XP-142E System Reference-SYS-XP142-2.0E.pdf.pdf - 第76页
Part 2 Chapter 4 Starting the Production Edition 2.0 2-4-4 XP-142E System Reference Set All: Press to establish a “parts set” status at all slots of Stage 1. MFU Unclamp: Press to unclamp the MFU. Machine Info: Displays …
Part 2 Chapter 4 Starting the Production
Edition 2.0 2-4-3 XP-142E System Reference
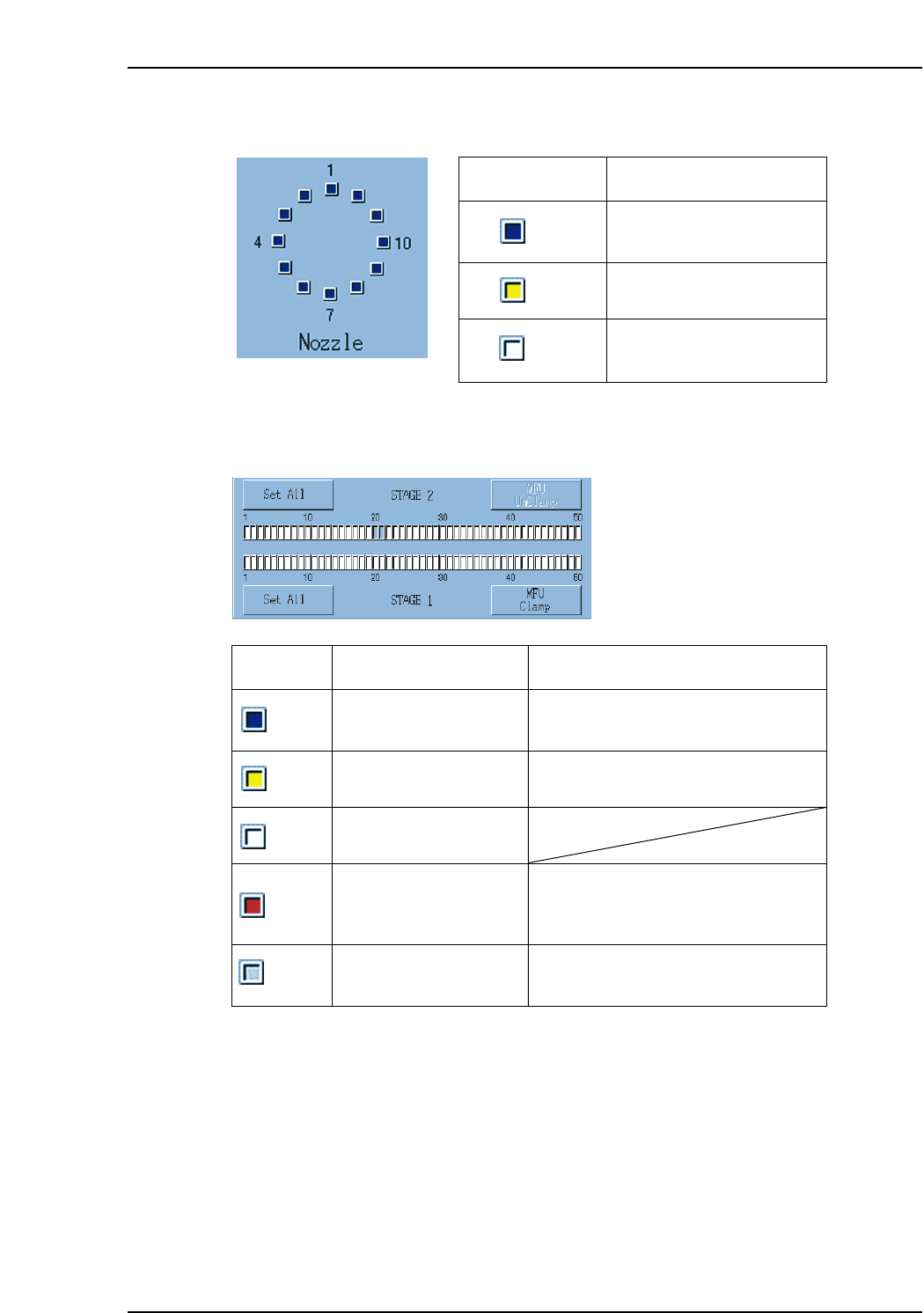
Nozzle status is displayed in the area shown below.
Stage and slot status are displayed in the area shown below.
Display Explanation Click Operation
Slot used in production
(during operation)
Caution slot based on
statistical processing
Unused slot(white)
(blue)
(yellow)
(red)
(gray)
Parts-out slot
Slot used in production
(operation not in progress)
1. "Parts Information" data displays.
2. Error rate displays at bottom of screen.
1. "Parts Information" data displays.
2. Error rate displays at bottom of screen.
1. "Parts Information" data displays.
2. Error rate displays at bottom of screen.
3. "Parts out information" data displays.
1. "Parts Information" data displays.
2. Error rate displays at bottom of screen.
XP1S2244Ea
Display Explanation
Nozzle used in production
Unused nozzle
Warning nozzle based on
statistical processing
(blue)
(white)
(yellow)
XP1S2243E

Part 2 Chapter 4 Starting the Production
Edition 2.0 2-4-4 XP-142E System Reference
Set All: Press to establish a “parts set” status at all slots of Stage 1.
MFU Unclamp: Press to unclamp the MFU.
Machine Info: Displays the machine information screen (initial automatic
production screen).
Noz/parts stats: Displays the nozzle/slot statistical information screen.
Board skip editor: Displays the editor which allows desired boards to be skipped
without changing the production program.
Image Monitor: Select this button to change the display to the vision processing
monitor.
4.2.1 Stopping Production After 1 Panel
(ESR0209a)
The machine can be stopped automatically when the panels currently being produced
(panels on main conveyor) are completed and unloaded.
Procedure
1. With continuous machine operation in progress, select [Automatic], then [Finish
Current Panels]. To cancel this function, push the [Finish Current Panels] button
once more.
2. The machine is automatically stopped when the current panel is completed and
unloaded to the out-conveyor.
4.2.2 Skipping a Board
(ESR0211c)
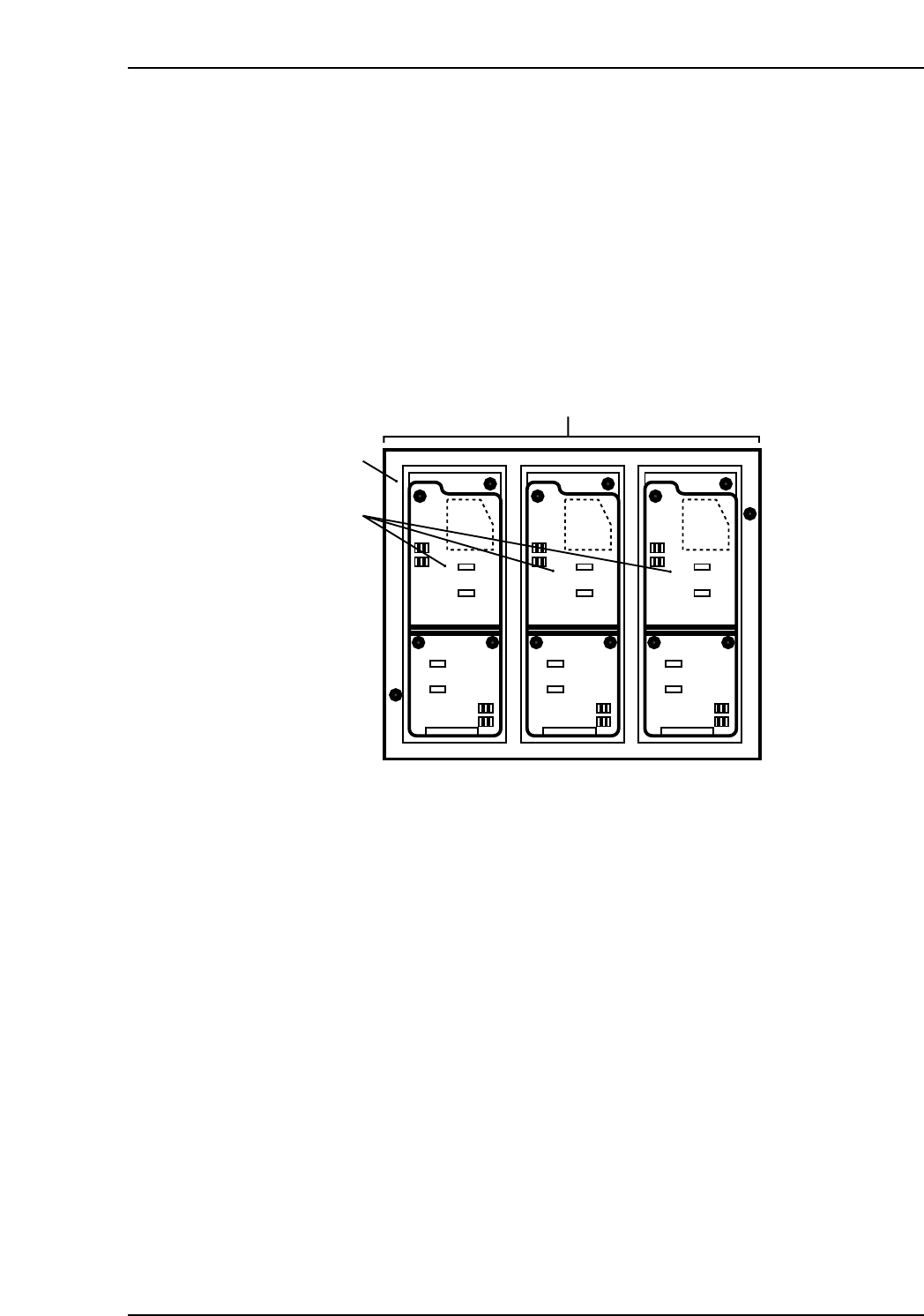
On a multiboard panel, if the operator decides there is a board (or boards) that should
not be assembled (i.e., skipped), there are two methods of preventing parts being placed
on that board.
• Setting board skips
Board skips can be set up in the program.
• Skip mark
An appropriate mark is attached to the target board. When the mark is detected
by the machine it knows not to produce that board.
Refer to your host system documentation about setting skip mark reading
positions in the program.
Panel
Multiboard panel
Boards
XP1S2032E
Part 2 Chapter 4 Starting the Production
Edition 2.0 2-4-5 XP-142E System Reference