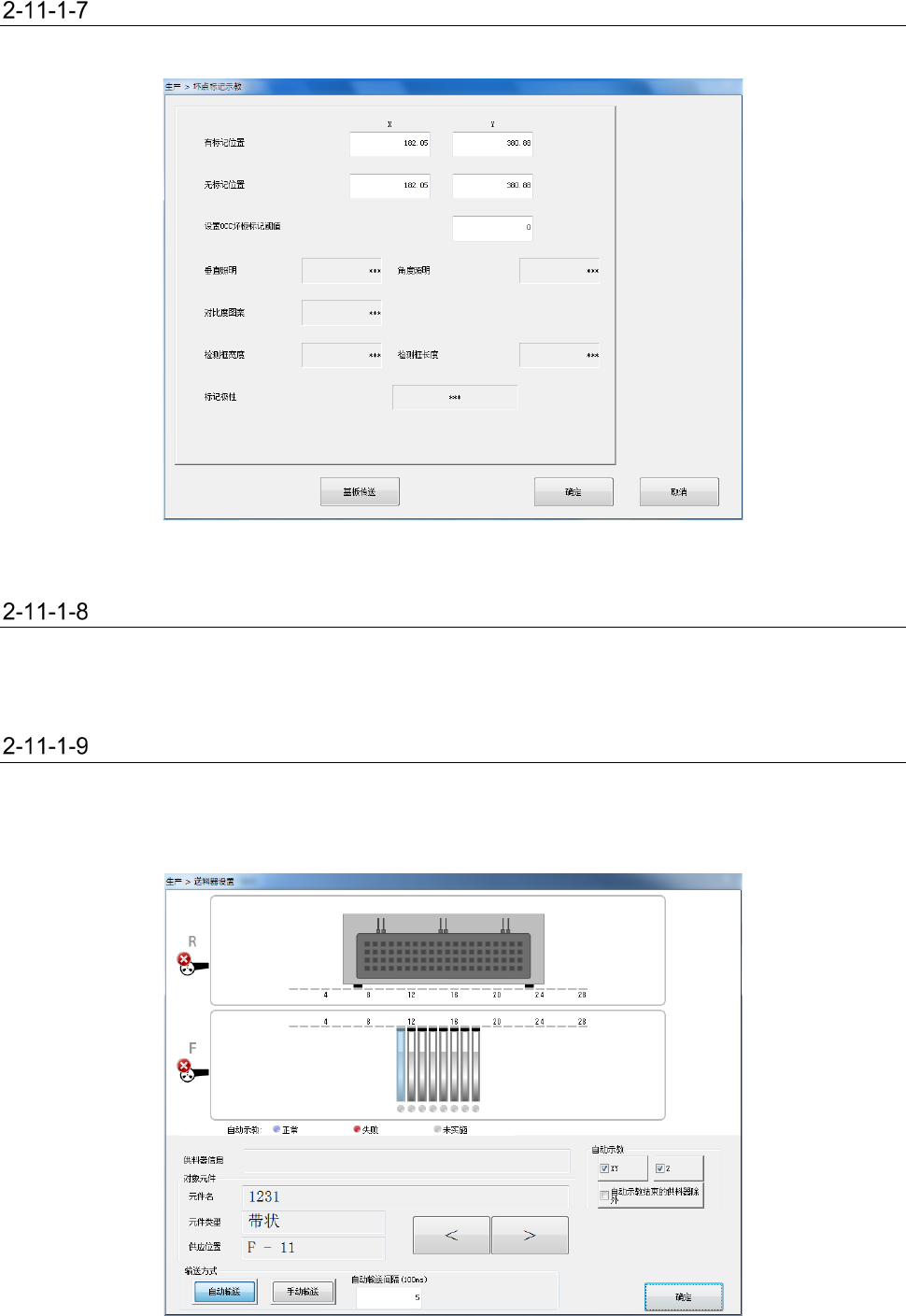
坏板标记示教
设置使用 OCC 进行坏板标记识别。
详见「第 7 章 机器设置」的「7-3-6-2 坏板标记示教」。
MTS 标记识别
自动识别 MTS 的标记识别。
详情请参见「第 4 章 制作生产程序」的「4-5-6-3 供料器台架标记」。
送料器设置
可显示各供料器台架的供料器布局画面,进行吸取位置的示教、跟踪。
按下操作区域的[示教]按钮后,可对选择的对象元件的吸取位置进行示教。
按下操作区域的[跟踪]按钮后,可按照输送方法中指定的方法,对选择的供料器台架进行吸取跟踪。
第 1 部 基本篇 第 2 章 生产
2-95
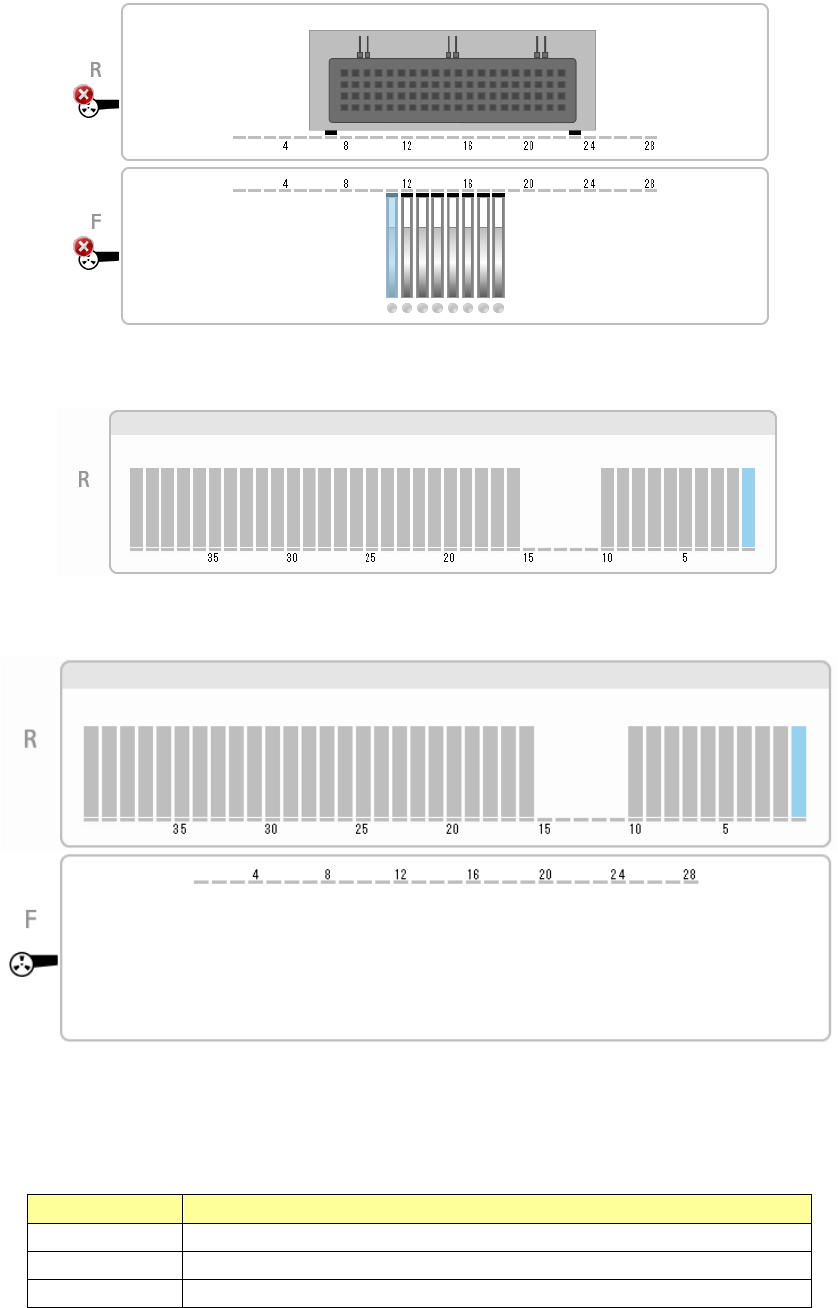
(1) 供料器布局
画面上部显示选择的生产程序中使用的供料器的供料器布局。
供应装置为 TR5SNK 时,会显示如下 TR5SNK 的图形。
触摸显示的 TR5SNK 图形,即显示 TR5SNK 放大画面。
要返回原来的图形显示时,请触摸「×」或画面右侧的 TR5SNK 图形。
(2) 对象元件的详细信息
显示选择的供料器台架的信息。
输送方法
内容
元件名
放大显示对象元件的元件名。
元件类型
放大显示对象元件的元件类型。
供应位置
放大显示对象元件的供应位置。
按下「<」「>」按钮,选择对象元件,详细信息也会被更新。