JM-50使用说明书.pdf - 第544页
第 1 部 基本篇 第 4 章 制作生产程序 4- 244 (2) 因元件、 吸嘴 的状态 等物理 原因, 导致无法执行错误 检测的 条件 ① 由于 管脚 细、短 或者软 等原因,无法 区分插 入成功 扭矩和失败 扭矩时 (1) 插 入成功 和插入失败 的扭矩 差过小时 因无法区分管脚 掠过通孔 后插 入成功 等的 情况, 无法进行错误检测。 (2) 因管脚细 、短等 原因导致插 入成功 和插入失败 的 扭矩 差过小时 无法区分插入 失…
第 1 部 基本篇 第 4 章 制作生产程序
4-243
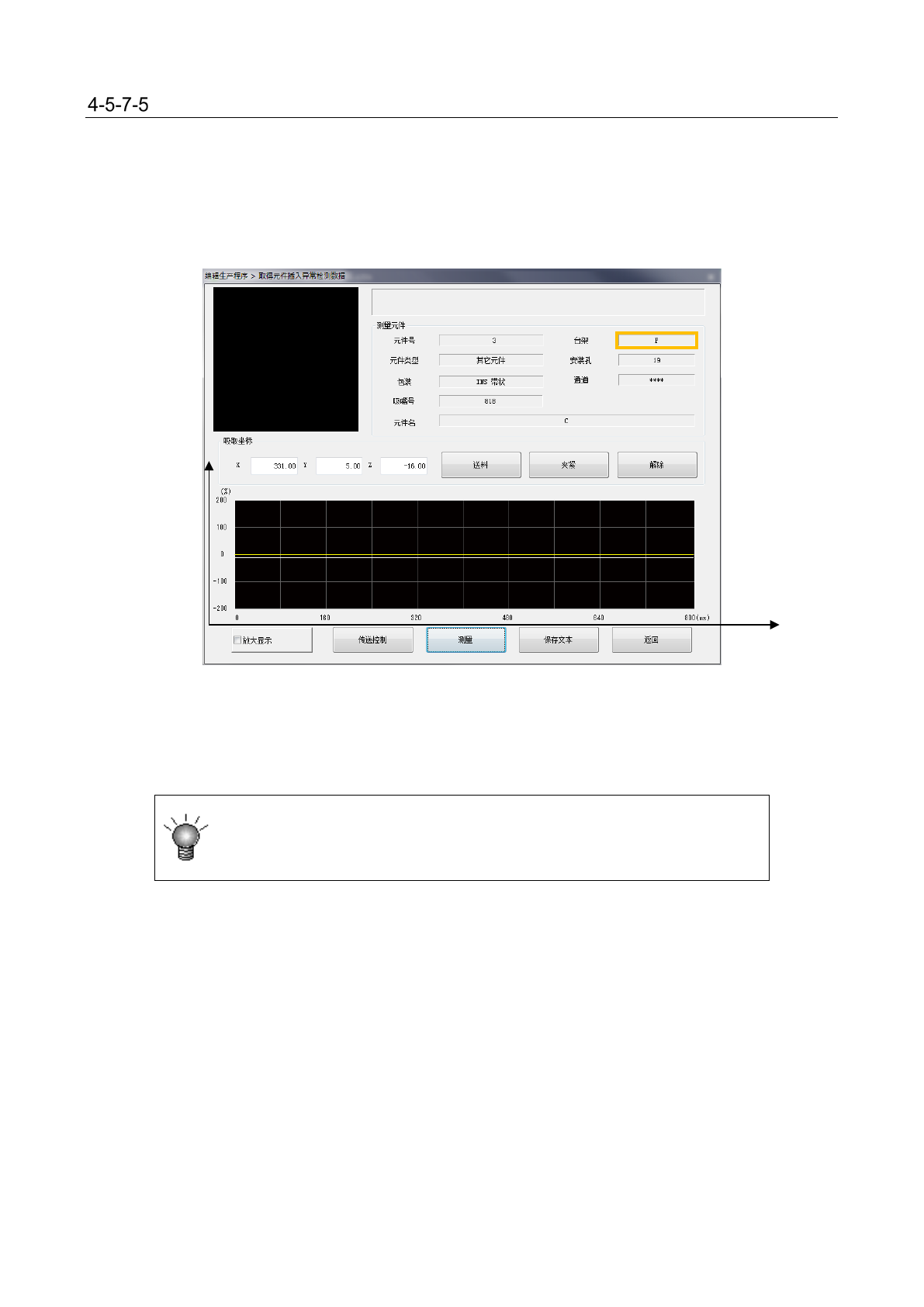
取得元件插入异常检测数据
取得贴片时的正常扭矩率。
以贴片条件的 Z 下降速度执行贴片动作。
(1) 取得元件插入异常检测数据的操作
从编辑程序菜单选择 [机器操作]-[取得元件插入异常检测数据],显示以下画面。
1) [测量]按钮
执行生产动作,取得扭矩率。贴片位置是生产程序对象元件的第一贴片点。对取得的结果以
图形进行表示,现在取得的数据显示为白色,已经保存的数据显示为黄色。插入后用 OCC 相
机跟踪插入位置。
属于以下任一种状态时,不能开始测定。
① 基板未夹紧的状态
② BOC 标志设定为未使用的状态
③
处于盖罩打开状态或者供料器台架下降状态
2) [保存文本]按钮
以文本形式输出现在取得的扭矩率。
默认值文件夹: D:¥LOG¥CompoInsertDetect
3) [返回]按钮
结束数据取得,返回到前面的画面。
此时,会显示出是否保存取得结果的询问画面。
此时选择<是(Y)>则保存结果。
4) [放大显示]按钮
执行扭矩率放大显示时,勾选该选择框。
返回前一显示时,取消选择框勾选。
相对于额定
扭矩的比率
(%
)
时间
(ms)

第 1 部 基本篇 第 4 章 制作生产程序
4-244
(2) 因元件、吸嘴的状态等物理原因,导致无法执行错误检测的条件
① 由于管脚细、短或者软等原因,无法区分插入成功扭矩和失败扭矩时
(1) 插入成功和插入失败的扭矩差过小时
因无法区分管脚掠过通孔后插入成功等的情况,无法进行错误检测。
(2) 因管脚细、短等原因导致插入成功和插入失败的扭矩差过小时
无法区分插入失败的扭矩和成功的扭矩(Z 加速下降、减速所产生的扭矩),所以无法检测出
错误。
※ 因元件数据的正常判定范围值有时无法进行检测,但正常判定范围值设置过小还会造成过
检测的情况。(正常判定范围的默认值为 30)
② 支撑销未立起时
无法区分基板被阻挠后插入成功的扭矩和失败扭矩,所以无法检测出错误。
③ 元件的管脚长度比吸嘴弹簧的最大阻挠量短时
吸嘴弹簧完全缓冲了插入失败的冲击,可能不会超出扭矩率的正常判定范围,这种情况无法
检测出错误。
但贴片补偿量设定在以下范围时,可以检测到插入异常。
(1) 为吸取吸嘴时
贴片补偿量 > (4.6mm - 元件管脚长度)
(2) 为夹式吸嘴时
贴片补偿量 > (2.0mm - 元件管脚长度)
上述公式内的数值为简易的弹簧最大阻挠量。吸嘴不同,会有±0.1mm 的差。
通过这样对应,在插入失败时管脚长度部分的冲击被吸嘴弹簧完全缓冲之后,在吸嘴弹簧全
部压缩前持续按入元件,可以使扭矩率的变动很大。
第 1 部 基本篇 第 4 章 制作生产程序
4-245
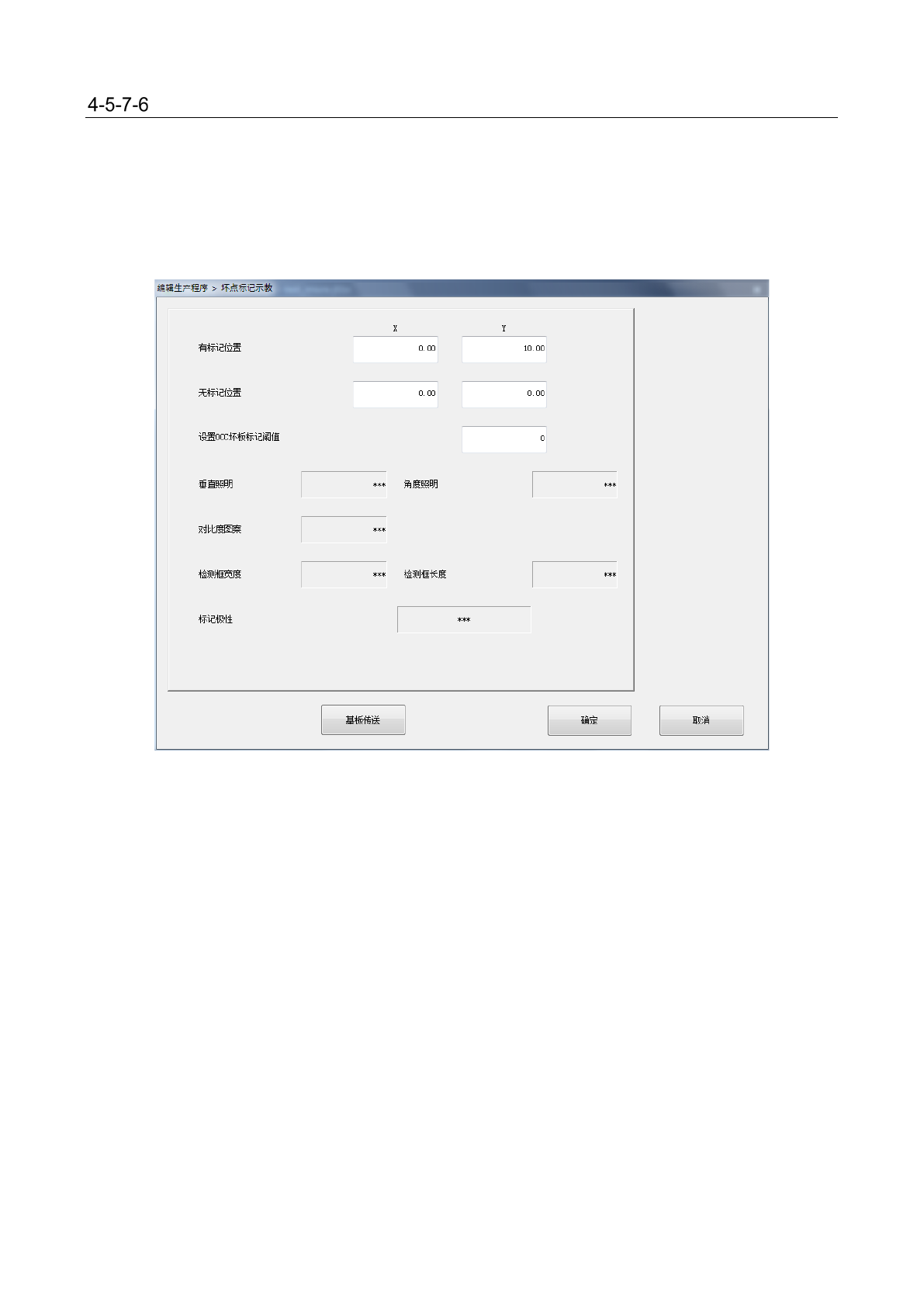
坏板标记示教
示教坏板标记坐标,以便用 OCC 单元识别各电路是否要进行生产。
(1) 坏板标记示教的操作
1) 坏板标记示教操作
选择坏板标记示教,即显示以下对话框。
① 有标记位置
指定基板上的有坏板标记位置的坐标。可通过示教设置坐标位置。
② 无标记位置
指定基板上的无坏板标记位置的坐标。可通过示教设置坐标位置。
无坏板标记位置,要指定与有坏板标记位置明暗有区别的任意位置。
③ 设置 OCC 坏板标记阈值
设置进行坏板标记识别的阈值。
通过示教识别有标记位置与无标记位置自动决定阈值。
④ 垂直照明
⑤ 角度照明
⑥ 对比度图案
⑦ 检测框尺寸(宽度、长度)
⑧ 标记极性
初始值显示***。
如果使用 OCC 坏板标记阈值设置通过示教对有标记位置与无标记位置进行识别动作,取 得 阈
值后,显示该识别时的各设置值。