JM-50使用说明书.pdf - 第187页
第 1 部 基本篇 第 2 章 生产 2- 89 (2) 轴退避 可将 H ead 移动 到适合准 备动 作的位置。 项目 按钮 内容 轴退避 后侧操作时的位 置 将贴装头装置设 定为「后 侧操作时的 位置」 时,轴 向该位 置移动。 关于「后侧操作 时的位置」的设定,请参 阅「第 7 章 机 器设置」的「 7-3-4-2 贴装头待机位 置」 。 前侧操作时的位 置 将贴装头装置设 定为「前 侧操作时的 位置」 时,轴 向该位 置移动。…
第 1 部 基本篇 第 2 章 生产
2-88
2-11 生产辅助
在生产动作执行前进行各种确认动作。
2-11-1 支援准备
概要
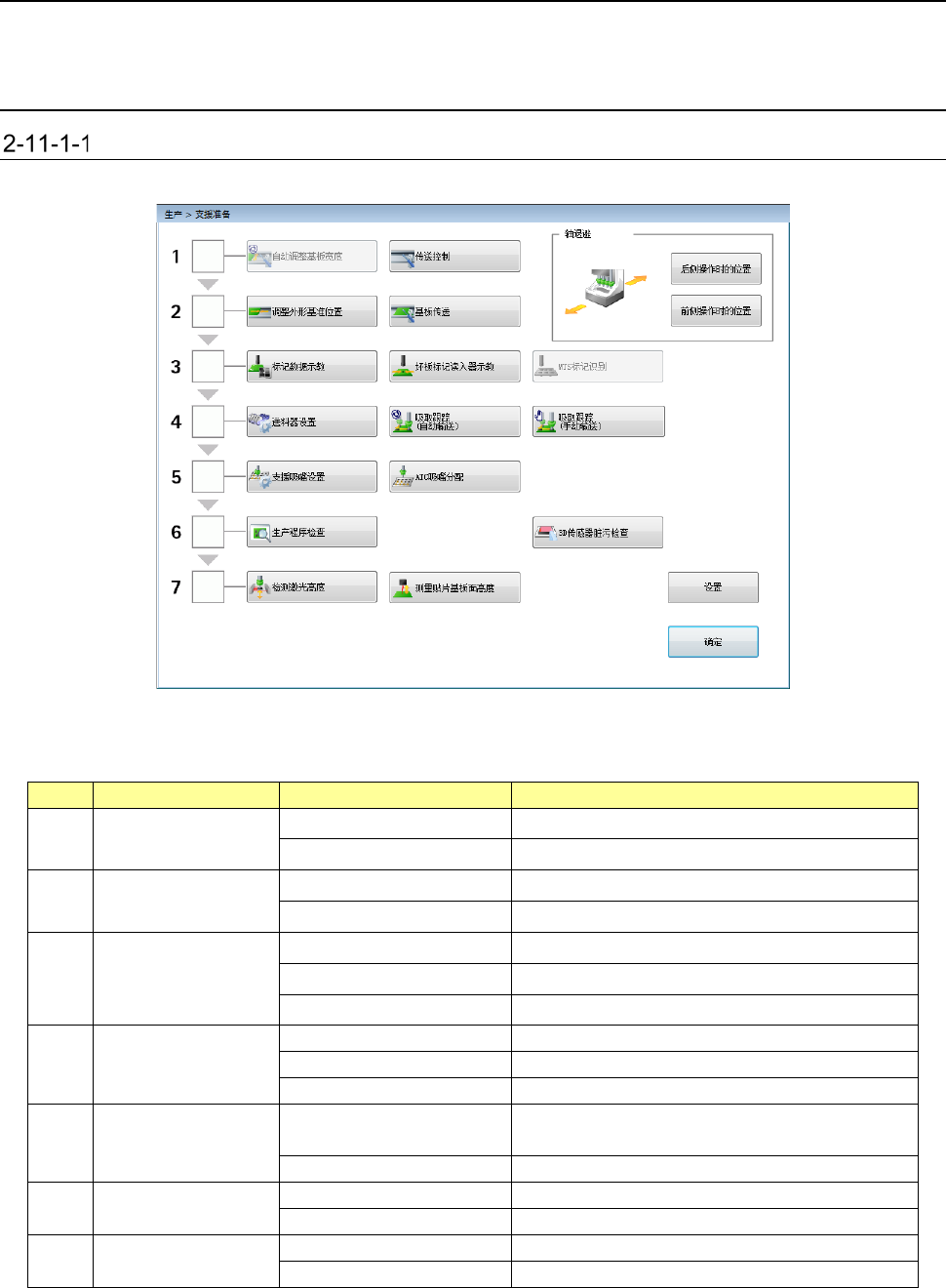
从生产菜单选择[生产辅助]-[支援准备],则显示支援准备画面。
(1) 准备
机器使用者只要按照「1.基板宽度调整」~「8.元件供应检查」项目顺序依次完成操作,即可完
成生产开始的准备工作。
步骤
准备动作
详细动作
内容
1 基板宽度调整
自动调整基板宽度
进行基板宽度的调整。
传送控制
进行传送控制。
2 基板传送
调整外形基准位置
进行外形基准位置调整。
基板传送
进行基板的传送。
3
标记示教
标记数据示教
进行
BOC
、基准领域标记的设置。
坏板标记读入器示教
进行坏板标记的示教。
MTS 标记识别
进行
MTS
标记的识别。
4 供料器设置
送料器设置
进行各供料器台架的供料器示教。
吸取跟踪
(
自动输送
)
进行吸取跟踪
(
自动输送
)
。
吸取跟踪
(
手动输送
)
进行吸取跟踪
(
手动输送
)
。
5 吸嘴配置
支援吸嘴设置
进行生产程序与实际的
ATC
吸嘴配置对照,
如有差异,显示该信息。
ATC
吸嘴分配
自动进行选择
ATC
吸嘴分配的孔号码。
6 生产开始前检查
生产程序检查
进行生产程序检查动作。
3D
传感器沾污检查
进行
3D
传感器沾污检查,并显示结果。
7 数据检查
检测激光高度
检查元件的激光高度是否适当。
测量贴片基板面高度
测量用
HMS,
贴片坐标的基板表面高度。
第 1 部 基本篇 第 2 章 生产
2-89
(2) 轴退避
可将 Head 移动到适合准备动作的位置。
项目
按钮
内容
轴退避
后侧操作时的位置
将贴装头装置设定为「后侧操作时的位置」时,轴向该位
置移动。
关于「后侧操作时的位置」的设定,请参阅「第 7 章 机
器设置」的「
7-3-4-2
贴装头待机位置」。
前侧操作时的位置
将贴装头装置设定为「前侧操作时的位置」时,轴向该位
置移动。
关于「前侧操作时的位置」的设定,请参阅「第 7 章 机
器设置」的「
7-3-4-2
贴装头待机位置」。
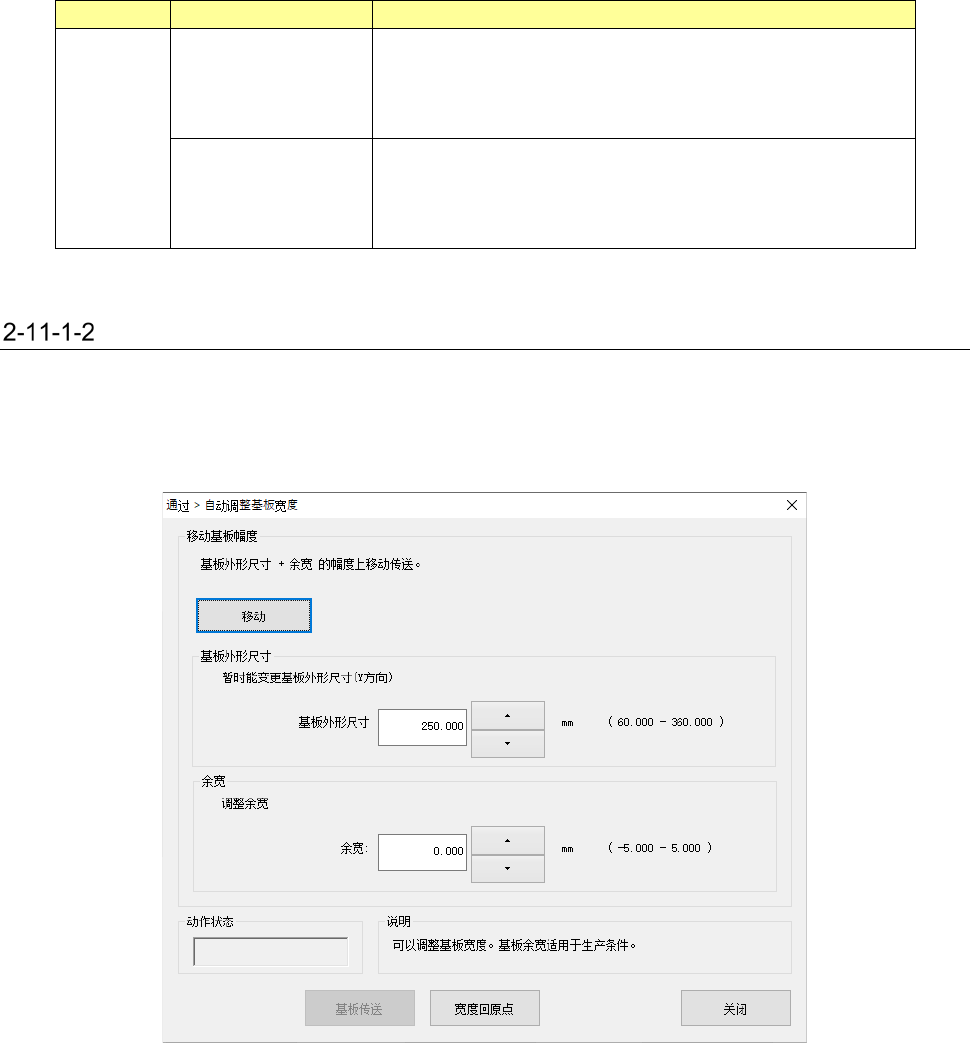
自动调整基板宽度
可进行基板传送宽度的调整。
・自动调整基板宽度
详细情况请参见「第 4 章 制作生产程序」的「4-5-2-6 自动调整基板宽度」。
第 1 部 基本篇 第 2 章 生产
2-90
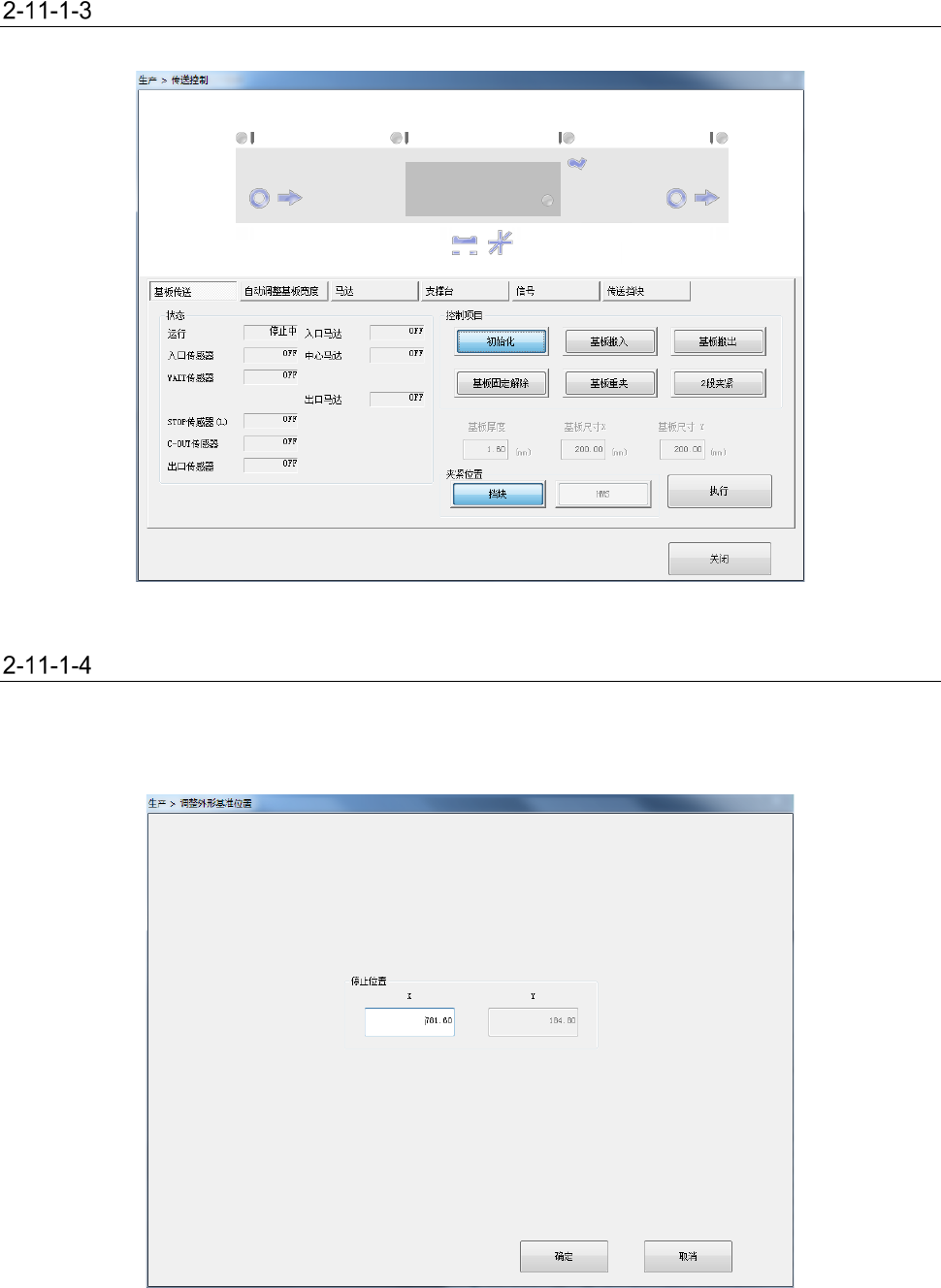
传送控制
在传送通道状态画面显示后,执行传送动作,进行马达、支撑台等有关控制。
详情内容请参见「第 8 章 手动控制」的「8-4-1 传送控制」的各小项。
外形基准位置调整
要进行外形基准位置调整。
・外形基准位置调整
有关详细内容,请参照「第 7 章 机器设置」的「7-3-3-3 调整外形基准位置」的各小项。