JM-50使用说明书.pdf - 第367页
第 1 部 基本篇 第 4 章 制作生产程序 4- 67 如下图所示正三 角形, 以下面的边为 基准时, 请 输入 0 ° ( 下图 的 红线 ) 。 在此状态下, 基 准边 与 JM- 10 的 柔性 3 相同。 正 三角形 如下图 所示, 以红线的边为基准时, 请输入 120 °。 正三角形如下图 所示, 以红线的边为基准 时, 请输入 240 °。 正三角形如下图 所示,以 红线的边为基准 时, 请输入 90 °。 正三角形如下图…
第 1 部 基本篇 第 4 章 制作生产程序
4-66
元件形状
动作
用途
Config5
对于具有对称性的元件,检测出外切切线,计算、
校正位置偏移、角度偏移,进行贴片。用于对应识
别元件的引脚等时,光线从间隙漏过时的识别。位
置偏移、角度偏移的计算、校正方法与标准元件类
型相同。
标准元件类型(识别引脚用)
Config0
从吸取姿势按贴片角度进行旋转并贴片。 用于激光定心不稳定的元件
(超规格的极薄的元件)。不
进行定心即贴片。因此,贴片
位置会被吸取位置影响。
注意
元件形状根据元件类型决定其初始值。通 常 ,如果变更会导致错误发生率提高
。
除特殊情况以外,切勿变更。
⑤ Config4 基准角度
仅在选择 Config4 时,可以进行编辑。
设定的角度仅在 Config4 有效。对其他的元件形状没有任何影响。
Config4 基准角度可以指定为 0 °– 359°范围内的任意角度。
该 Config4 基准角度设定,对元件的激光识别角度有影响。
其他的 Config,前提是长方形/正方形元件,计测激光识别角度。
但插入元件有时是由复杂多边形构成的情况。此时,就破坏了元件为长方形/正方形的前提条
件,所以会造成激光识别角度与操作者预计不符的情况。结果造成元件无法插入。此时使用
Config4。
Config4 的激光识别角度计算,是以元件的边为基准来计算角度。将基准边到测定对象元件的
边的距离,作为激光识别角度的结果。
因为将边作为基准,所以边长越长,激光识别角度越正确。因为需要输入角度,建议在角度
输入中使用简单的水平、垂直的边。在指定其他边时,需要输入正确的角度。
将吸取元件后旋转 0°的状态(制作元件数据时的元件状态)作为最初的基准。
以正三角形元件为例,进行下述说明。
第 1 部 基本篇 第 4 章 制作生产程序
4-67
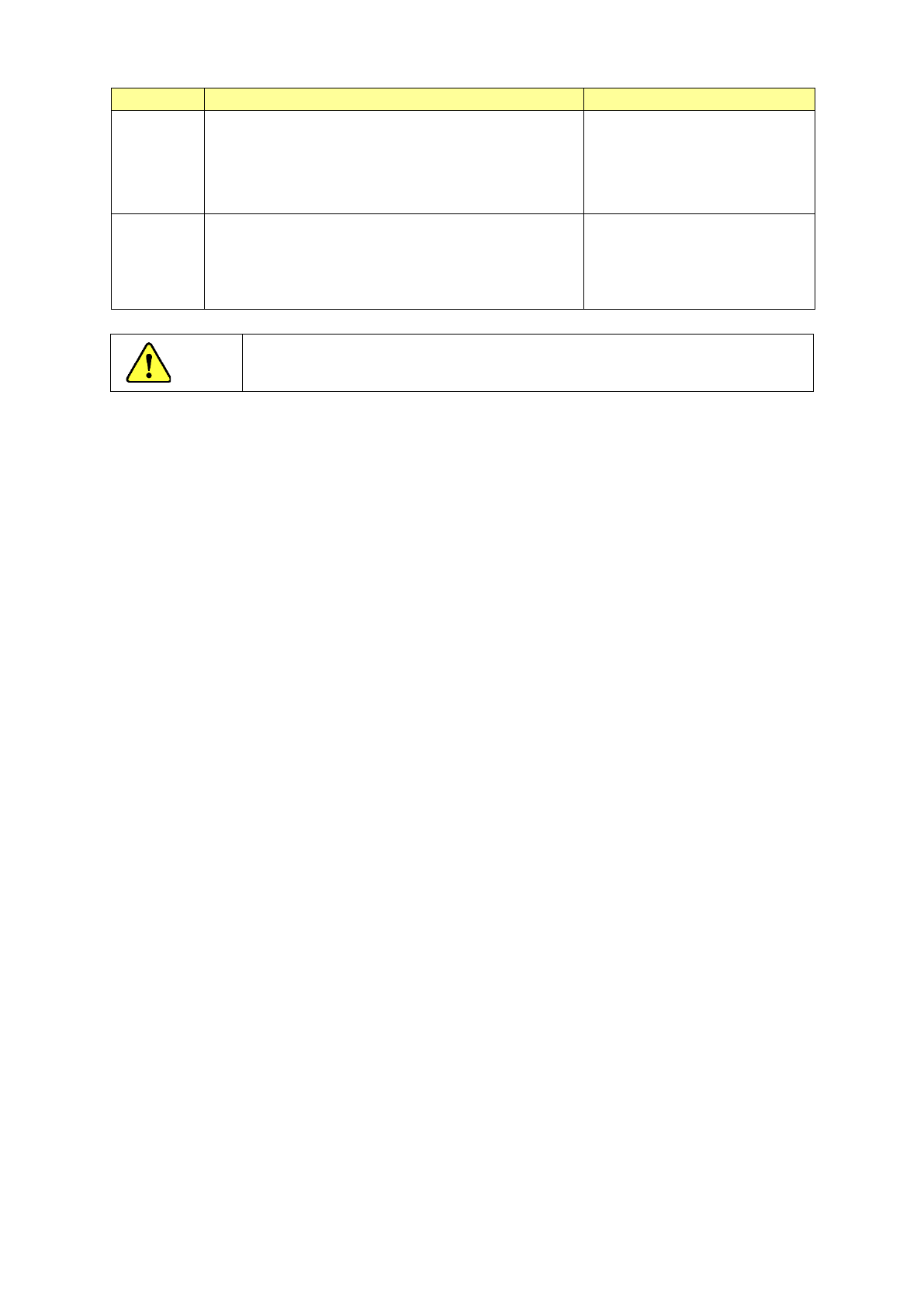
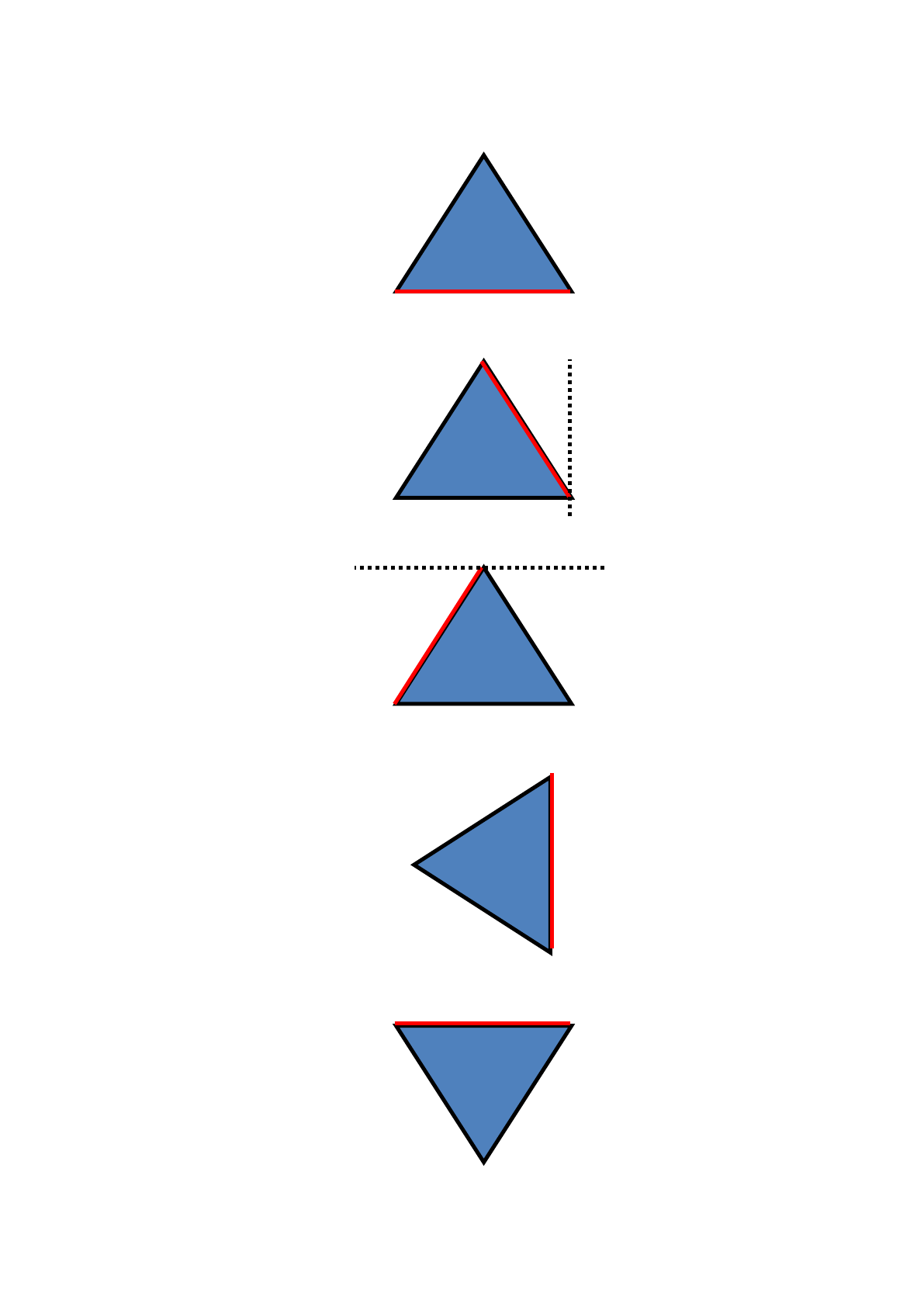
如下图所示正三角形,以下面的边为基准时,请输入 0°(下图的红线)。在此状态下,基准边与 JM-10
的柔性 3 相同。
正三角形如下图所示,以红线的边为基准时,请输入 120°。
正三角形如下图所示,以红线的边为基准时,请输入 240°。
正三角形如下图所示,以红线的边为基准时,请输入 90°。
正三角形如下图所示,以红线的边为基准时,请输入 180°。
30
60
第 1 部 基本篇 第 4 章 制作生产程序
4-68
正三角形如下图所示,以红线的边为基准时,请输入 270°。
⑥ 吸嘴显示
显示吸嘴图像、吸嘴外形尺寸、适用元件尺寸。
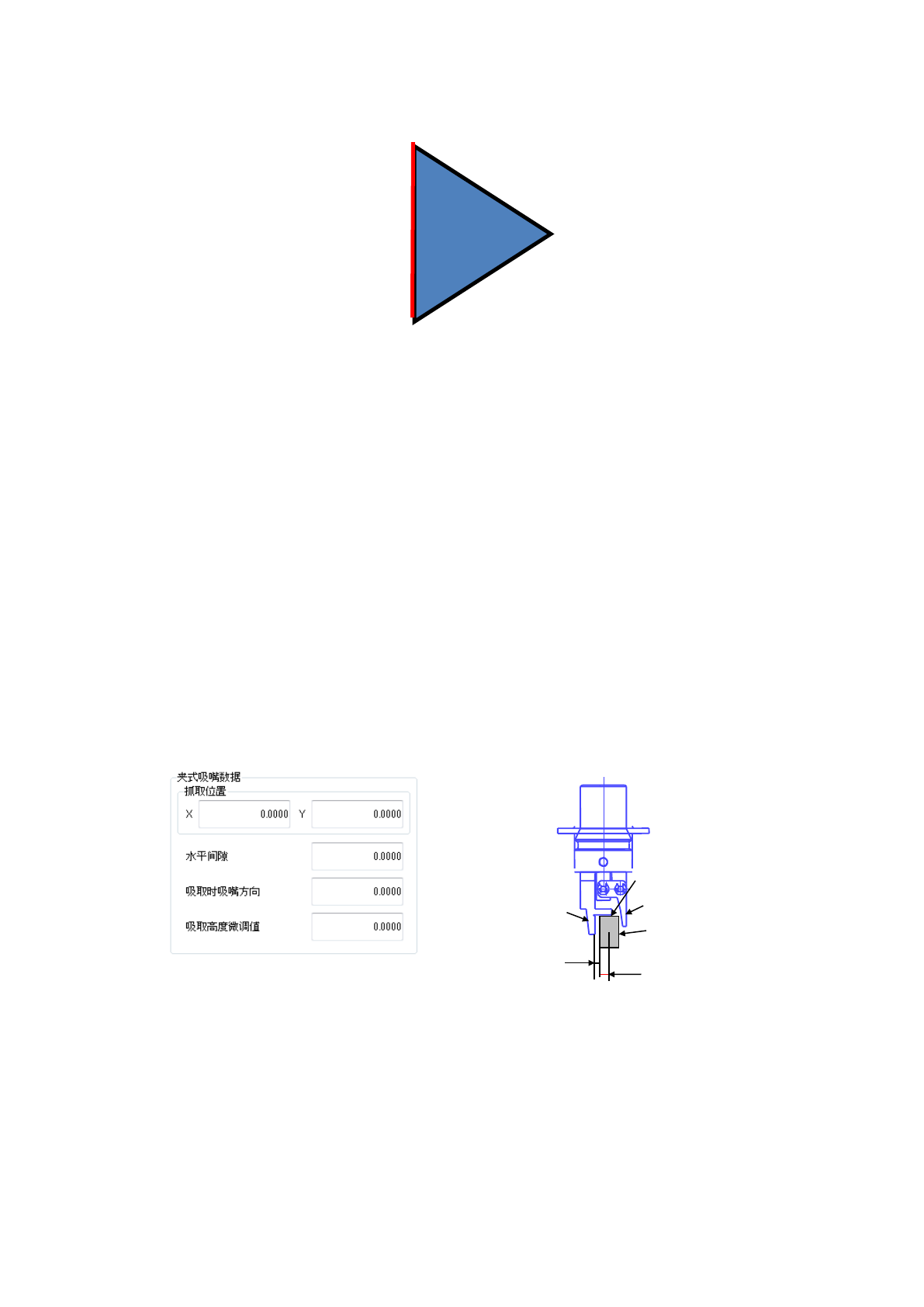
⑦ 夹式吸嘴数据
・抓取位置: 在“Y” 处,以负值输入元件中心到夹式吸嘴固定侧臂的抓取面中心的
偏移量(a)。
在”X” 处,请不要输入 0 以外的数值。
・水平方向间隙: 以负值输入将夹式吸嘴固定侧臂的抓取面和元件之间的间隙(b)。
通常设定为自动输入的默认值。
・吸取时吸嘴方向: 在 0 度供给元件时吸取的吸嘴方向。
请指定为 0 度、90 度、180 度、270 度的任意之一。
・吸取高度微调整值: 吸取时吸取高度的补正值(c 与元件上面的间隙 )。
通常,为了保持元件水平,设定为 -0.5mm。
抓取位置(a)
水平方向间隙(b)
元件
c
固定臂
摇臂