JM-50使用说明书.pdf - 第550页
第 1 部 基本篇 第 4 章 制作生产程序 4- 250 确认矫正位置 是将实际元件安 装在贴片头后执行元件定 心, 移动 至矫正工具 , 对矫正治具 和元件偏移 量进行示教的 功 能。 (1) 确认矫正位置的 操作 从编辑程序菜单 选择 [ 测定 ・ 检查 ]-[ 确认矫正 位置 ] ,显示 如下画面 。 1) 测量元件 显示执行矫正位 置确认动作的元件内容。 2) 吸取坐标 显示吸取元件的吸取 位置内容。 还可以将吸取位置 变更为…
第 1 部 基本篇 第 4 章 制作生产程序
4-249
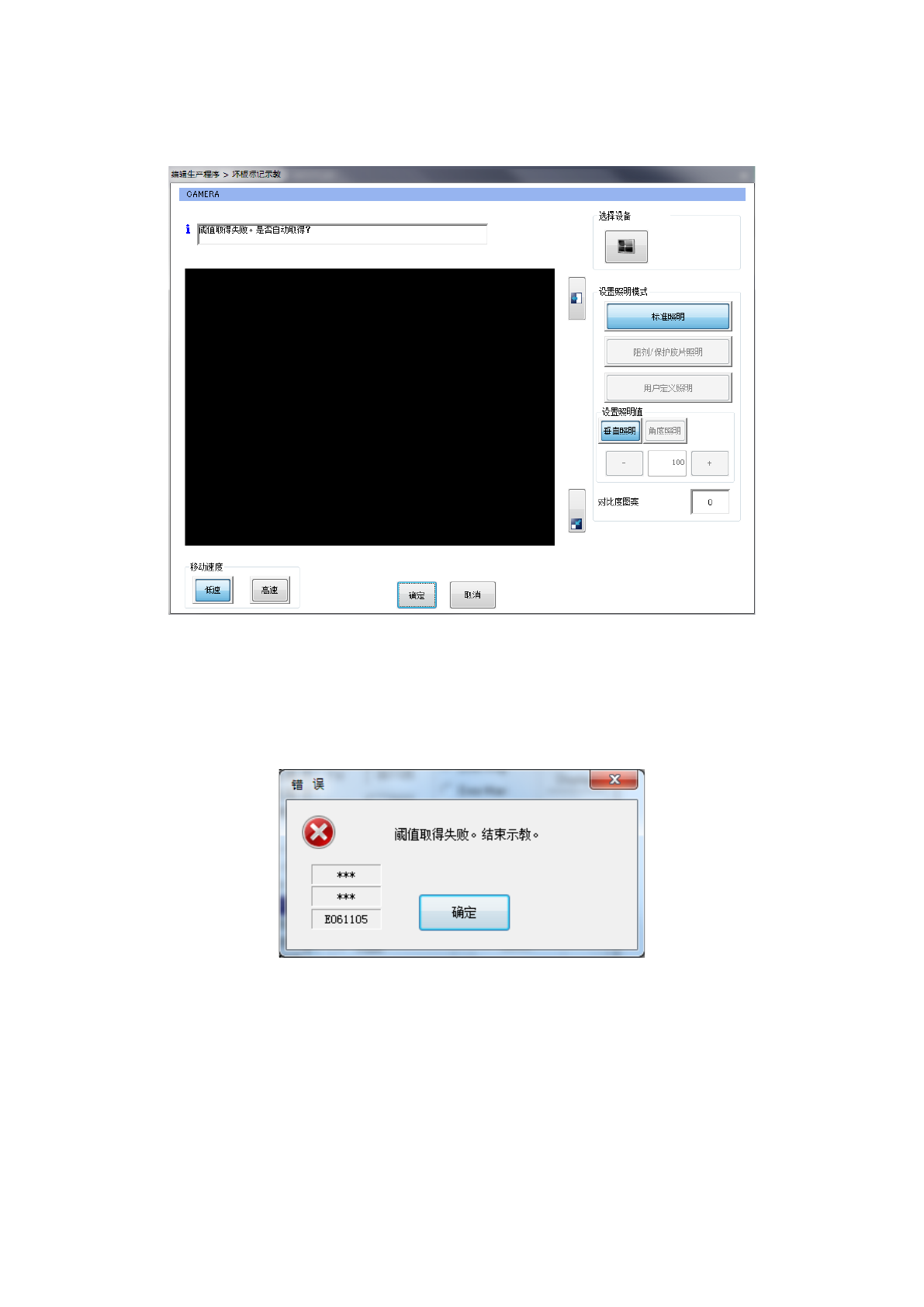
7) OCC 坏板标记识别(阈值取得失败)
在示教的 OCC 坏板标记识别阈值取得动作中取得失败时,显示「阈值取得失败。是否自动取
得?」的提示信息。
① 按[确定]按钮,再次进行阈值取得动作。
② 按[取消]按钮,结束阈值取得动作。
8) OCC 坏板标记识别(阈值自动取得)中失败
示教的自动阈值取得动作中识别失败时,显示以下提示信息。
第 1 部 基本篇 第 4 章 制作生产程序
4-250
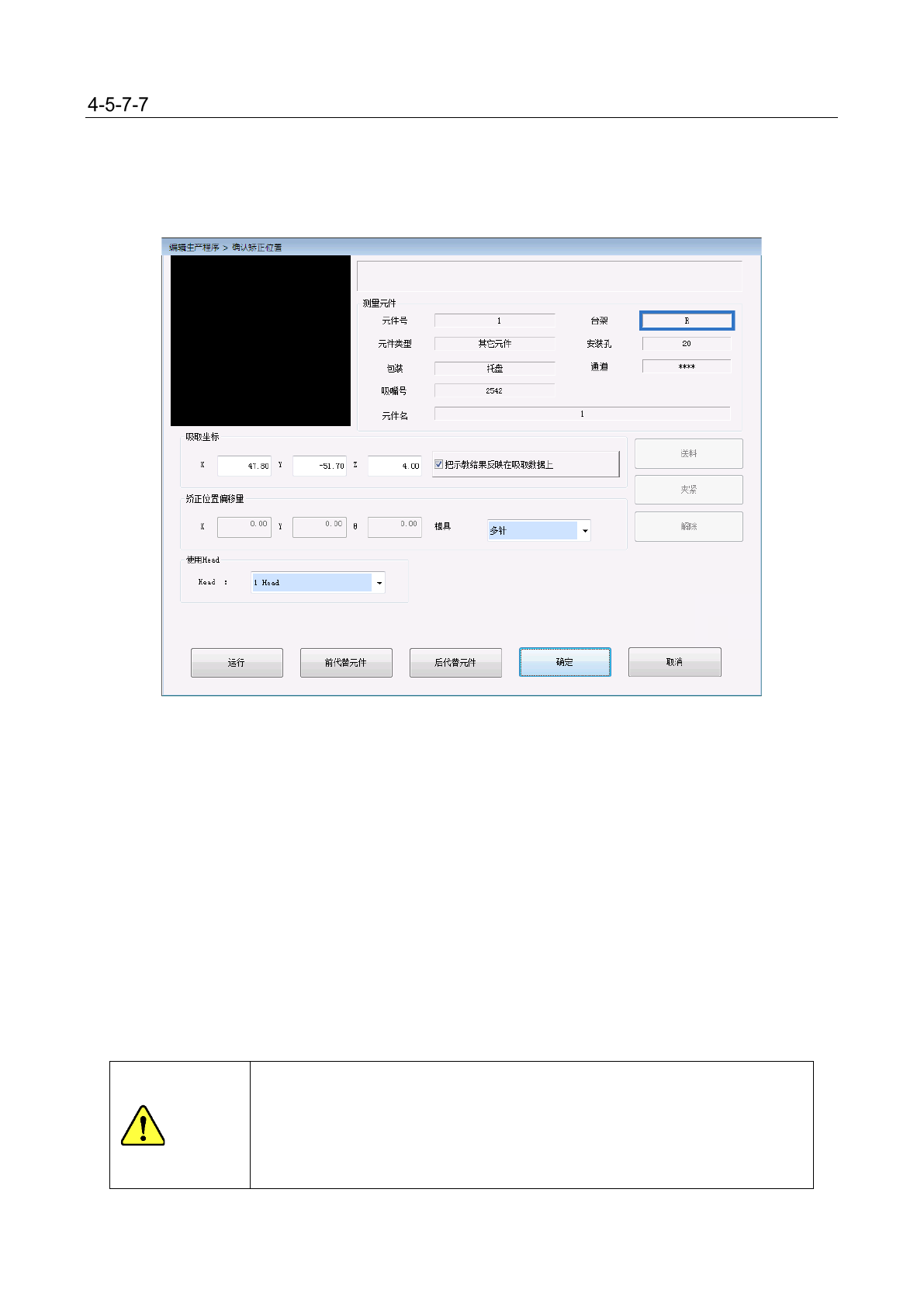
确认矫正位置
是将实际元件安装在贴片头后执行元件定心,移动至矫正工具,对矫正治具和元件偏移量进行示教的功
能。
(1) 确认矫正位置的操作
从编辑程序菜单选择 [测定・检查]-[确认矫正位置],显示如下画面。
1) 测量元件
显示执行矫正位置确认动作的元件内容。
2) 吸取坐标
显示吸取元件的吸取位置内容。还可以将吸取位置变更为前代替元件和后代替元件。没有吸
取数据时,不显示各项目,不能进行吸取位置的变更、反馈、示教。
可以对吸取位置进行手动输入和示教输入。
● 将示教结果反映到吸取数据中
选择是否将示教后的结果反应到吸取数据中。
不勾选时,仅此次吸取时适用坐标。
托盘元件不反映在吸取数据中。
● 供料
由供料器传送元件。
径向供料器 MRF-L/轴向供料器 MAF-L 的供料类型为 2 次传送时,执行 2 次顶推传送元
件。
注意
<使用径向供料器/轴向供料器时的注意点>
为径向供料器/轴向供料器时,请注意在以下状态按下[传送]按钮,会造成供
料器中元件堵塞。
・ 吸取位置有元件的状态
・ 径向供料器类型 MRF-L/轴向供料器类型 MAF-L 的供料类型设定错误的
状态
第 1 部 基本篇 第 4 章 制作生产程序
4-251
● 夹紧
仅径向供料器或轴向供料器可以使用。夹紧元件(切割)。
● 解除
仅径向供料器或轴向供料器可以使用。解除元件夹紧(解除切割)。
3) 矫正位置偏移量
显示所取得的矫正位置偏移量。从单选框的一览中选择执行调整的工具。
4) 使用贴片头
可以选择检查所使用的贴片头。从单选框的一览中选择要使用的贴片头。
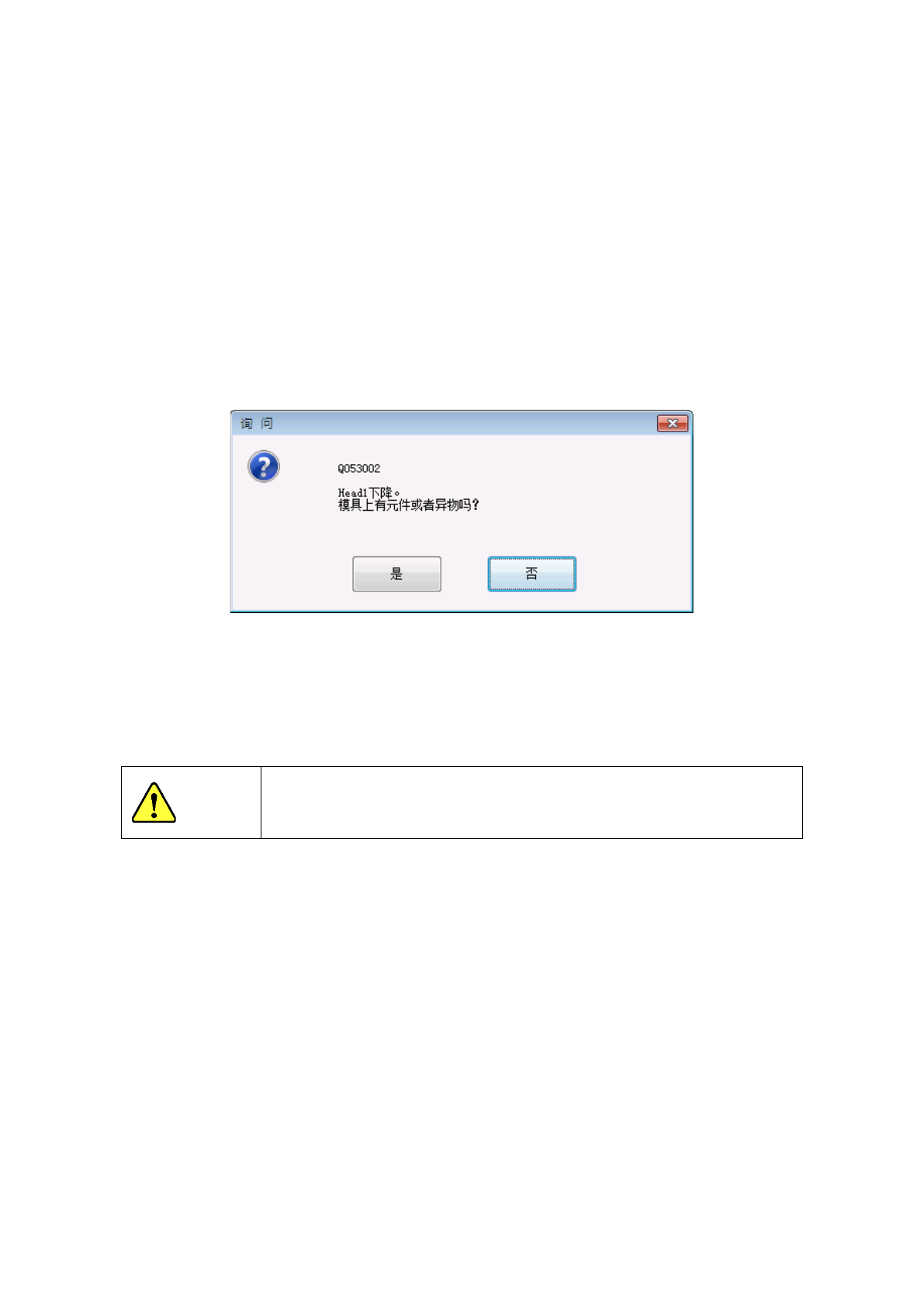
5) 执行
通过图像识别执行定心动作,移动至工具上。移动至示教画面后,显示以下问询画面。
● 是:保持 XY 轴移动时的 Z 轴高度。
● 否:使 Z 轴下降至工具上面附近。
通过示教取得矫正治具和元件的偏移量。
注意
<示教时的注意点>
取得矫正位置偏移量时的示教,是在 Z 轴下降的状态下执行 XY 移动。所
以在执行操作时,请注意避免模具与元件发生冲突。
调整动作结束后返回原画面,在矫正位置偏移量中显示结果。
6) 前代替元件、后代替元件
有代替元件时,移动至代替元件。
7) OK
反映检查结果,返回原画面。
8) 取消
结束矫正位置确认,返回原画面。