JM-50使用说明书.pdf - 第357页
第 1 部 基本篇 第 4 章 制作生产程序 4- 57 ⑨ MT S ・ MT S 速度 指定托盘的拉出 速度。防止轻的元件 跳出来 。 ・ MT S 标记识别 使用 MT S 时, 将识别吸 取基准位置标记设置为 「是」 后, 当拉出放有 设置元件 的托盘时, 会进行吸取基准 位置标记的识别,校正吸 取、放回 元件等的执行坐 标。 选择 “ 是 ” ,吸 取精度会 提高,但需要花 费识别时 间。
第 1 部 基本篇 第 4 章 制作生产程序
4-56
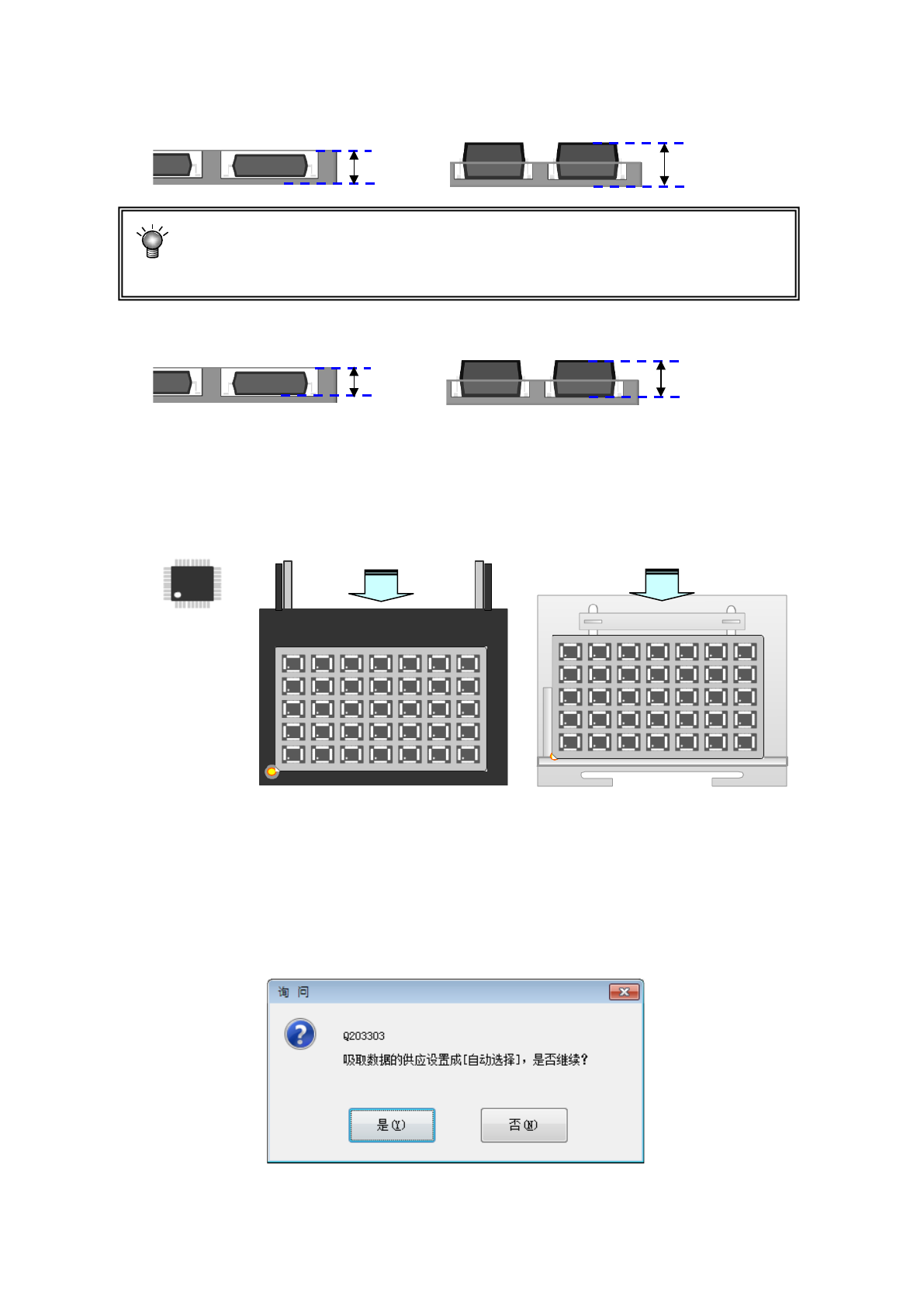
④ 托盘厚度
输入包括元件在内的托盘背面到表面的托盘厚度 T。
如果MTS上的托盘厚度T超过9mm时,该层上不能安装托盘底座(托盘垫)。
同时,若托盘厚度超过22mm,托盘底座不能设置在其上2层的范围以内。
托盘厚度T的最大尺寸为36mm。
⑤ 托盘深度
输入托盘的深度。
⑥ 元件供应角度
以 JUKI 的元件供应角度为 0°,输入托盘上的元件包装姿势倾斜的角度。
详细内容请参见 4-3-5-2 (2) 包装 1) 编带的输入方法 「※JUKI 的元件供应角度定义」。
选择其他时,请在编辑框内输入角度。(0°~ 359.9875°)
⑦ 废弃元件
对在定心时发生识别错误时,或引脚悬浮检查时发生错误的元件废弃方法进行设置。
详细情况请参见 4-3-5-2 (2) 包装 1) 编带的输入方法的「废弃元件」。
⑧ 元件供应装置
从“托架”,“MTS”中选择供给装置。
如果吸取数据有多个输入的元件的供应发生了变更时,会显示如下提示信息。
角度定义 0°
供应角度 180°
供应角度 0°
从后侧台架供应
向 MTS 供应
托盘深度
托盘深度
托盘厚度 T
托盘厚度 T

第 1 部 基本篇 第 4 章 制作生产程序
4-57
⑨ MTS
・ MTS 速度
指定托盘的拉出速度。防止轻的元件跳出来。
・ MTS 标记识别
使用 MTS 时,将识别吸取基准位置标记设置为「是」后,当拉出放有设置元件的托盘时,
会进行吸取基准位置标记的识别,校正吸取、放回元件等的执行坐标。
选择“是”,吸取精度会提高,但需要花费识别时间。
第 1 部 基本篇 第 4 章 制作生产程序
4-58
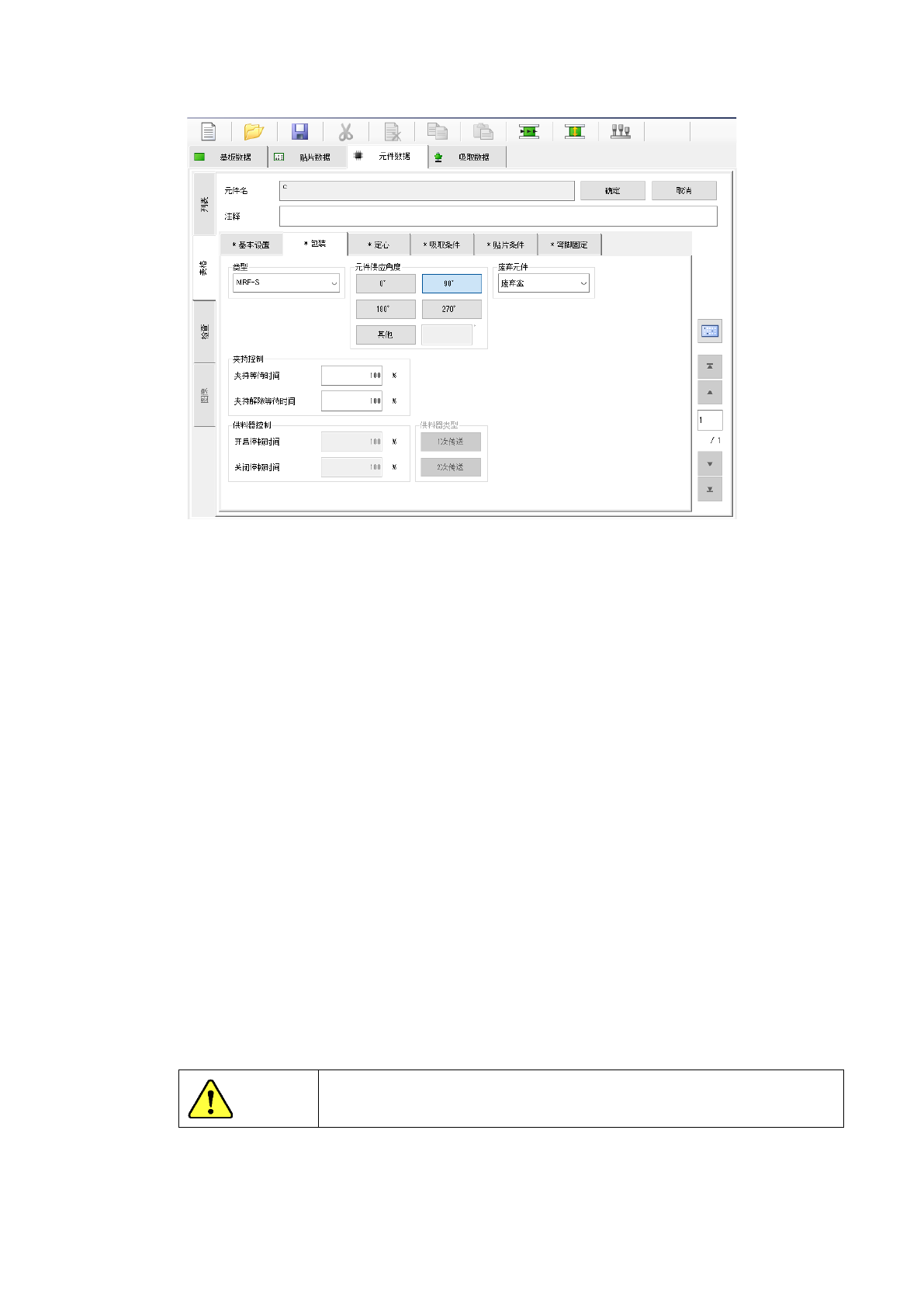
4) INS 带状的输入方法
① 类型
设定径向供料器的类型。
・MRF-S: 径向供料器 S
・MRF-SN: 径向供料器 SN
・MRF-L: 径向供料器 L
・MAF-S: 轴向供料器 S
・MAF-L: 轴向供料器 L
② 夹持等待时间
设定在元件吸取动作时,实际等待时间占完成供料器夹持动作所需时间(每种供料器类型有
设定值)的百分比。初始值为 100%。
在吸取元件前,完成供料器元件夹持的时间。
设置的时间短,吸取元件的动作会很快,但有可能造成元件无法切断。设置的时间长可以保
证确实完成元件切断,但可能造成吸取元件的动作迟缓。
③ 夹持解除等待时间:
设定在元件吸取动作时,实际等待时间占解除供料器夹持动作所需时间(每种供料器类型设
定的值)的百分比。初始值为 100%。
设置的时间短,吸取元件后贴片头上升的时间会很快,但可能造成夹持解除不充分导致吸取
错误或者元件掉落。
设置的时间长,可以保证确实在夹持解除的状态下贴片头上升,但吸取元件后贴片头上升的
动作会变得迟缓。
注意
对夹持等待时间、夹持解除等待时间,请使用默认值。
设置的占比较少时,可能造成无法正确动作。