JM-50使用说明书.pdf - 第207页
第 1 部 基本篇 第 2 章 生产 2- 109 (4) 检查 中的 值 显示进行 检查 的元件高度 以及激光高度。 ● 测量 测量激光高度。 (有 关激光 高度内容,请参 见 下一 项目) (5) 激光高度 检查 结果 检查 后,激光高度 检查 结果 框里会 显示 检查结 果。 1) 状态 OK :定心成功 数字:定心失败 (数字 为激光状态的代码 号) 2) 外形 显 示定心成功 时的元件尺 寸。 3) 角度 显 示定心 时的元件…
第 1 部 基本篇 第 2 章 生产
2-108
(1) 全体的进展情况
进展条显示当前的进展情况。
连续检查结束后,会显示下列信息,返回原画面(激光高度连续检查条件设置画面)。
如连续检查中发生错误,则显示以下提示信息。
若要检查下一个元件时请按[否]。将重新开始连续检查。
对于发生了检查错误的元件,若要单独进行检查时请按[是]。
对于发生了检查错误的元件,可单独检查。
(2) 检查中的元件
显示元件号、元件类型、包装、吸嘴号、元件名、台架、安装孔、通道。
(3) 吸取坐标
显示元件的吸取坐标。
・ [供料]按钮
供料器为一次供料时按下按钮则传送元件。但对径向供料器 MRF-L/轴向供料器 MAF-L 这些
供料类型为 2 次传送的,则在二次供料后传送元件。
注意
<使用径向供料器/轴向供料器时的注意点>
对径向供料器/轴向供料器,在以下的状态下按下[供料]按钮,元件会在供
料器堵塞,请予以注意。
・ 吸取位置上有元件的状态
・ 对径向供料器类型 MRF-L/轴向供料器类型 MAF-L,错误设定供料类型
的状态
・ [夹紧]按钮
执行径向供料器或者轴向供料器的夹紧动作(切割动作 )。
・ [解除]按钮
执行径向供料器或者轴向供料器的夹紧解除动作(解除切割动作 )。
第 1 部 基本篇 第 2 章 生产
2-109
(4) 检查中的值
显示进行检查的元件高度以及激光高度。
● 测量
测量激光高度。(有关激光高度内容,请参见下一项目)
(5) 激光高度检查结果
检查后,激光高度检查结果框里会显示检查结果。
1) 状态
OK :定心成功
数字:定心失败(数字为激光状态的代码号)
2) 外形
显示定心成功时的元件尺寸。
3) 角度
显示定心时的元件角度。
激光高度连续检查动作中的中断
要强制中止时,按下停止开关后,即显示以下提示信息。
要结束检查时,请选择[是]。
第 1 部 基本篇 第 2 章 生产
2-110
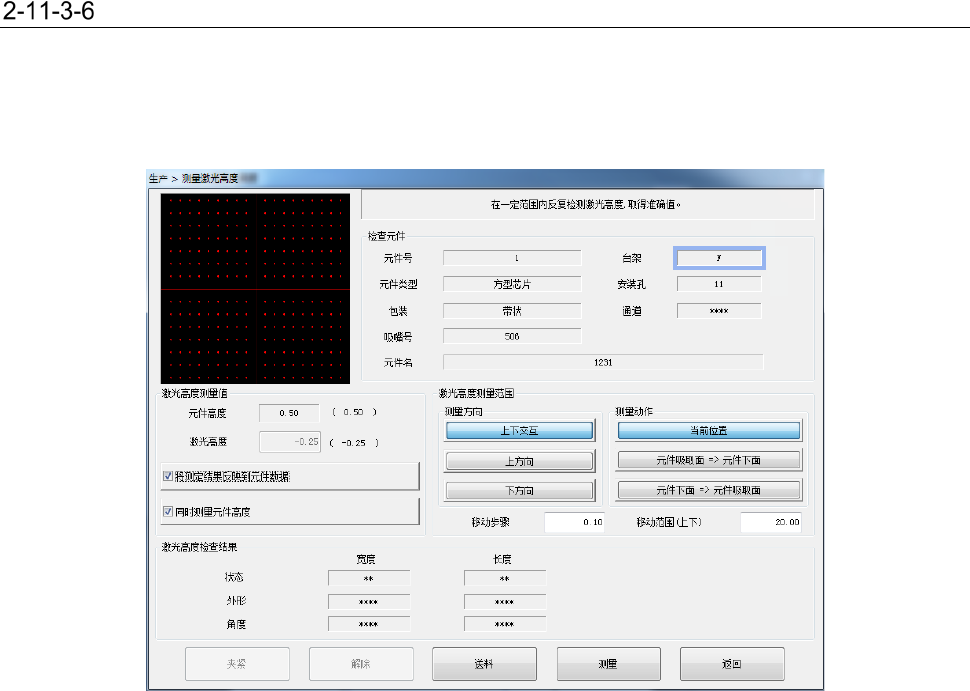
测量激光高度
在单独检查画面中,按下[测量]按钮后,即显示如下激光高度测量画面。
激光高度测量,根据下列条件在该测量方向上反复进行相应的测量动作,将能够执行定心的激光高度,
作为最佳激光高度。
(1) 检查元件
显示元件内容。
(2) 激光高度测量值
显示进行激光高度测量的必要内容。
1) 元件高度
显示元件的高度。
2) 激光高度
可以任意变更激光高度。
这里设置的值,作为激光高度判定范围的开始时的当前的激光高度位置使用。
3) 将测定结果反映到元件数据。
要将测量的激光高度结果立即反映到元件数据时,勾选此项。
4) 同时测量元件高度
在测量激光高度前测量元件高度。同时也自动计算激光高度。
在这种情况下,自动计算的激光高度,作为激光高度判定范围开始时的当前的激光高度位置
使用,因此激光高度不能任意指定。