JM-50使用说明书.pdf - 第768页
第 2 部 功能详解篇 第 11 章 选项组件 11 - 17 对应长尺寸基板的限制事 项 ・ 对长尺寸基板 , 不能使用试打 、空打的贴 片相机追踪。 ・ 对长尺寸基板,在生产支 援中确认贴片点时,能够 追踪可移动 的坐标。 在基板夹紧状态 下不能追踪不可移动的坐 标。 ・ 对长尺寸基板,选择优化 选项的「用优化结果置换 」实施优化 ,不能执行考 虑 2 次夹 紧的优化。 请选择「由生产 程序的输入顺序分配的顺 序」后执 行优化。 ・…
第 2 部 功能详解篇 第 11 章 选项组件
11-16
11-4-1-3-3 BOC 标记的注意事项
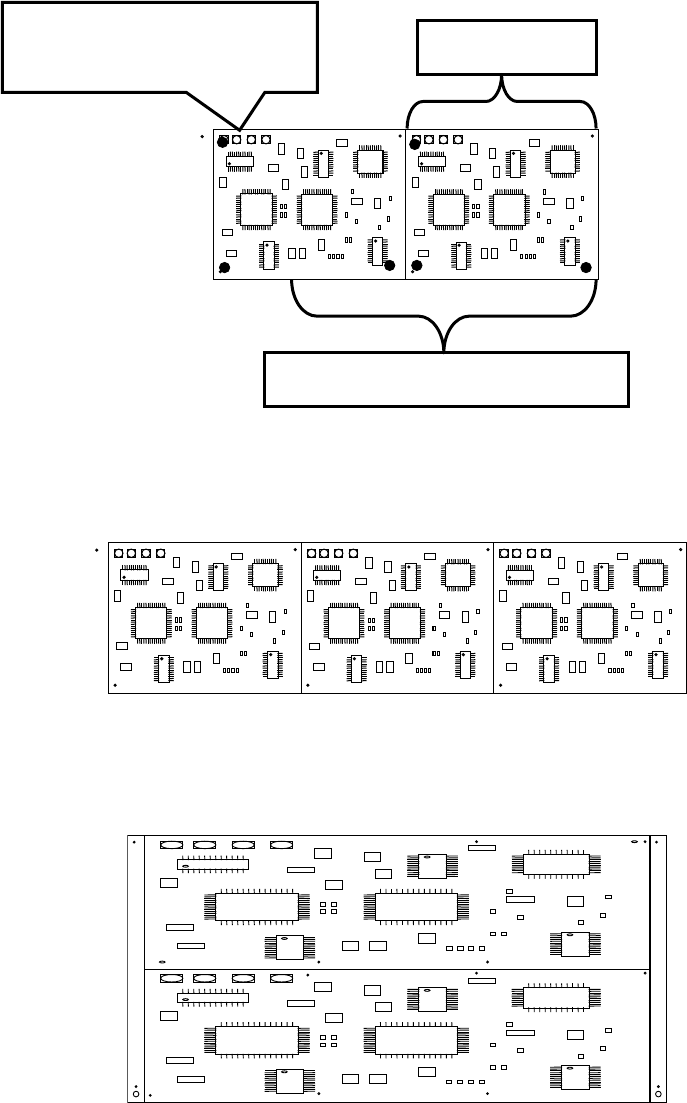
基板外形尺寸的 X 方向尺寸超出规定尺寸,多倒角矩阵基板及多倒角非矩阵基板在 X 方向的电路被分
割时,可以选择
使用各电路的标记,但不能生产。在开始生产前显示错误。以下示例是基板 X 尺寸为
600mm,长尺寸基板分割位置为 410mm,在 X 方向将基板分割为 2 块的情况。
如下所示基板外形尺寸 X 大于等于 410mm,在 X 方向被分割时,第 1 次夹紧的范围外有 BOC 标,所
以在开始生产前报错。
如下所示基板外形尺寸 X 大于等于 410mm,在 Y 方向被分割的基板,即使第 1 次夹紧的范围外有 BOC
标记也不会报错。(需要输入第二个 BOC 标 记 。)
第 1 次的夹紧范围超过 410mm
所以在生产前报错
第 1 次夹紧的贴片范围 410mm
300mm

第 2 部 功能详解篇 第 11 章 选项组件
11-17
对应长尺寸基板的限制事项
・ 对长尺寸基板,不能使用试打、空打的贴片相机追踪。
・ 对长尺寸基板,在生产支援中确认贴片点时,能够追踪可移动的坐标。
在基板夹紧状态下不能追踪不可移动的坐标。
・ 对长尺寸基板,选择优化选项的「用优化结果置换」实施优化,不能执行考虑 2 次夹紧的优化。
请选择「由生产程序的输入顺序分配的顺序」后执行优化。
・ 贴片点跨 2 次的夹紧电路时,请将坏板标记位置设置为第 1 次的贴片区域。
第 2 部 功能详解篇 第 11 章 选项组件
11-18
11-4-2 对应 3 缓冲的基板尺寸下的 ZA 轴动作
3 缓冲区模式的传送动作时,与 1 缓冲区模式同样,通过使 ZA 高度配合已贴片点中的最高高度进行动
作,可以一直在最佳的 ZA 高度下进行生产。
此时如果 OUT 缓冲区上有基板,为了避免贴片头接触已完成贴片的元件,通过基板尺寸控制 ZA 轴的
动作。
对应基板尺寸
对应 3 缓冲区模式下可以动作的基板尺寸。
ZA 轴的可下降时间
OUT 传感器 ON OUT 传感器 OFF
50mm
~
180mm
超过
180mm
~
410mm
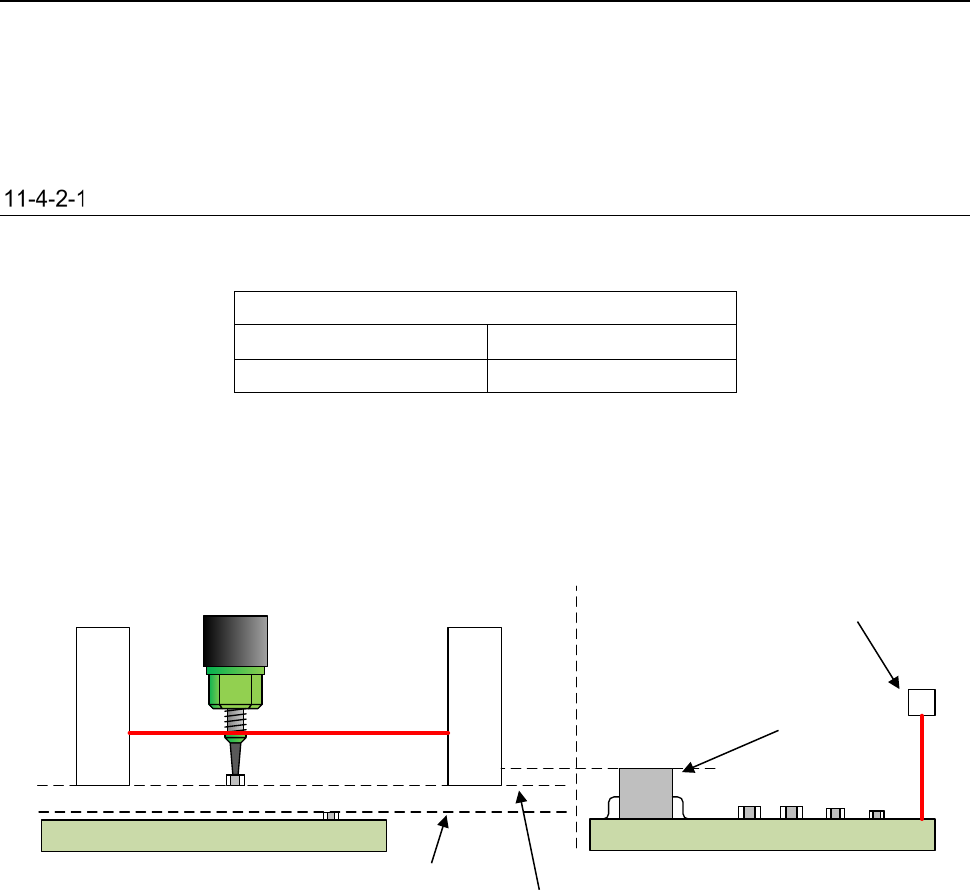
(1) OUT 传感器 ON 时 ZA 轴可下降的基板
完成贴片的基板在 OUT 传感器上搬出待机时,对于比贴片头的可移动极限还短的基板,在有待机
基板 (OUT 传感器 ON)的状态下 ZA 轴可下降,ZA 高度可配合已贴片点中最高的高度进行动作。
贴片头的可移动极限
OUT 传感器
已贴片的搬出待机基板
贴片动作中的基板
已贴片元件的
最大高度
LNC120 下面高度
XY
轴可移动高度
搬出待机基板的
已贴片元件最大高度