JM-50使用说明书.pdf - 第139页
第 1 部 基本篇 第 2 章 生产 2- 41 对于生产 开始 时 可能与 ZA 轴发 生冲突的 供给 装置 ,将 显 示通 知信息。 请仔细确认 没有未使用 的装置等 对贴装头造成干 渉,然后 再次按 <ST ART> 按钮。 注意 按下 < S TA R T > 按钮后 Head 会立即移动 ,开始生产。 为避免人身伤害,在运行 过程中切勿将手放入装置内部,也不要将脸 和头靠 近 装置。 在按下 <S…
第 1 部 基本篇 第 2 章 生产
2-40
<Maintenance Key>为维护模式时,会显示如下画面。请将<Maintenance Key>设定为生产模式,再按
操作面板的<START>按钮。如生产不开始,请按操作面板的<STOP>按钮。
按下<START>按钮开始生产后,会显示上次设置所对应的生产状态画面(参见 2-8-3-1 生产状态)或
视图画面(参见 2-8-3-2 视图)或动作状态画面(参见 2-8-3-3 动作状态)或生产数量画面(参见
2-8-3-4 生产数量)。
如果按下<START>按钮时返回原点尚未完成,则应先按下<START>按钮执行返回原点后,再按一下
<START>按钮。
第 1 部 基本篇 第 2 章 生产
2-41
对于生产开始时可能与 ZA 轴发生冲突的供给装置,将显示通知信息。请仔细确认没有未使用的装置等
对贴装头造成干渉,然后再次按<START>按钮。
注意
按下
<START>
按钮后
Head
会立即移动,开始生产。
为避免人身伤害,在运行过程中切勿将手放入装置内部,也不要将脸和头靠近
装置。
在按下<START>按钮前,请务必确认装置内部无人作业。
在按下<START>按钮前,请确认装置附近没有会受到人身伤害的人。
在按下<START>按钮前,请确认装置内部没有安装、安放会妨碍装置运行的物
体(调整工具等)。
当 ZA
轴以较低高度动作时,请仔细确认未使用装置与贴装头装置不发生干渉。
注意
如果尚未进行过供料器台架识别(在返回原点后立即,或降下、升起台架后),
在移动吸取位置前将自动识别供料器台架。
识别供料器台架时,由于 Head 会横跨供应装置上方,因此请勿将手、脸等靠
近或伸入装置中。
注意
IFS-NX 及外部输出功能的使用注意事项
确认元件对照的状态后,请按下<START>按钮。
未完成对照时,以及对照结果存在问题时,不能开始生产。有关详细内容,请
参照『IFS-NX 使用说明书』、『 外 部 输出功能使用说明书』。
第 1 部 基本篇 第 2 章 生产
2-42
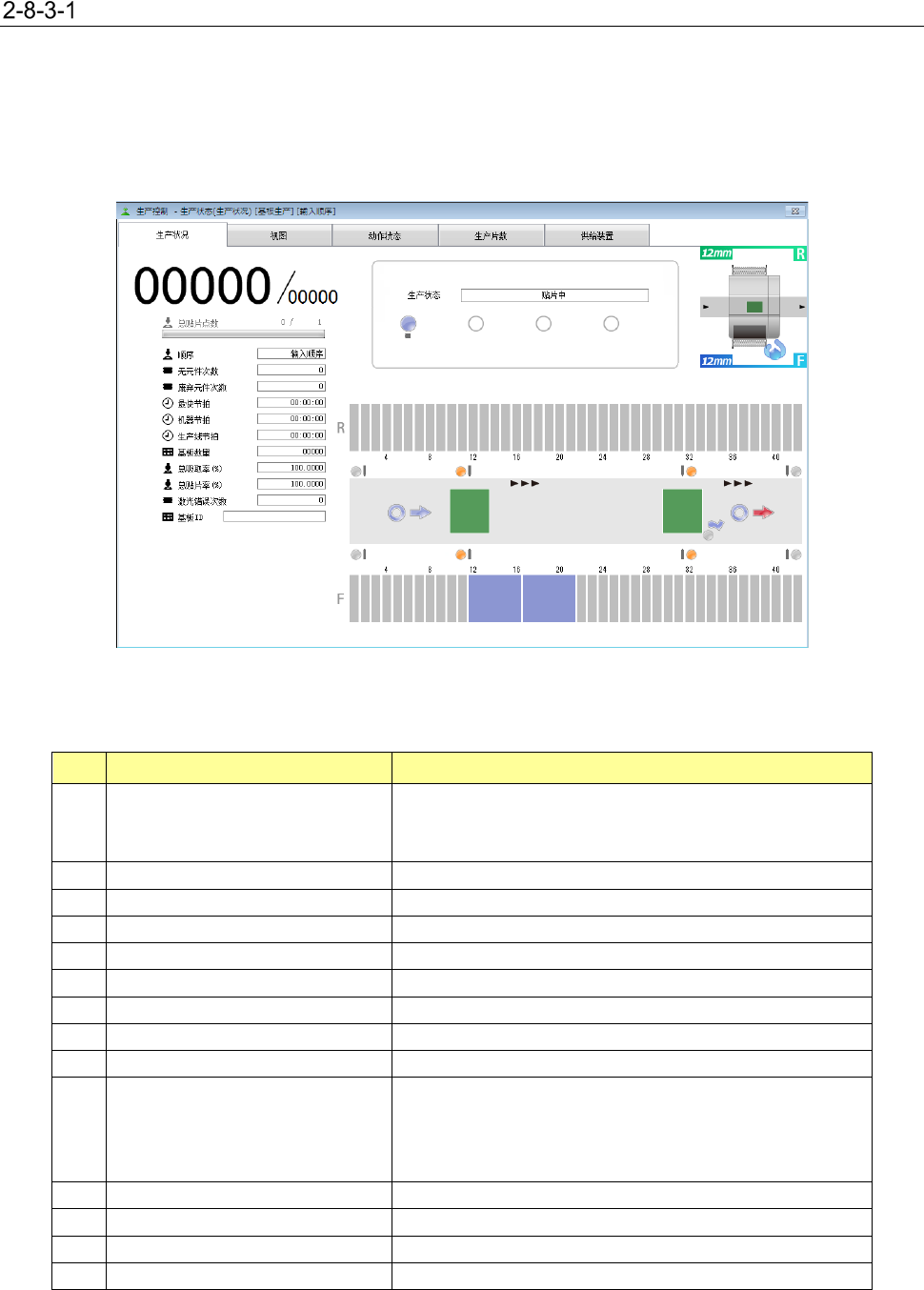
生产状态
选择窗口-生产状态(生产状况),即可显示生产状况画面。
显示生产中的各机器的状态。
・生产状况画面
1) 生产信息项目
显示生产的一般信息。
No.
项目
内容
1 实际生产数量
显示实际生产的基板数量。
操作选项的[生产/显示]选项卡的[递减生产基板数量]
选项被选中时,显示「剩余未生产件数」。
2
计划生产数量
显示计划生产的基板数量。
3
总贴片点数
显示基板上完成贴片的点数和要贴片的总贴片点数。
4
顺序
显示输入顺序还是优化顺序生产。
5
无元件次数
显示累计的元件用完次数。
6
废弃元件次数
显示累计的吸取元件废弃的次数。
7
最快节拍
显示机器节拍的最好成绩。
(
贴片时间最短的项目
)
8
机器节拍
显示
1
块基板从搬入贴片机到该基板搬出的时间。
9
生产线节拍
显示从搬出
1
块基板到搬出下一块基板的时间。
10 基板数量
显示「实际生产的基板数量/计划生产的基板数量」
。
设定了操作选项的「生产(显示)」选项卡的[递减生
产基板数量]时,则显示「剩余基板的数量/计划生
产的基板数量」。
11
总吸取率
(%)
显示机器整体的吸取率。
12
总贴装率
(%)
显示机器整体的贴装率。
13
激光错误次数
显示发生激光识别错误的次数累计。
14
基板
ID
显示生产程序的基板
ID
。