JM-50使用说明书.pdf - 第211页
第 1 部 基本篇 第 2 章 生产 2- 11 3 可在「动 作画面 」 选项 卡中设置动 作状 态画面的 H ead 信息项 目的显示 / 隐 藏。 可在「生产轨道 信息」 选项卡中, 设置 视图 / 动作状态 / 生产 数量 画面上部 的生 产轨道信息的 显示 / 隐藏 。
第 1 部 基本篇 第 2 章 生产
2-112
2-12 工具
2-12-1 操作选项
从生产菜单选择[工具]→[操作选项]后,仅显示操作选项画面。
详见「第 6 章 操作选项」。
2-12-2 显示项目设置
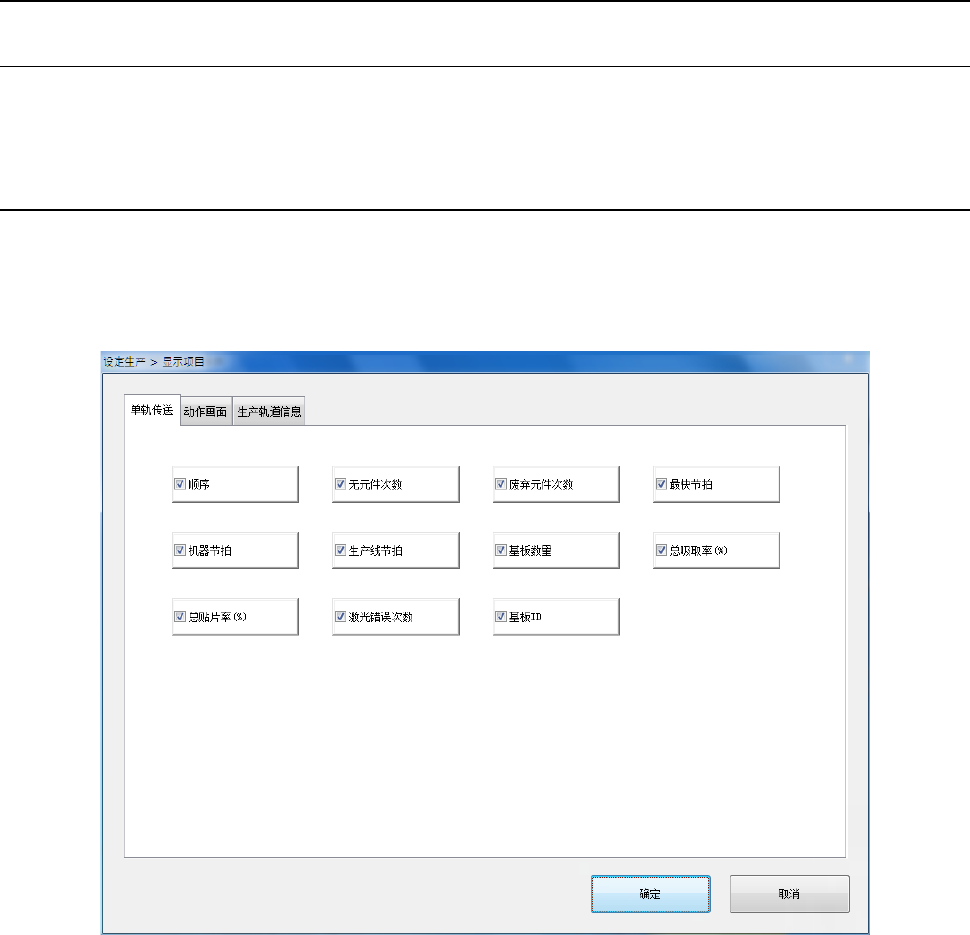
从生产菜单中选择「工具」→「显示项目」后,即显示出显示项目设置画面。
对生产中显示项目的显示/隐藏进行设置。
可在「单轨传送」选项卡中设置单轨生产中生产状态画面项目的显示/隐藏。
第 1 部 基本篇 第 2 章 生产
2-113
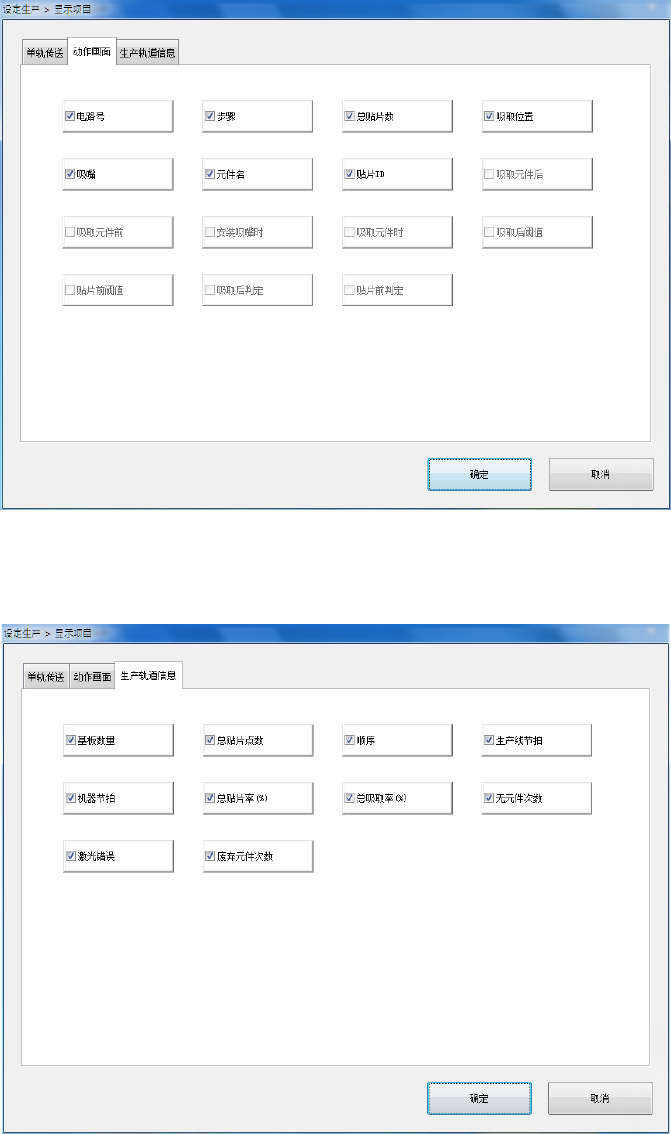
可在「动作画面」选项卡中设置动作状态画面的 Head 信息项目的显示/隐藏。
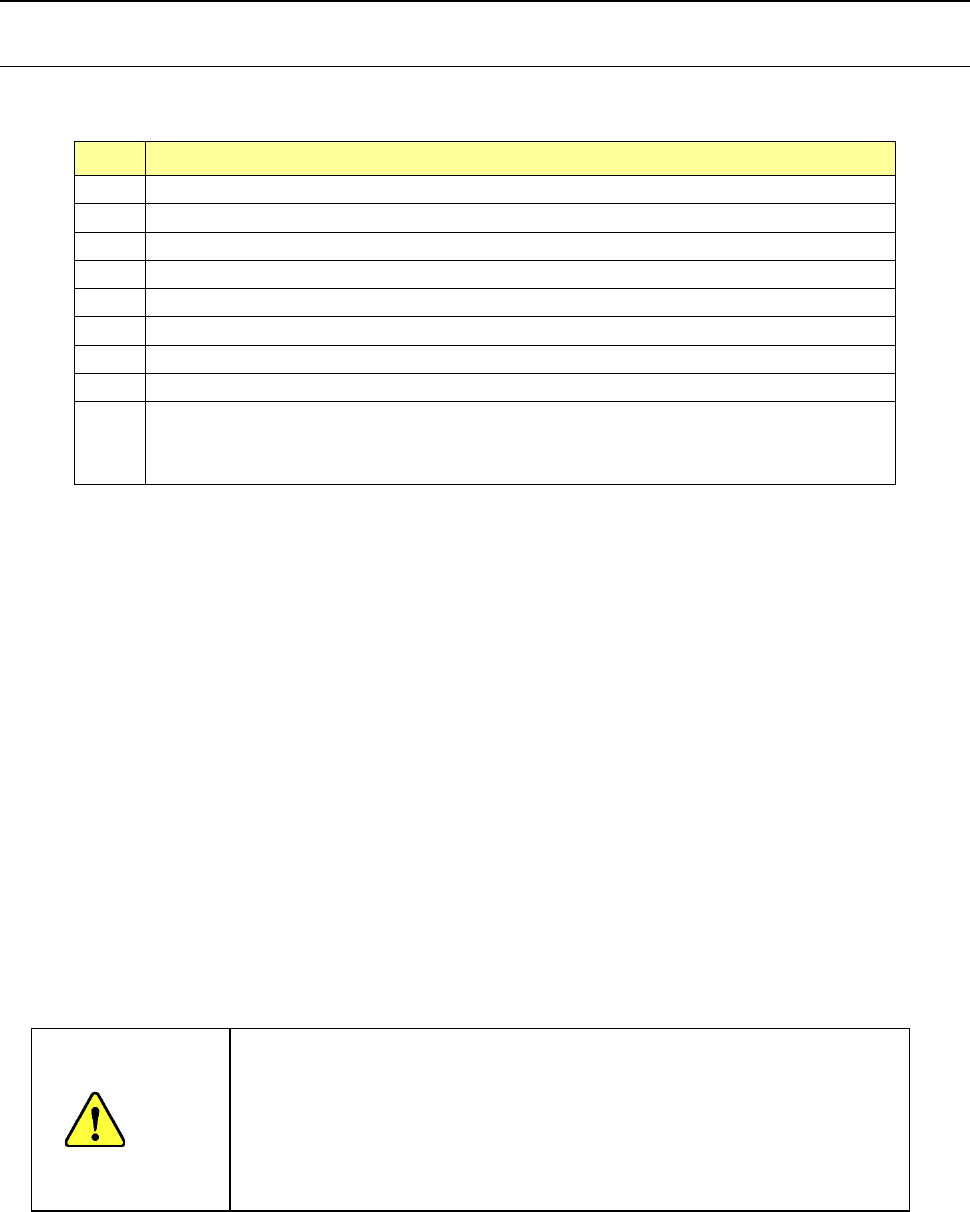
可在「生产轨道信息」选项卡中,设置视图/动作状态/生产数量画面上部的生产轨道信息的显示/隐藏。
第 1 部 基本篇 第 2 章 生产
2-114
2-13 生产时的各项处理
2-13-1 ZA 轴 16mm 高度的动作条件
以下所示是 ZA 轴在 16mm 高度动作的条件。要使 ZA 轴在 16mm 高度动作时必须全部满足以下条件。
No.
条件
1
机器设置的「生产开始时贴装头高度」为
16mm
以下
2
本机贴装元件的「元件高度
+
吸取深度」的最大值为
16mm
以下
3
本机贴装元件的对角长度最大值为
86mm
不到
4
吸取高度的最大值为
16mm
以下
5
本机贴装元件的最大元件高度
+
基板高度
(
仅限基板高度为正时
)
为
16mm
以下
6
本机贴装元件的「元件高度-贴片深度补偿
(
仅限深度补偿为负时
)
」
16mm
以下
7
未测定贴片基板面高度
8
生产程序中开始时生产贴装头高度为
16mm
以下
9
未安装径向供料器
(
后部台架
)
、轴向供料器、管状供料器
V1
(轴向供料器、管状供料器 V1 可以在机器设置中变更 ZA 高度的设定。ZA 轴高
度的默认设定不能为
16mm
。
)
※ 前侧和后侧要分别判断是否能以 ZA 轴 16mm 高度动作。
如果前侧供给可以是 16mm,而后侧供给不可以是 16mm,则仅在前侧供给时 ZA 轴以 16mm 高
度动作。
径向供料器吸取错误时通过 HMS 检查有无元件,因此时超过了后侧第 1 段的 Y 界限,可 能 与 供给
装置发生冲突,所以在后侧使用时ZA 轴在 20mm 高度下动作。而前部不会发生冲突,ZA 轴在 16mm
高度下动作。
◆ ZA 轴高度的动作因传送缓冲数而不同。
1) 3 缓冲模式下,「 3 缓冲对应基板尺寸的 ZA 轴动作」为无效时,ZA 轴高度根据全部贴片点中
最高的高度动作。
2) 3 缓冲模式下,「 3 缓冲对应基板尺寸的 ZA 轴动作」为 有效时
※
,ZA 轴高度根据已贴片点中最
高的高度动作。
3) 1 缓冲模式下,ZA 轴高度根据已贴片点中最高的高度动作。
※ 基板尺寸不同动作不同,具体情况请参照「11-4-4 3 缓冲对应基板尺寸的 ZA 轴动作」。
注意
如上述的值被错误设定时,有可能与贴装头发生冲突。
请务必输入正确的设定值。
另外,当台架上配置了生产不使用的供给装置时,可能会发生贴片头冲
突。请在生产前取下不使用的供给装置,若仍保持配置则请将 ZA 轴高度
设定为不会与供给装置发生冲突的高度。