XP-142E System Reference-SYS-XP142-2.0E.pdf.pdf - 第73页
Part 2 Chapter 4 Starting the Production Edition 2.0 2-4-1 XP-142E System Reference 4. Starting Production 4.1 Checking Start Conditions (ESR0206d) The required startup conditions must be satisfied before the machine can…

Part 2 Chapter 3 Changeover
Edition 2.0 2-3-18 XP-142E System Reference
3.9.2 Changing the Inching Speed
Although inching is normally performed at low speed, the speed can be changed in
order to perform adjustments, etc.
Procedure
1. At the [Main] screen, press [Maintenance A] and then [JOG].
2. Press the “▼” servo axis selection button, select the desired servo axis.
3. At the [Setting] item, press the desired [>], [>>], [>>>], [>>>>] button to select the
desired inching speed.
3.9.3 Changing the Inching Travel Amount
Although inching is normally performed in a continuous manner, a desired inching
amount can be specified in order to perform adjustments, etc.
Procedure
1. At the [Main] screen, press [Maintenance A] then [JOG] to display the inching
screen.
2. Press the “▼” servo axis selection button, select the desired servo axis.
3. At the [Travel Amount] item, press the desired [1 µm], [0.01 mm], [0.1 mm],
[1 mm] button to select the desired inching travel amount.
Part 2 Chapter 4 Starting the Production
Edition 2.0 2-4-1 XP-142E System Reference
4. Starting Production
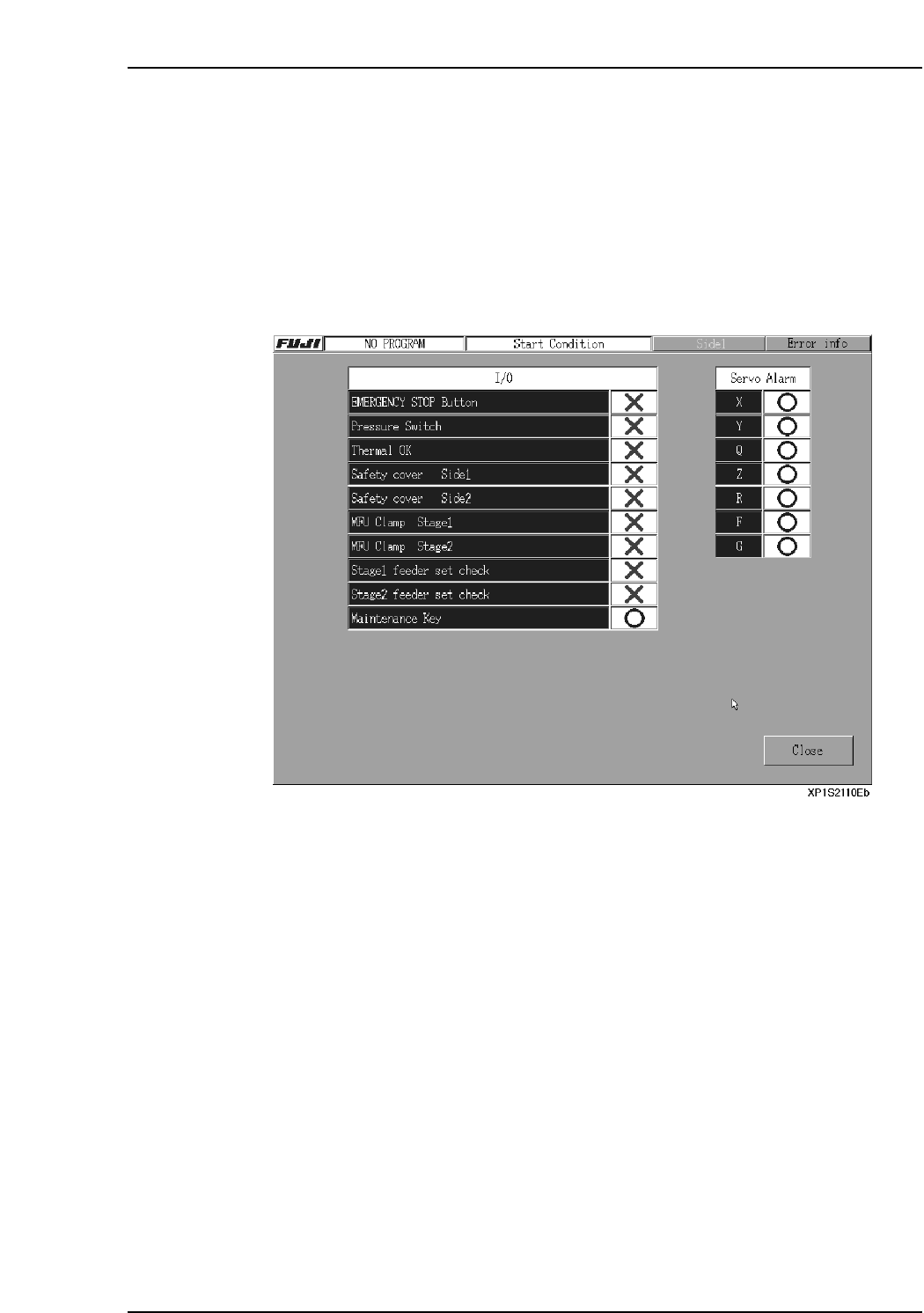
4.1 Checking Start Conditions
(ESR0206d)
The required startup conditions must be satisfied before the machine can proceed with
automatic operation. Use the following procedure to check the startup conditions.
Procedure
1. At the [Main] screen, press [Production] then [Start Condition] to display a screen
like that shown below.
Part 2 Chapter 4 Starting the Production
Edition 2.0 2-4-2 XP-142E System Reference
4.2 Automatic Operation
(ESR0208f)
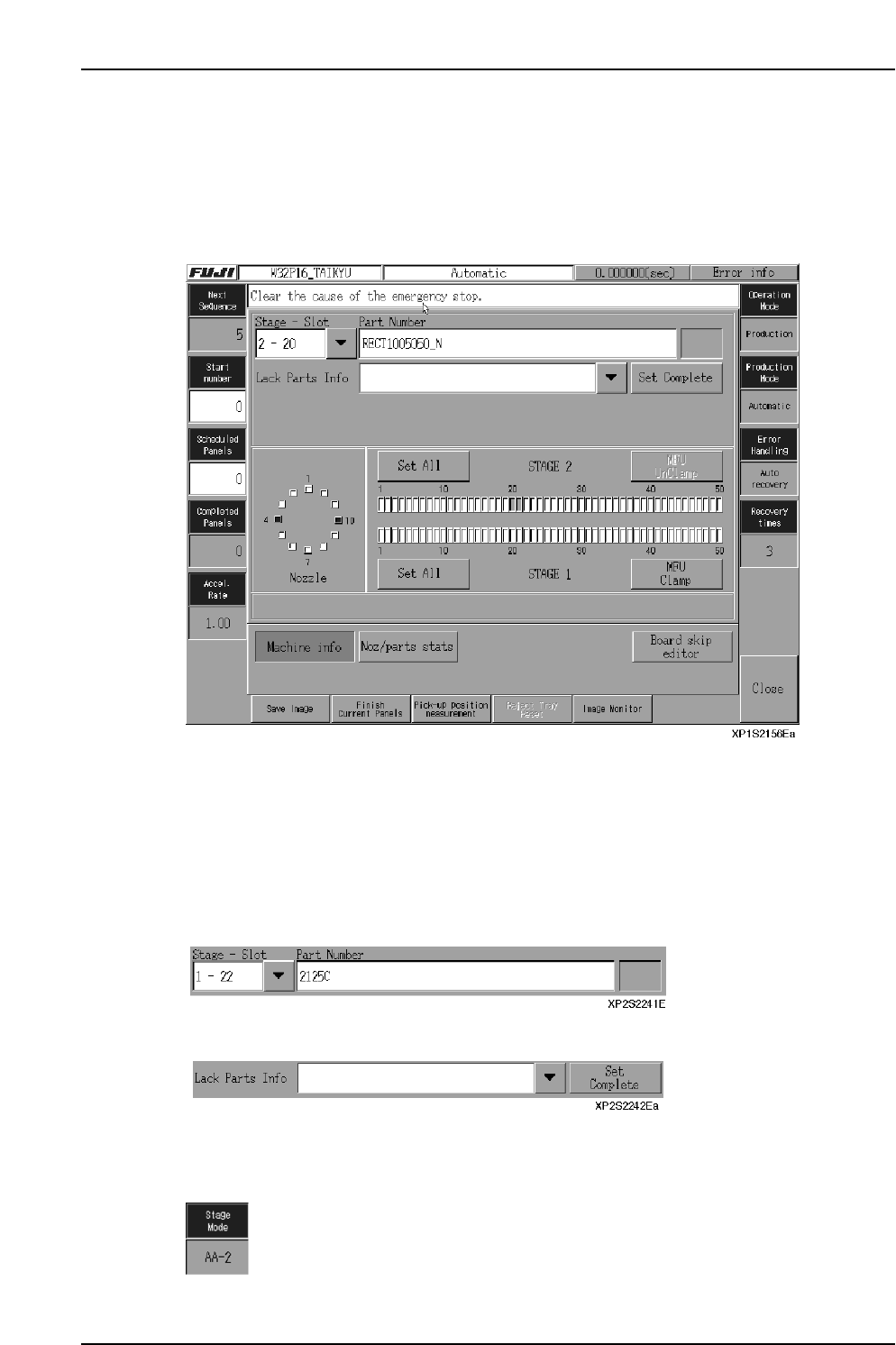
Pressing [Production], [Sequence] at the [Main] screen enables the START button.
Production starts when the START button is pressed.
[Example]
Display/Editing Procedure
Next Sequence: No. of next sequence to be executed.
Start No.: Edit the start sequence No. as necessary.
(The placing sequences prior to the starting sequence are ignored,
as if they were finished.)
Scheduled Panels: Change the production quantity as necessary
Completed Panels: Number of completed panels.
Accel. Rate: This is the servo motor acceleration.
Displays information about the stage and slot used in production.
Displays the Slot where a “parts out” condition has been identified by the machine.
A “Parts Set” status is established when the [Set Complete] button is pressed.
[Stage Change]: (Only in AA Mode) Use to change the stage used.
The current stage is displayed here . (Only in AA Mode)