JM-50使用说明书.pdf - 第644页
第 2 部 功能详解篇 第 7 章 机器设置 7- 53 从工具列表选择 所使用的模具。 ※ 使 用标准以外 的模具时, 在打 开工具数据 一览前, 需要在 “ D:¥JUK I¥Data¥ MultiCrctJi g ” 追加工具 IN I 文件。 2) 通过键盘个别输 入。 ※ 可以通过示教设定装配位 置。 装配位置 X 、 Y 取模具中心位置 作为装配位置。 按照下述 ,通过 2 点示教指定模具的 角与角。 该示教为出厂时的设置,…
第 2 部 功能详解篇 第 7 章 机器设置
7-52
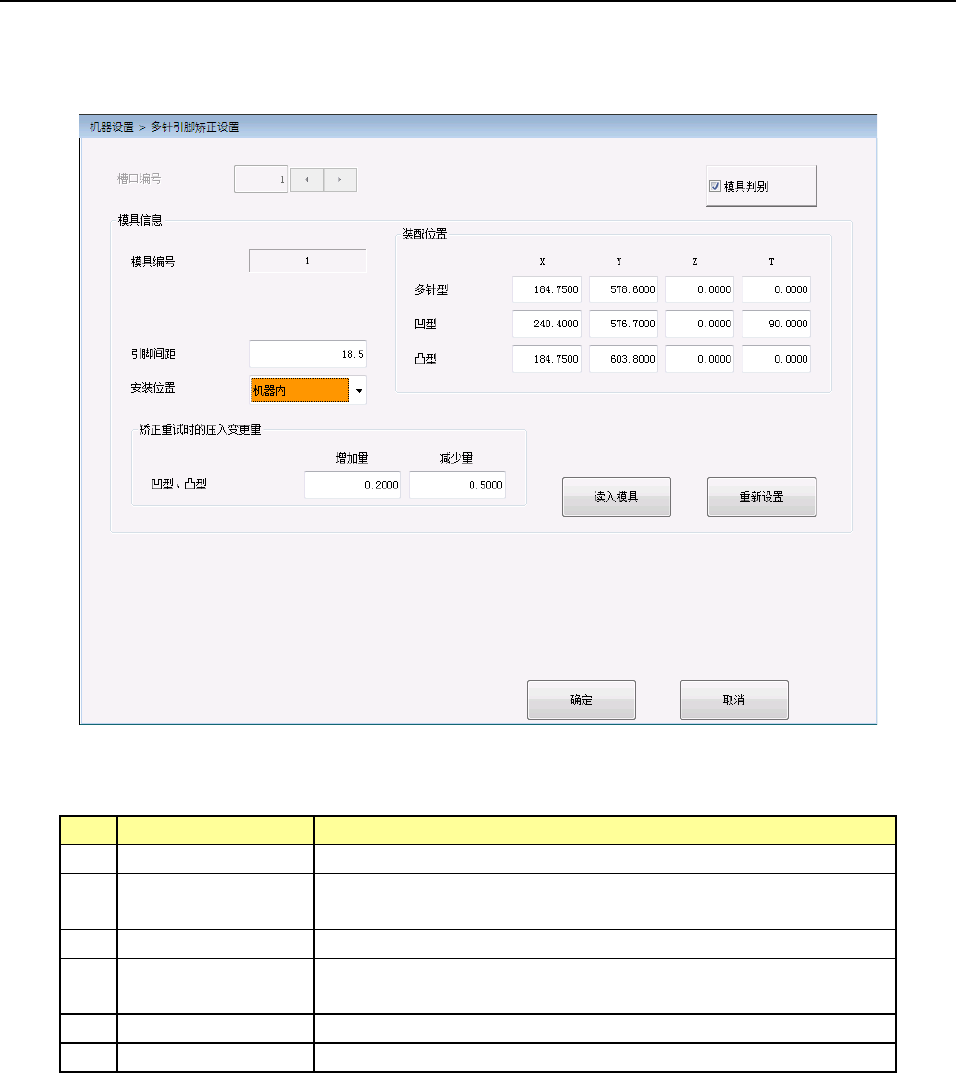
7-3-6-4 多针引脚矫正设置
选择多针引脚矫正设置,则显示以下画面。
在多针引脚矫正设置中,可以调整装配位置、变更矫正重试时的压入量,设置多针引脚矫正模具。
(1) 设置项目
No.
设置项目
设置内容
1
模具判别
设置安装模具判别动作的
ON/OFF
。
2
装配位置
手动输入或者通过示教设置模具的装配位置。
首次读入模具时,自动设置初始坐标。
3
引脚间距
设置模具的对象元件引脚间距。
4
矫正重试时的压入
变更量
设置矫正重试时调整压入量的增加和减少值。
5
读入模具
从模具列表选择所使用的模具即完成设置。
6
重新设置
重置模具的设置状态。
(2) 设置方法
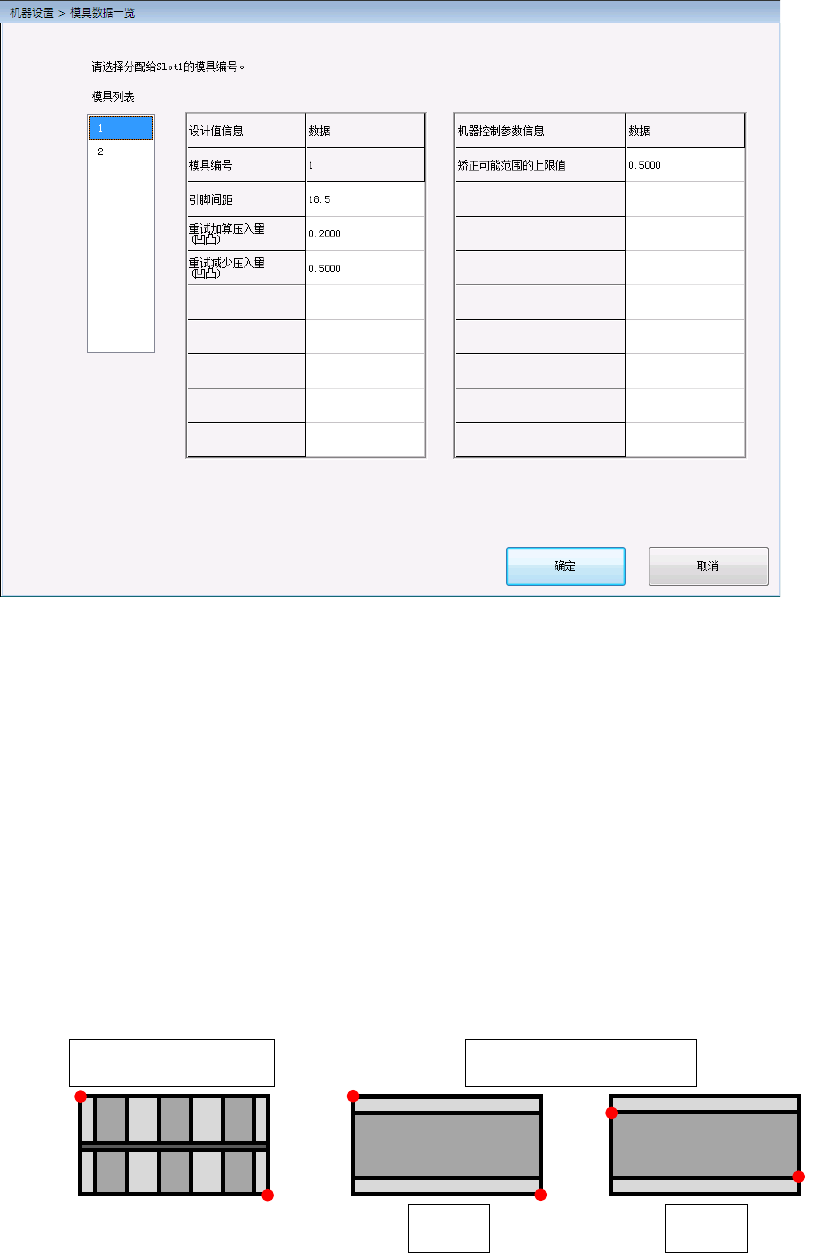
1) 从读入模具选择开始使用的模具。
选择读入模具按钮,则显示出以下工具数据列表画面。
第 2 部 功能详解篇 第 7 章 机器设置
7-53
从工具列表选择所使用的模具。
※ 使用标准以外的模具时,在打开工具数据一览前,需要在“D:¥JUKI¥Data¥ MultiCrctJig”
追加工具 INI 文件。
2) 通过键盘个别输入。
※ 可以通过示教设定装配位置。
装配位置 X、Y
取模具中心位置作为装配位置。
按照下述,通过 2 点示教指定模具的角与角。
该示教为出厂时的设置,无需重新示教。
装配位置 Z
取 HMS 测量结果作为装配位置。
示教的测量位置为下图所示位置。
多针型的矫正模具
凹型、凸型的矫正模具
凹型 凸型
第 2 部 功能详解篇 第 7 章 机器设置
7-54
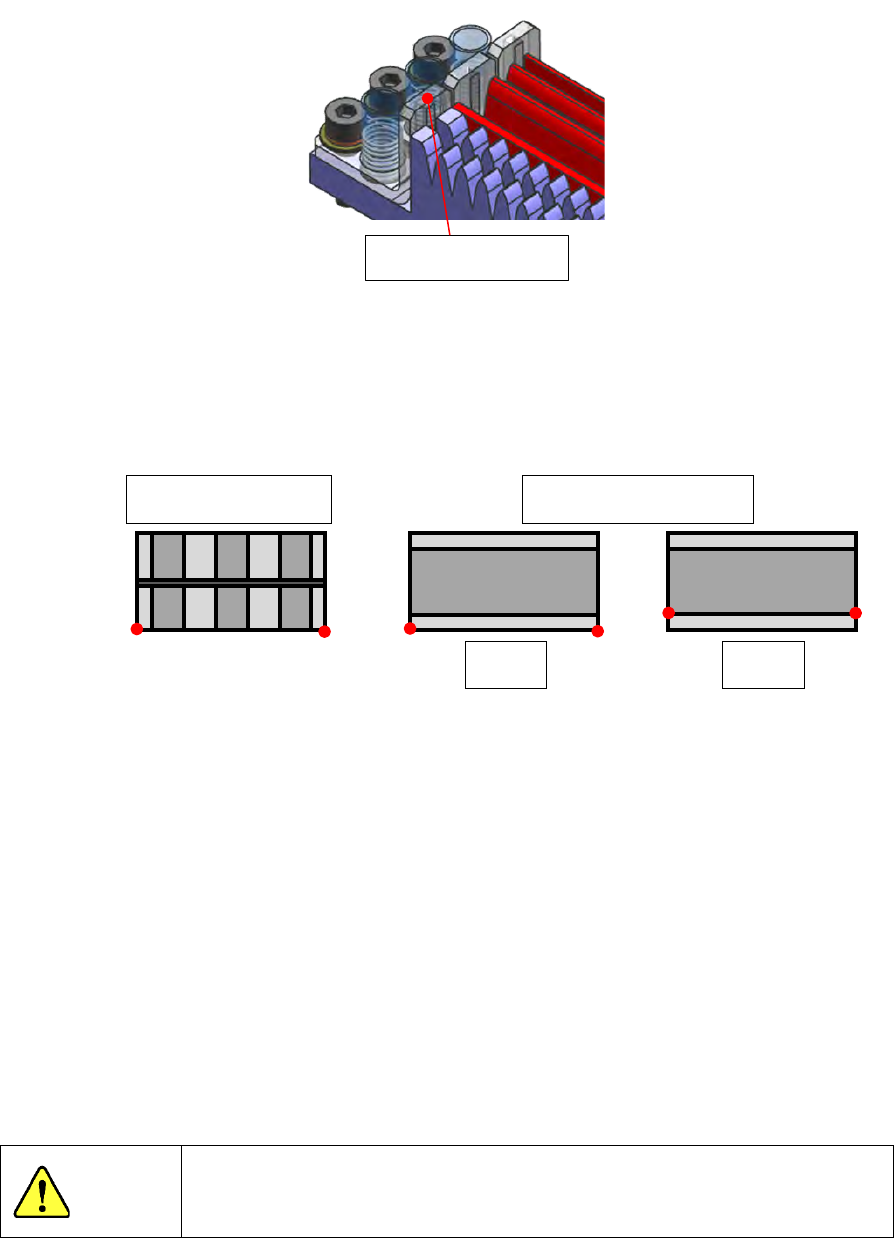
装配位置 T
指定模具端面的 2 点,取 2 点间的斜率作为偏差。
示教的测量位置如下图所示。
该示教为出厂时的设置,无需重新示教。
3) 通过选择框设定是否实施模具判别。
(3) 多针引脚矫正模具判别动作
模具判别为有效时,在以下时刻执行多针引脚矫正模具判别动作。
除 c) 的生产外,各画面一旦判别成功到关闭画面之前,无需再次执行判别动作。
a) 机器设置
・设置多针引脚矫正、变更设置时
・设置多针引脚矫正、示教装配位置 XYZT 时
b) 程序编辑
・执行机器操作>确认矫正位置时
c) 生产
・在生产 To p 画面开始生产时
注意
模具判别设置为 OFF 时,不实施模具判别直接执行引脚矫正动作。请注意
此时即使矫正模具不一致,也将执行引脚矫正动作。
多针型的矫正模具
凹型、凸型的矫正模具
凹型
凸型
示教位置