XP-142E System Reference-SYS-XP142-2.0E.pdf.pdf - 第187页
Soft Pick Speed Specifies a Z-axis up/down speed for part pickups which reduces the impact shock applied to the part. The lower the setting value, the slower the Z-axis speed. A setting of “ 0 ” is processed as “ 10.0 ” …
Part 3 Chapter 3 Editor
Edition 2.0 3-3-31 XP-142E System Reference
Process
Maximum Nozzle Diameter
Specifies the maximum size of the nozzle used to handle the parts. (0.0 mm ~ 99.9 mm)
Minimum Nozzle Diameter
Specifies the minimum size of the nozzle used to handle the parts. (0.0 mm ~ 99.9 mm)
Nozzle Name
To use a specific nozzle, select it from the name list. (Max. of 15 characters.)
Pick-up Auto Offset
Specifies whether or not the automatic pickup offset function is to be used.
YES: Auto offset function is used : 0
NO: Auto offset function is not used : 1
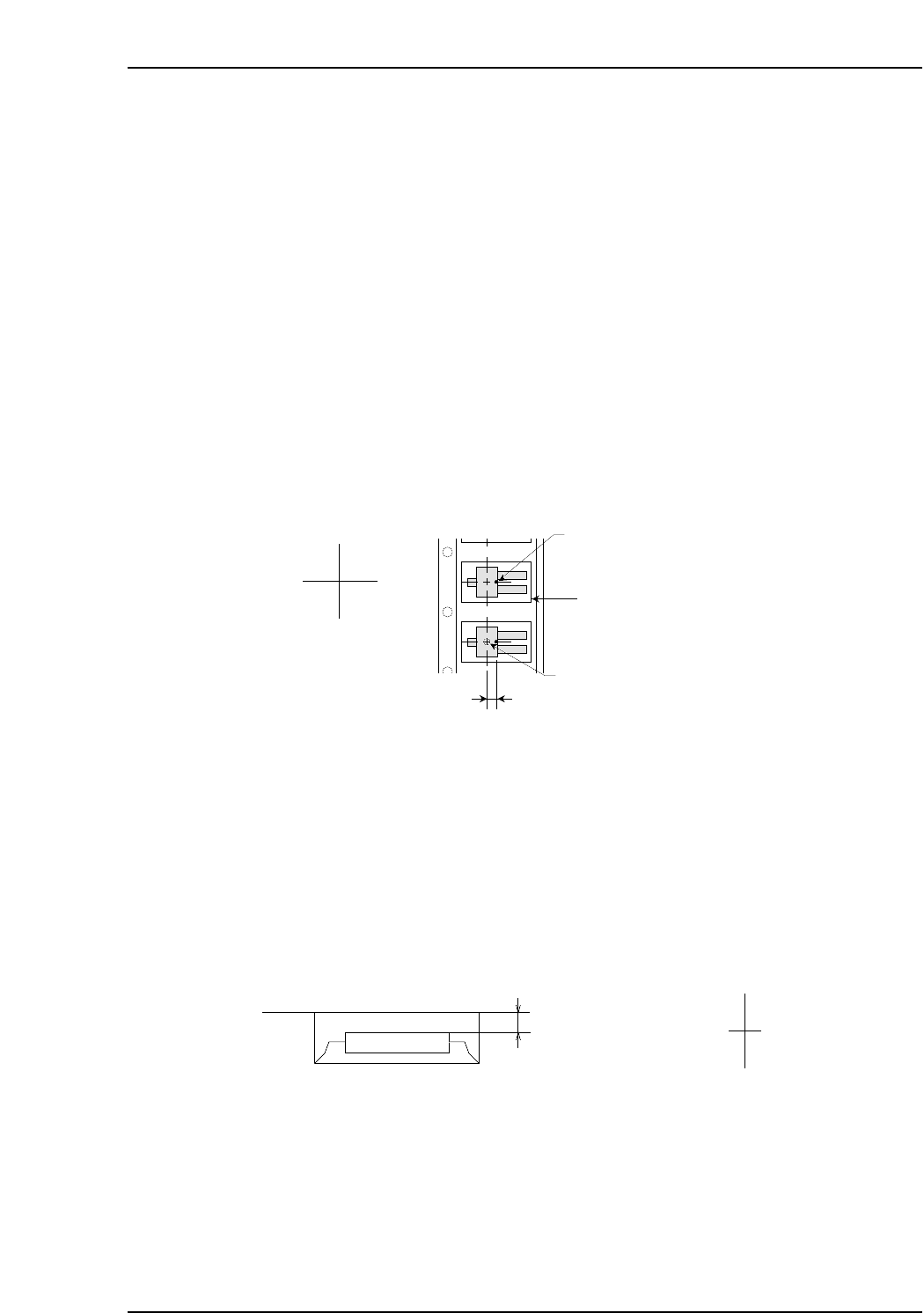
Pick-up Point Offset X
Specify this setting in order to pick up a part at a position other than the slot’s X-
direction center. Direction”0” is the reference part direction when setting the offset. To
specify a 5mm offset to the right, enter “5”. (-12.7 mm ~ 12.7 mm)
Pick-up Point Offset Y
Specify this setting in order to pick up a part at a position other than the slot’s Y-
direction center. ”Direction 0” is the reference part direction when setting the offset. To
specify a 5mm offset in the “back” direction, enter “5”. (-12.7 mm ~ 12.7 mm)
Pick-up Point Offset Z
Specify this setting in order to pick up a part at a height other than the slot’s standard
height. For example, a downward offset of 1 mm can be specified by entering “-1”.
(-12.7 mm ~ 12.7 mm)
Offset value
MCSX336E
Z (+)
Z (-)
Cavity center
(Pick-up point when Pick-up Point
Offset X is set to "0" )
Cavity
Pick-up Point Offset X
Nozzle pick-up point
X (-) X (+)
MCSX335Eb

Soft Pick Speed
Specifies a Z-axis up/down speed for part pickups which reduces the impact shock
applied to the part. The lower the setting value, the slower the Z-axis speed. A setting of
“0” is processed as “10.0”. During part pickups, the slower of the “Slow Place Speed”
and “Soft Pick Speed” settings is adopted. While the part is picked up, the “Part
Transport Speed” is also referenced, and slowest of the “Slow Place Speed”, “Soft Pick
Speed”, and “Part Transport Speed” settings is adopted. (0.0 ~ 10.0)
Part Transport Speed
Depending on the transport speed, heavier parts may shift on the nozzle between being
picked up and placed. The purpose of this setting is to prevent such shifting by
suppressing the transport speed. The speed specified here becomes the speed of all
servo motors on the machine while the heavy part is held by a nozzle. A setting of “0” is
processed as “100%”. After a part has been picked up, the slowest of the “Part Transport
Speed”, “Soft Pick Speed”, “Slow Place Speed”, and “Soft Place Speed” settings is
adopted. (0% ~ 100%)
Placing Offset X
Set the X-direction offset based on the part with direction 0 and placement orientation of
0°. (-100.00 ~ 100.00 mm)
Placing Offset Y
Set the Y-direction offset based on the part with direction 0 and placement orientation of
0°. (-100.00 ~ 100.00 mm)
Placing Offset Z
Specifies the stroke amount used when pressing a part onto a panel. A setting of “0”
results in a stroke amount of 0.3 mm. (-20.00 mm ~ 20.00 mm)
Placing Mode
This determines servo accuracy when moving to the part placement coordinates. Specify
2 to maximize placing speed. Specify 0 or 1 to maximize accuracy. (0 and 1 are available
but both settings are actually the same. )
Standard: 0 This is the low-accuracy mode for Vision Types of less than 100. For
Vision Types of 100 and higher, placement occurs in the high-accuracy
mode.
Fine-Slow: 1 Placement occurs in the high-accuracy mode.
Fine-Fast: 2 Placement occurs in the low-accuracy mode.
Slow Place Speed
Specifies the Z-axis up/down speed from part pickup to placement in order to reduce
the impact shock applied to the part. The lower the setting value, the slower the Z-axis
speed. A setting of “0” is processed as “100%”. During part pickups, the slower of the
“Slow Place Speed” and “Soft Pick Speed” settings is adopted. During part placement,
the slower of the “Slow Place Speed” and “Soft Place Speed” settings is adopted. While
the part is picked up, the “Part Transport Speed” is also referenced, and the slowest of
the “Slow Place Speed”, “Soft Place Speed”, and “Part Transport Speed” settings is
adopted. (0.0 ~ 100%)
Part 3 Chapter 3 Editor
Edition 2.0 3-3-32 XP-142E System Reference

Soft Place Speed
Specifies the Z-axis up/down speed for part placement in order to reduce the impact
shock applied to the part. The lower the setting value, the slower the Z-axis speed. A
setting of “0” is processed as “10”. During part placement, the slower of the “Soft Place
Speed” and ”Slow Place Speed” settings is adopted. While the part is picked up, the
“Part Transport Speed” is also referenced, and the slowest of the “Soft Place Speed”,
”Slow Place Speed”, and “Part Transport Speed” settings is adopted. (0.0 ~ 10.0)
Alt. Feeder Trigger
This setting determines the conditions under which a transition to the next slot occurs
when a “next slot” is specified in the feeder setup data of the current production
program.
This setting is specified at the “_Dchange Triger” Proper data item. If a setting of “3” is
selected, the part data’s “Alt. Feeder Trigger” will be used. In this case, select the
appropriate conditions from those shown below.
0: Error Parts-out, pickup error, vision processing error
1: No Part Parts-out, pickup error
2: Miss Parts-out, pickup error
Note: If all the machine’s recovery attempts end in pickup errors, this indicates a parts-out
condition. Therefore, the same operation occurs for both the “1: No Part” and “2: Miss”
settings.
Recovery Times
When the machine is in the automatic recovery mode, this recovery count setting
determines the number of recoveries which are attempted. (0 ~ 255)
Note: The “recovery times” setting at the machine is used only when there is no “recovery times”
setting in part data.
Part Dump Position
Specifies the point at which a vision processing error part is unloaded.
Box: Reject parts are discarded to the reject parts box beside the conveyor.
Tray: Reject parts are discarded to the reject parts tray beside the conveyor.
Part 3 Chapter 3 Editor
Edition 2.0 3-3-33 XP-142E System Reference