JM-50使用说明书.pdf - 第634页
第 2 部 功能详解篇 第 7 章 机器设置 7- 43 7-3-5- 9 设置生产中识别 (1) 设置项目 No. 项目 设置内容 1 生产中的校准台 识别间隔 设置 更换 生产 基板 时 校准台 第一标记的 识别间隔 。 按照设置的生产 基板枚数 的间隔, 识别 校准台第一 标记 。 设置为 1 时,在 更换 生产 基板时必 定进行 识别。 通过设置 识别间隔 ,可以提高生 产工效。 2 生产中的剪切面 识别间隔 设置更换生产 基板…
第 2 部 功能详解篇 第 7 章 机器设置
7-42
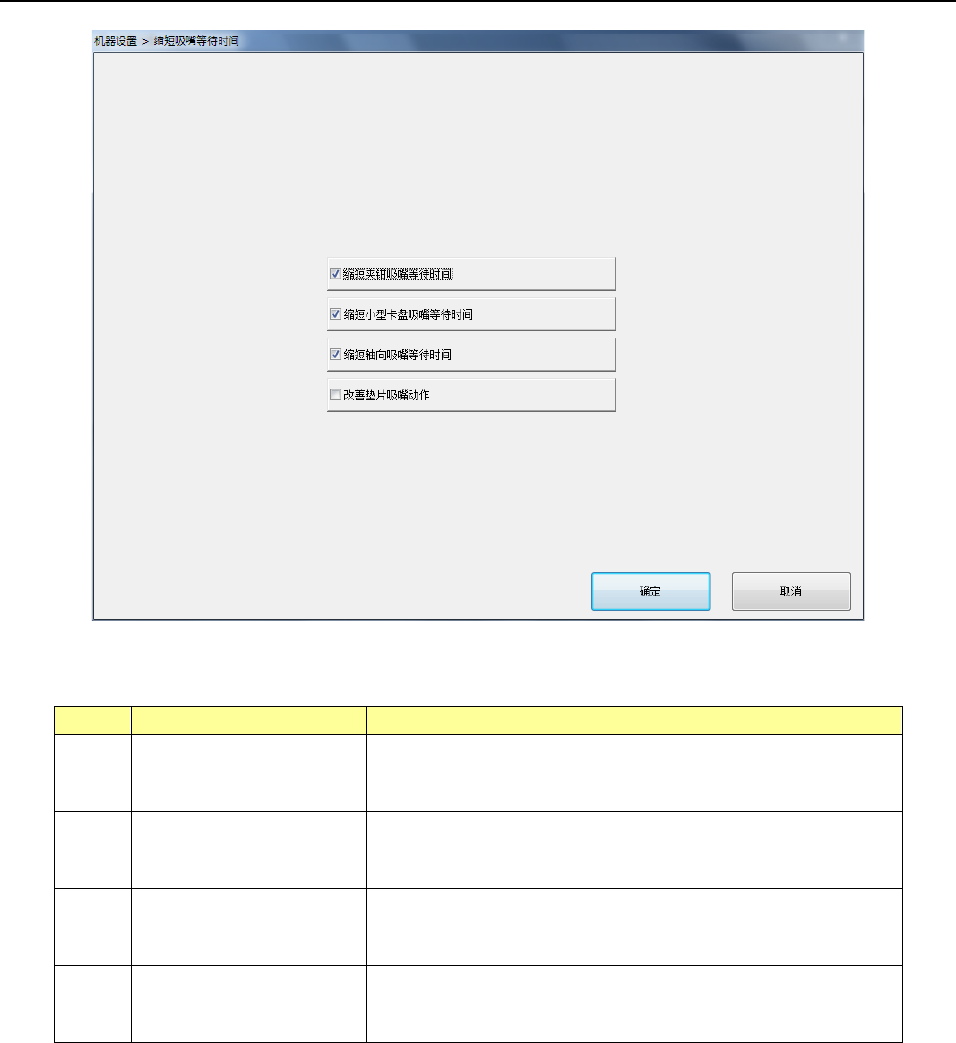
7-3-5-8 改善吸嘴动作
(1) 设置项目 (对各设定值推荐使用默认设定值)
No.
项目
设置内容
1
缩短夹持吸嘴等待时间
缩短夹持吸嘴在吸取贴片动作时的吸嘴开闭等待时间。
(默认为 ON)
2
缩短小型卡盘吸嘴等待
时间
缩短小型卡盘吸嘴的吸取贴片动作时的吸嘴开闭等待时
间。(默认为 ON)
3
缩短轴向吸嘴等待时间
缩短轴向吸嘴的吸取贴片动作时的吸嘴开闭等待时间。
(默认为 ON)
4
改善垫片吸嘴动作
持续使用垫圈吸嘴时,吸嘴有时会收缩,此时重新测定吸
嘴长度,继续生产的功能。(默认为 OFF)
(2) 设置方法
通过复选框,选择设置内容。
第 2 部 功能详解篇 第 7 章 机器设置
7-43
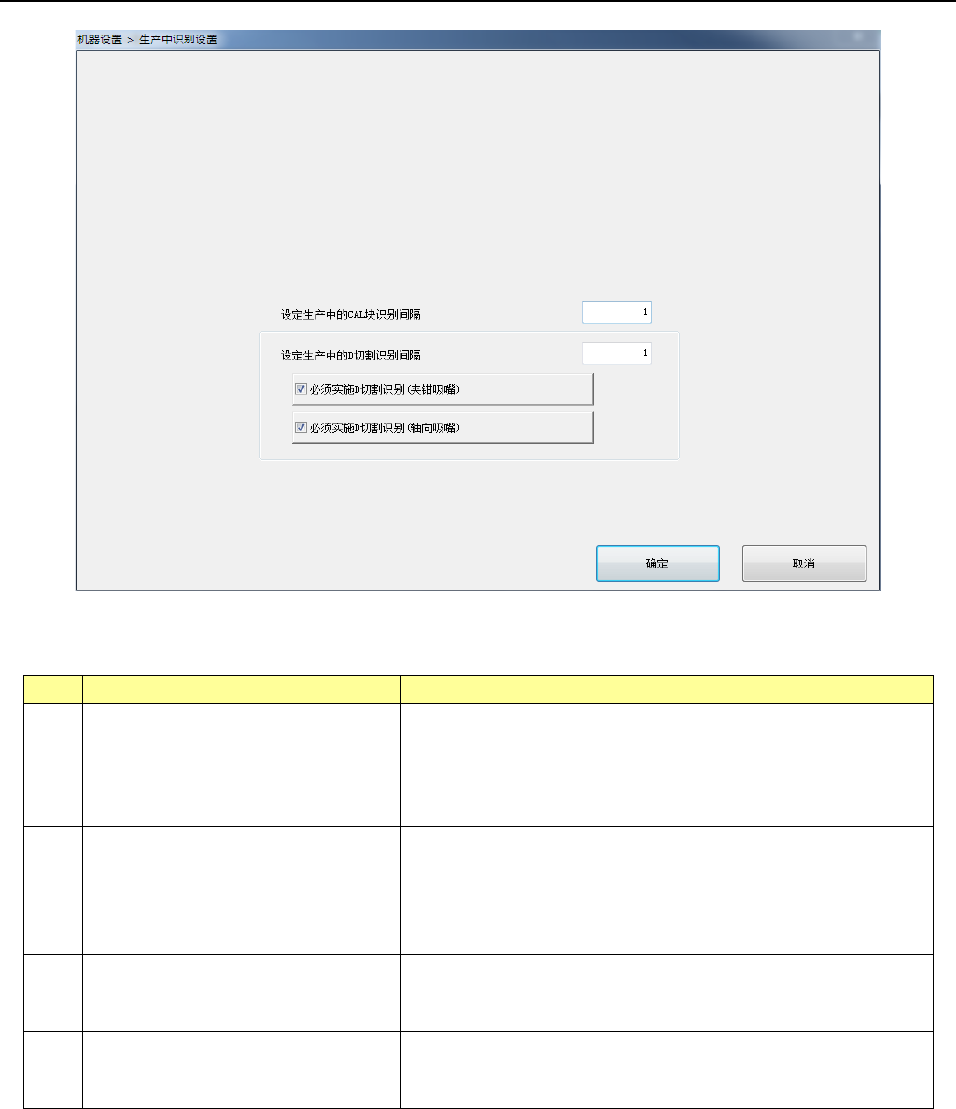
7-3-5-9 设置生产中识别
(1) 设置项目
No.
项目
设置内容
1
生产中的校准台识别间隔
设置更换生产基板时校准台第一标记的识别间隔。
按照设置的生产基板枚数的间隔,识别校准台第一标记
。
设置为 1 时,在更换生产基板时必定进行识别。
通过设置识别间隔,可以提高生产工效。
2
生产中的剪切面识别间隔
设置更换生产基板时吸嘴剪切面的识别间隔。
按照设置的生产基板枚数的间隔,识别吸嘴剪切面。
设置为 1 时,在更换生产基板时必定进行识别。
通过设置识别间隔,可以提高生产工效。
3
必定进行剪切面识别(夹持吸嘴)
勾选时,无论使用夹持吸嘴时剪切面识别的间隔如何设
置,必定进行剪切面识别。
4
必定进行剪切面识别(轴向吸嘴)
勾选时,无论使用轴向吸嘴时剪切面识别的间隔如何设
置,必定进行剪切面识别。
(2) 设置方法
通过复选框,选择设置内容。
第 2 部 功能详解篇 第 7 章 机器设置
7-44
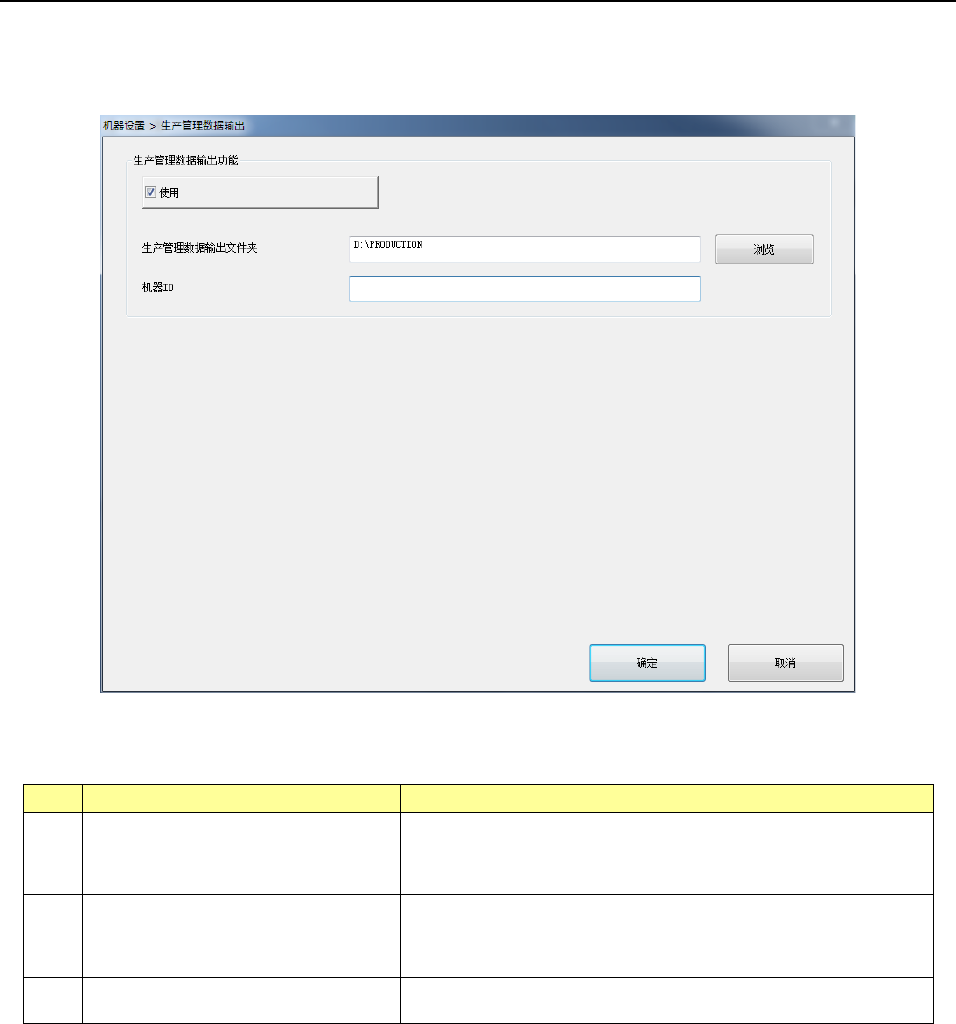
7-3-5-10 生产管理数据输出
选择生产管理数据输出,则显示以下画面。该画面仅在使用生产管理数据输出选项时可以打开。
※ 有关详细,请参照「11-5 生产管理数据输出」。
(1) 设置项目
No.
项目
设置内容
1
使用
设定生产管理数据输出功能的使用/未使用。勾选了复
选框时为使用,未勾选时为未使用。
2
生产管理数据输出文件夹
设定生 产 管理数据输出文件夹。 初始值为
「D:\PRODUCTION」。 从手动输入或者浏览按钮选择文
件夹可以进行变更。
3
机器 ID 设定机器 ID。
(2) 设置方法
1) 通过复选框,选择设置内容。
2) 通过编辑框,直接进行输入。
※ 对于生产管理数据输出文件夹,按下「浏览」将显示文件夹的浏览对话框,可以选择任
意文件夹进行设定。