JM-50使用说明书.pdf - 第401页
第 1 部 基本篇 第 4 章 制作生产程序 4- 101 ・ 压入量 设定执行多针引脚矫 正动作时将 引脚压入工具的量 。以工具的上 面为基准,设定压 入量。对 多针工具、凹工 具、凸工具分别进行设定 。 ・ 矫正位置偏 移量 XY θ 输入将元件压入 矫正工具时的 XY θ 位置。 除手动输入数值 外,通过「 4-5-7-7 矫正 位置确认」功能也 可以示教完成 输入。 对多针工具、凹 工具、凸工具分别进行设 定。 注意 ● 引脚矫…
第 1 部 基本篇 第 4 章 制作生产程序
4-100
注意
●
多针引脚矫正功能对应引脚根数超过
2
根的元件。引脚根数为
2
根时无法
矫正。定心方式为激光定心时无法对应。
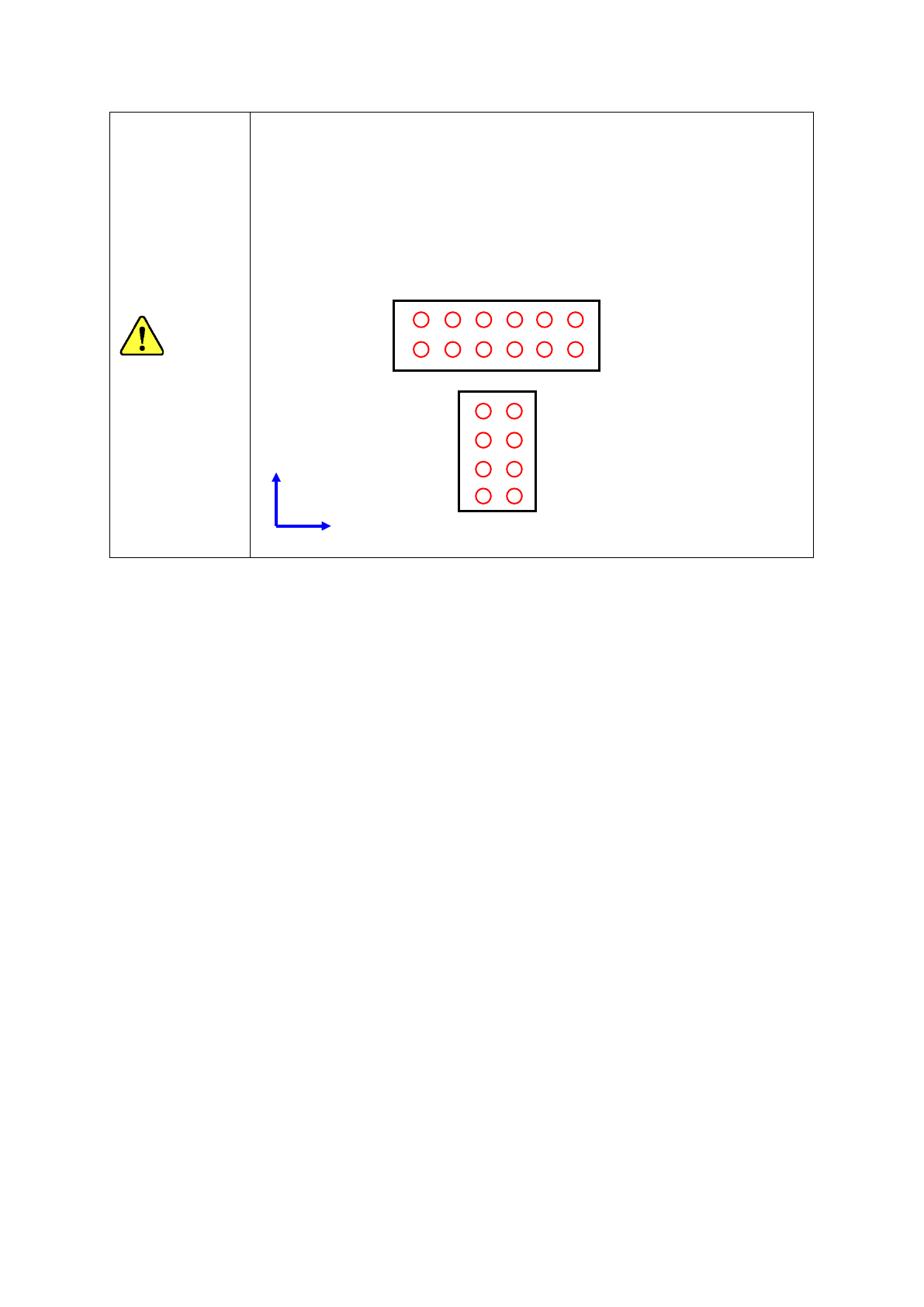
● 扩展组数据的引脚必须定义为元件 X 方向有多根引脚(多针)、Y 方向 2 根
引脚(2 针)。
前述定义是多针引脚矫正的前提,前述以外的定义下不动作。
元件数据满足以下条件时,可以设定多针引脚矫正功能。
机器设置的多针引脚矫正为有效。
定心方式为图像定心。
元件种类为「插入元件」。
配置检查为有效。
设定项目的详细内容为如下所示。
・矫正
设定是否实施多针引脚矫正功能。
・重试次数
多针引脚矫正后可插入元件判定(引脚检查)判定为不可贴片时,设定执行矫正重试处理的次数。
・封装高度
设定除去插入元件的引脚部分后的封装部分高度。
默认值为空栏。
・工具编号
显示机器设置中所设定的工具编号。
矫正选择“是”时,自动进行设定。
・工具槽口编号
显示在机器设置中所设定的工具槽口编号。
矫正选择“是”时,自动进行设定。
X
Y
定义例
OK
NG
第 1 部 基本篇 第 4 章 制作生产程序
4-101
・压入量
设定执行多针引脚矫正动作时将引脚压入工具的量。以工具的上面为基准,设定压入量。对
多针工具、凹工具、凸工具分别进行设定。
・矫正位置偏移量 XYθ
输入将元件压入矫正工具时的 XYθ位置。
除手动输入数值外,通过「4-5-7-7 矫正位置确认」功能也可以示教完成输入。
对多针工具、凹工具、凸工具分别进行设定。
注意
● 引脚矫正工具的压入位置,是在机器设置-单元设定-多针引脚矫正设定-
安装位置中所设定的位置。
通常不需要输入矫正位置偏移量。
本偏移量是为了对治具压入位置的误差进行微调整。工具的压入位置发生偏
移时,请进行调整。
第 1 部 基本篇 第 4 章 制作生产程序
4-102
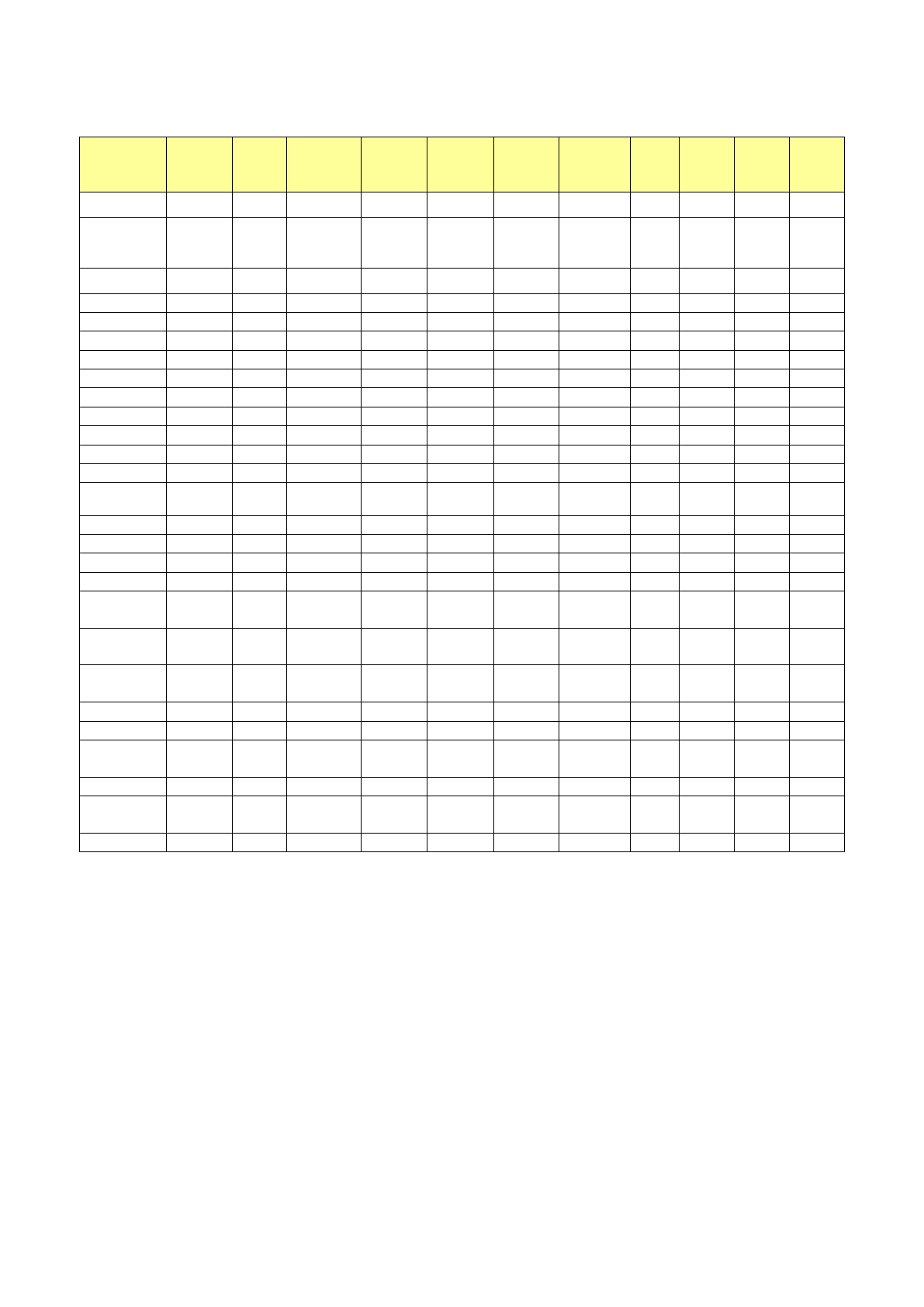
检查选项卡的项目,根据元件类型等的设置状况,其设置会有限制。
元件类型
可插入
元件判定
引脚
矫正
贴片
基板面
高度测定
贴片后
元件面
高度测定
贴片前
元件面
高度测定
元件方向
判别设定
元件插入
异常检测
芯片
站立
吸取
位置
偏移
异元件
判断
多针引
脚矫正
方形芯片
× × ○ ○ ○ × × ○ ○ ○ ×
方形芯片
(LED)
× × ○ ○ ○ × × ○ ○ ○ ×
圆筒形芯片
× × ○ ○ ○ × × ○ ○ ○ ×
铝电解电容
× ×
○ ○ ○ × × ○ ○ ○ ×
SOT
× ×
○ ○ ○ × × ○ ○ ○ ×
微调电容器
× ×
○ ○ ○ × × ○ ○ ○ ×
网络电阻
× ×
○ ○ ○ × × ○ ○ ○ ×
SOP
× ×
○ ○ ○ × × ○ ○ ○ ×
HSOP
× ×
○ ○ ○ × × ○ ○ ○ ×
SOJ
× ×
○ ○ ○ × × ○ ○ ○ ×
QFP
× ×
○ ○ ○ × × ○ ○ ○ ×
GaAsFET
× ×
○ ○ ○ × × ○ ○ ○ ×
PLCC (QFJ)
× ×
○ ○ ○ × × ○ ○ ○ ×
PQFP
(BQFP)
× × ○ ○ ○ × × ○ ○ ○ ×
TSOP
× ×
○ ○ ○ × × ○ ○ ○ ×
TSOP2
× ×
○ ○ ○ × × ○ ○ ○ ×
BGA
× ×
○ ○ ○ × × ○ ○ ○ ×
QFN
× ×
○ ○ ○ × × ○ ○ ○ ×
单向引脚
连接器
× × ○ ○ ○ × × ○ ○ ○ ×
双向引脚
连接器
× × ○ ○ ○ × × ○ ○ ○ ×
Z
形引脚
连接器
× × ○ ○ ○ × × ○ ○ ○ ×
J
引脚插座
× ×
○ ○ ○ × × ○ ○ ○ ×
鸥翼式插座
× ×
○ ○ ○ × × ○ ○ ○ ×
带减震器的
插座
× × ○ ○ ○ × × ○ ○ ○ ×
插入元件
○ ○
○ ○ ○ ○ ○ ○ ○ ○ ○
INS
电解
电容器
○ × ○ ○ ○ ○ ○ ○ ○ ○ ×
其他元件
× ×
○ ○ ○ × × ○ ○ ○ ×