JM-50使用说明书.pdf - 第386页
第 1 部 基本篇 第 4 章 制作生产程序 4- 86 (7) 检查 2 设定“测量贴片 基板面高度 ”、“ 贴片 后 元件高度检查 ”、“ 贴片前 元件高度检查 ”。 1) 测量贴片基板面高度 测量 元件贴片位置 的 基板面 高度,对 贴片 Z 坐标 进行 补 正。 测量 位置 为贴片点的中心 (一点) 。 在测量结果中 ,输入判定 基板 翘起的 阈值。 测量结果 若在(-判定 值~判定值)之间,则 判断可以 贴片 。 测量与贴片点…

第 1 部 基本篇 第 4 章 制作生产程序
4-85
・凹型工具补偿量
设定引脚矫正时,在凹型工具的引脚补偿量。
・凸型工具补偿量
设定引脚矫正时,在凸型工具的引脚补偿量。
・重试次数
在引脚矫正后的可插入元件判定中,判定为不能贴片时,设定执行矫正重试处理的次数。
但在执行补偿量的调整处理时,应使用调整用的重试次数。
・生产中的补偿量调整
设定在生产中是否对凹型工具及凸型工具的补偿量进行调整。
对「从开始生产后的第 1 次矫正处理」或者「矫正重试处理的频度变高时」,自动执行补偿量
的调整。
即使设定为「不执行」也会实施矫正处理,各元件的适用补偿量不同,所以矫正重试次数可
能变多,也可能出现矫正失败。
为了避免上述问题,建议设定为「执行」。
第 1 部 基本篇 第 4 章 制作生产程序
4-86
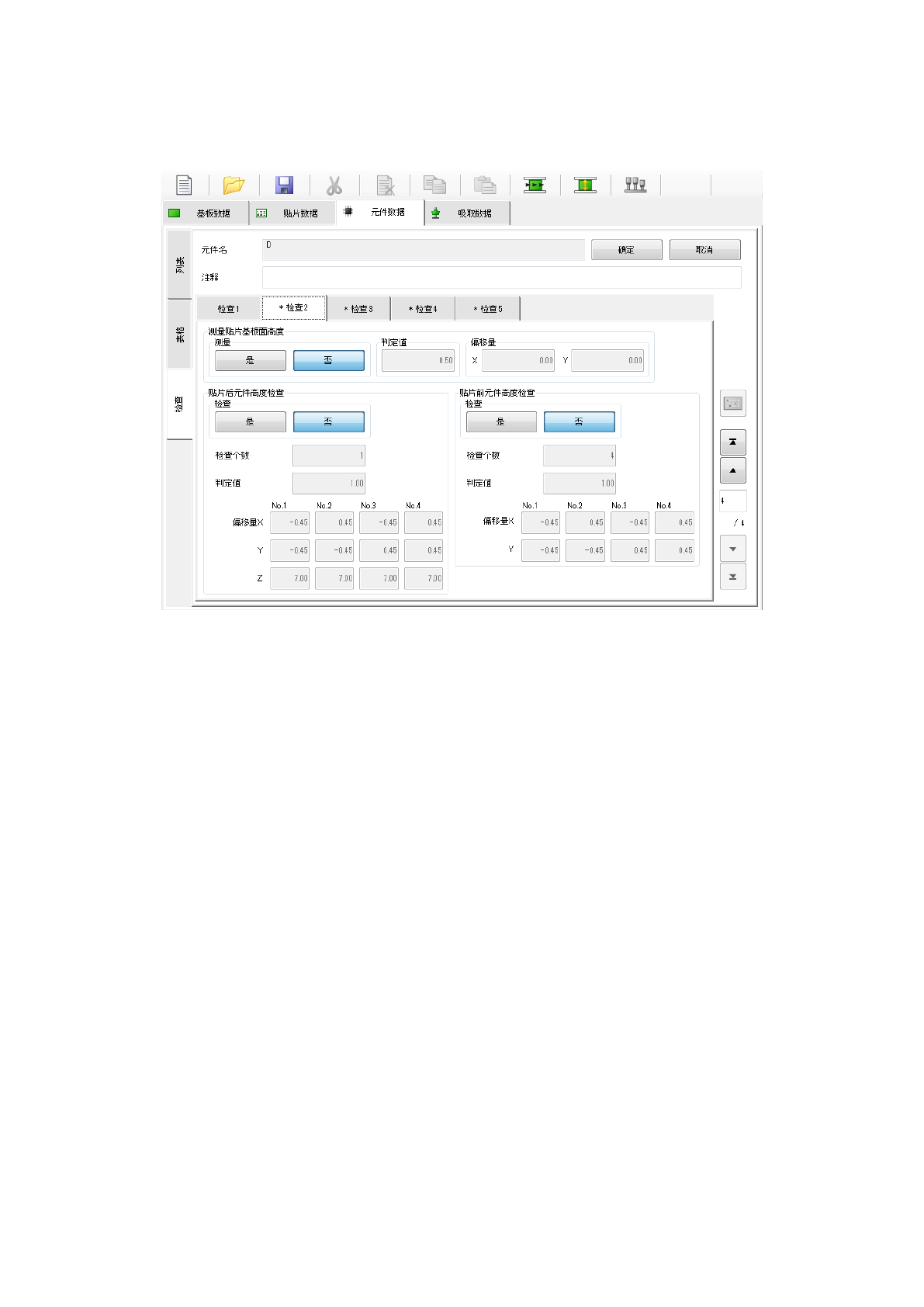
(7) 检查 2
设定“测量贴片基板面高度”、“ 贴片后元件高度检查”、“ 贴片前元件高度检查”。
1) 测量贴片基板面高度
测量元件贴片位置的基板面高度,对贴片 Z 坐标进行补正。
测量位置为贴片点的中心(一点)。
在测量结果中,输入判定基板翘起的阈值。
测量结果若在(-判定值~判定值)之间,则判断可以贴片。
测量与贴片点不同的位置时,请输入偏移量(X,Y)。
第 1 部 基本篇 第 4 章 制作生产程序
4-87
2) 贴片后元件高度检查
元件贴片后,通过 HMS 测量元件上面的高度,检查贴片元件是否正确贴片。
如果每个测量点的检查结果都位于 -判定值 ~ +判定值 之间,则判断元件正常贴片。
检查结果超出判定值的数值范围时,生产将暂停。
设定项目
内容
检查
设定是否检查
检查个数
在
1
~
4
之间指定检查数目。
判定值
设定检查的判定值。
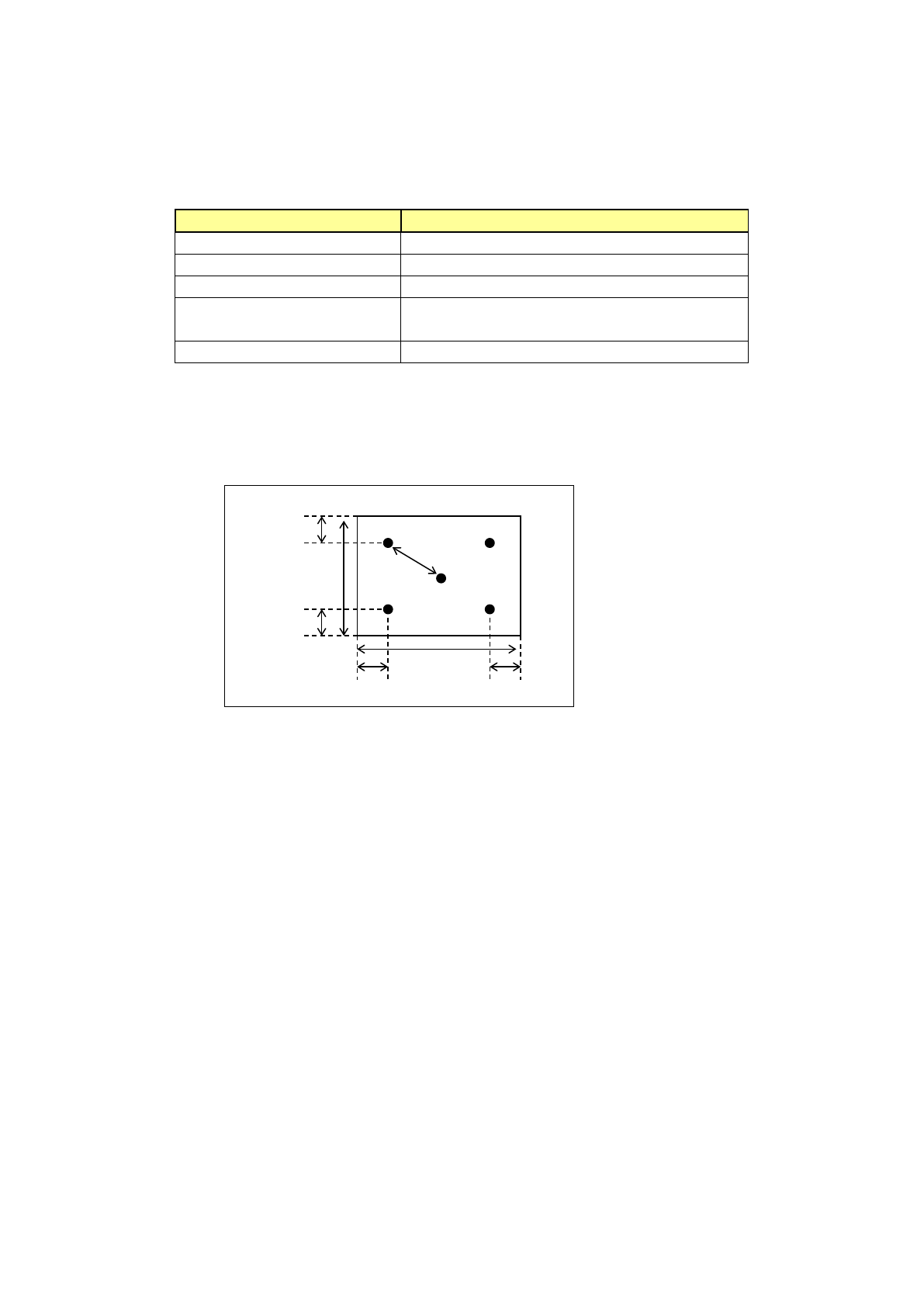
偏移量 X、Y
由距离贴片点的偏移量指定检查位置。从上开
始为测量位置
1
、
2
、
3
、
4
。
偏移量
Z
指定检查位置的高度。
※初始值可以在环境设置画面进行变更。
测量位置的偏移量值与检查点的对应关系如下图所示。
值偏差値
纵向尺寸的
5%
测量位置 1
测量位置 3
测量位置 2
测量位置 4
横向尺寸的 5%
纵向尺寸的
5%
横向尺寸的 5%