JM-50使用说明书.pdf - 第777页
第 2 部 功能详解篇 第 11 章 选项组件 11 - 26 11 -6- 2 引脚矫正工具 在工具单元设有 12 处工具安装位置 ( 插槽 ) 。从 机器正面看 ,工具 单元 前侧为凹型 工具,后侧为凸型 工 具,在 各工具编号处 放置凹型 工具 和凸型工具后,安装到 工具单元 上。 由 MS 参数分配各插槽 的 工具 编号 。 从前侧看, 按照 从左向右的 顺序分配 1 ~ 6 的插槽编 号 。 11 -6- 3 机器设置 设置 …
第 2 部 功能详解篇 第 11 章 选项组件
11-25
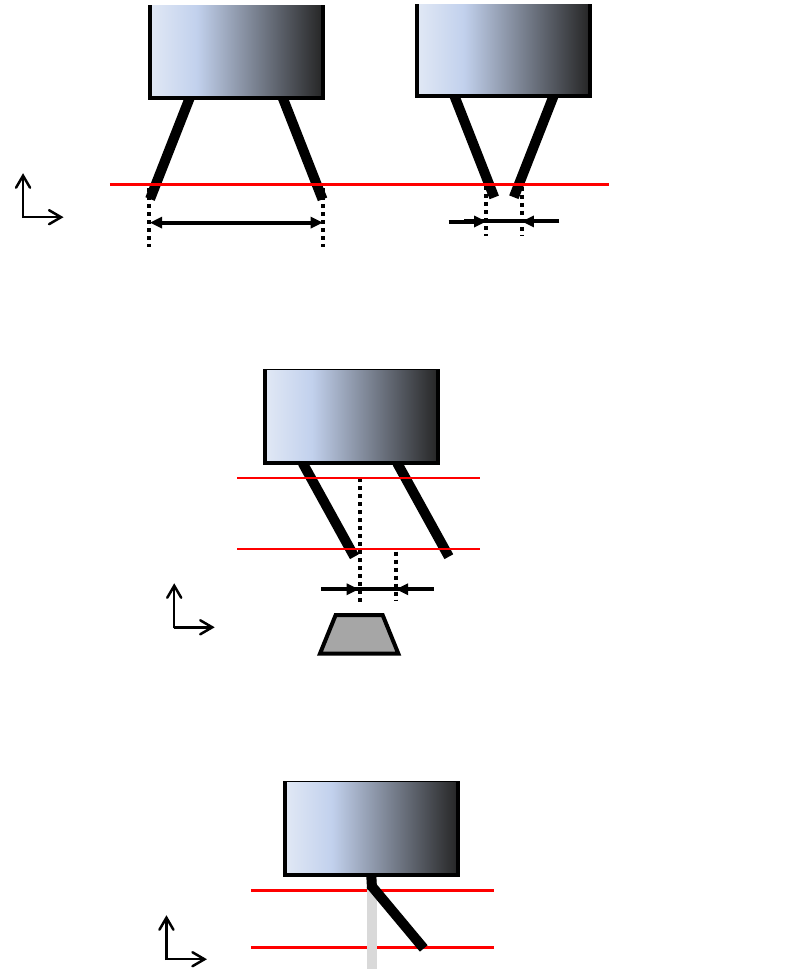
元件引脚宽度超过各工具的可矫正尺寸阈值,或因引脚弯曲处于无法插入矫正工具的状态时,不 实 施 矫
正动作,废弃元件。
<引脚宽度大,或者小>
<引脚尖端和引脚末端中心的偏移量过大>
<引脚垂直方向的弯曲过大>
Z
X
激光识别
激光识别 1
激光识别
2
X
Z
激光识别
1
Y
Z
激光识别 2
第 2 部 功能详解篇 第 11 章 选项组件
11-26
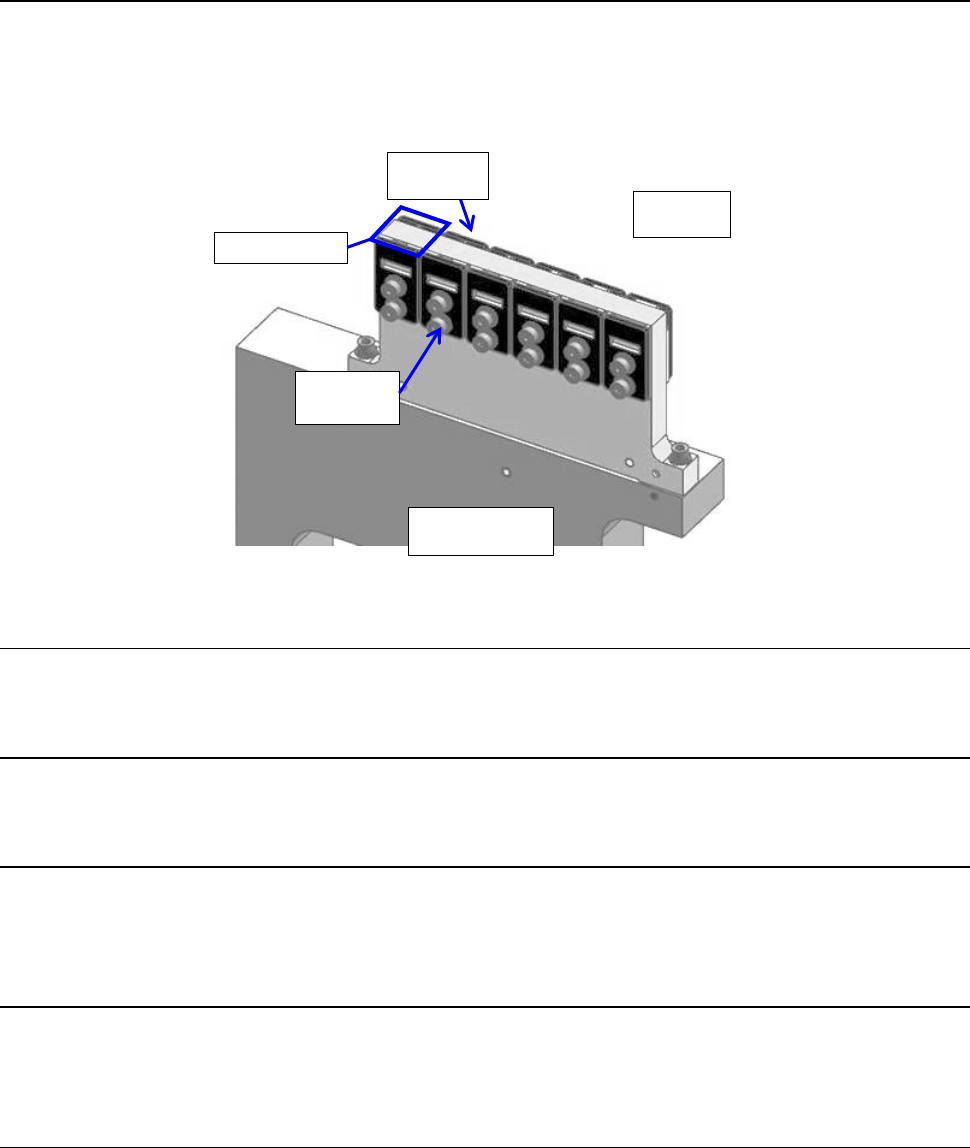
11-6-2 引脚矫正工具
在工具单元设有 12 处工具安装位置(插槽)。从机器正面看,工具单元前侧为凹型工具,后侧为凸型工
具,在各工具编号处放置凹型工具和凸型工具后,安装到工具单元上。
由 MS 参数分配各插槽的工具编号。从前侧看,按照从左向右的顺序分配 1~6 的插槽编号。
11-6-3 机器设置
设置是否使用引脚矫正单元。有关详细,请参照「第 07 章_机器设置」的「7-3-1 使用单元」。
11-6-4 操作选项
设置是否执行引脚矫正动作。有关详细,请参照「第 06 章_操作选项」的「6-5-1 检查有效」。
11-6-5 程序编辑
设置各元件所使用的工具编号、压入量等。有关详细,请参照「第 04 章_制作生产程序」的「4-3-5 元
件数据」。
11-6-6 生产
根据设置的引脚矫正参数,实施引脚矫正动作。同时,在报错时暂停并显示识别结果。有关详细,请参
照「第 02 章_生产」。
11-6-7 引脚矫正的限制事项
・ 分配的矫正工具编号不得重复。
・ 使用非标准工具时,在打开工具数据一览前,需要在”D:¥JUKI¥Data¥CRCTJIG”,追加工具 INI
文件。
・ 使用引脚间距为 15mm 以上的工具时,相邻工具插槽也被占用。
后侧
前侧
凹工具
SLOT 1
凸工具
第 2 部 功能详解篇 第 11 章 选项组件
11-27
11-8 3D 传感器
11-8-1 概要
对插入元件进行图像定心的单元。
相当于以往机型的 VCS 单元、DFFPVCS。
11-8-2 机器设置
设置是否使用 3D 传感器。有关详细,请参照「第 07 章_机器设置」的「7-3-1-5 3D 传感器」。
11-8-3 程序编辑
设置 3D 传感器的识别条件参数以及识别元件的参数。有关参数设置,请参照「第 04 章_制作生产程序」
的「4-3-5 元件数据」。
是检查图像识别中是否能够执行元件定心的功能。有关详细,请参照「第 04 章_制作生产程序」的「4-5-7
测量、检查」。
11-8-4 生产
执行使用 3D 传感器的图像识别动作。有关详细,请参照「第 02 章_生产」。
11-8-5 手动控制
可执行 3D 传感器的个别动作。有关详细,请参照「第 08 章_手动控制」的「8-6-7 3D 传感器控制」。
11-8-6 设备运行信息
可参照 3D 传感器的运行信息。有关详细,请参照「第 09 章_设备运行信息」的「9-4-4 3D 传感器运
行信息」。
11-8-7 自己诊断功能
可执行 3D 传感器的自己诊断动作。有关详细,请参照「第 10 章_自己诊断功能」的「10-3-3-3 3D 传
感器沾污检查」、「 10-3-3-7 3D 传感器偏差」。