KE2010.Instruction Manual.Ver.2.01,Rev.08.pdf - 第377页
6 − 1 CHA PTER 6 PRODUCTION PROCEDURES 6.1 Preparations 6.1.1 Component feeders Make sure that all component feeder s (the t ape feeder s and the stick feeder s,) are mounted in place corr ectly. 6.1.2 A TC Check to see …
5 − 23
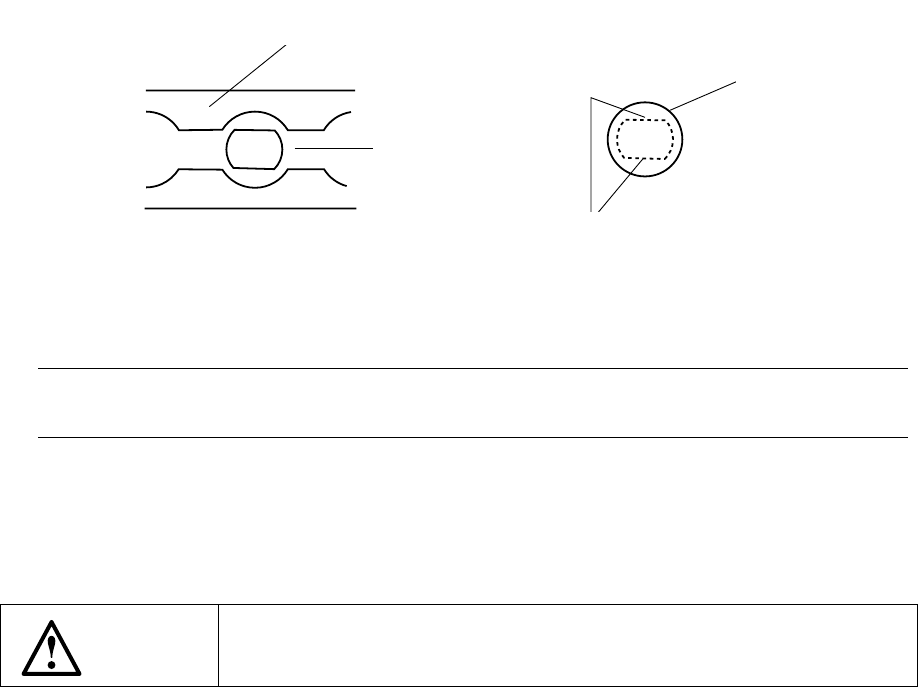
⑤ Pattern whose scale (size) and/or angle changes
Especially if a part of the pattern is specified as the user defined template,
change of the scale affects the recognition accuracy. Therefore, specify
the entire pattern as the user defined template if possible.
The farther the gravity center of the template (as described above) is from
the that of the template, the more the angle change affects the recognition
operation: the recognition position is shifted. Set the user defined
template so that the gravity center of the template matches with the center of
the template as correctly as possible.
Note: The machine detects a white part as a mark. Whether the mark is
recognized as white or black with respect to the board color depends on the
contrast between the mark and the board, and on the light level for the
camera’s field of view. Normally, the mark is recognized as white. If,
however, there are lands, patterns, or silk printings around the field of view
of camera, the mark may be recognized as black with respect to the board
color. In this case, normal correction is impossible. Reverse the black
and white by pressing the CAMERA key on the HOD so that the mark
appears as white. If a mark is recognized as black against the board,
press the CAMERA key to reverse the black and white so that the mark can
be recognized as white.
Reverse display of the mark by the CAMERA key is possible only when you
are entering the scale frame.
6 − 1
CHAPTER 6 PRODUCTION PROCEDURES
6.1 Preparations
6.1.1 Component feeders
Make sure that all component feeders (the tape feeders and the stick feeders,) are
mounted in place correctly.
6.1.2 ATC
Check to see if the number of each nozzle mounted on the ATC is equal to the ATC
number and nozzle number selected in the “ATC nozzle assignment” item of the
Machine Setup menu.
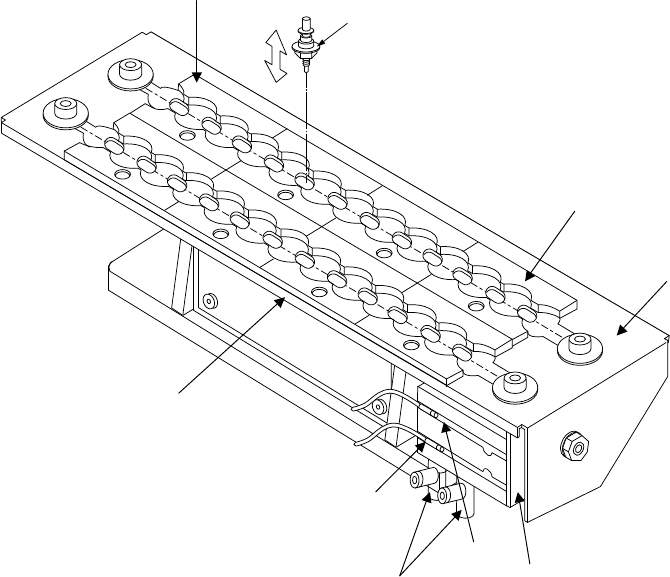
<Mounting and dismounting nozzles on the ATC>
Procedure
1. Turn off the power of the machine. Set the valve ⑪ to OFF.
2. Open the slide plate ②.
3. With aligning the flat portion of the nozzle ⑨ with the long hole of the ATC
bracket ①, mount the nozzle ⑨ onto the ATC.
Figure 6.1.2.1
Notes: Return the nozzles where they were. When a nozzle is replaced, perform
the laser height adjustment for nozzle assignment of the setup data
4. Nozzles are also dismounted in this state.
5. Do not attach the nozzle directly to the head. (The face of the laser becomes
dirty and this can cause errors.)
WARNING
Before starting to work, turn off the power of the machine to avoid a risk
of injury caused by unpredictable activation of the machine.
Slide plate
②
ATC bracket
①
When the slide plate 2 is opened
Nozzle
⑨
Flat portions
6 − 2
1
5
6
8
7
9
10
11
12
4
3
2
13
17
18
20
19
21
22
23
24
16
15
14
① ATC bracket ⑥ ATC OPEN sensor
② Slide plate ⑦ ATC CLOSE sensor
③ Nozzle outer support ⑧ ATC numbers (1 to 24)
④ Air cylinder ⑨ Nozzle
⑤ Speed controllers
Figure 6.1.2.2
①
⑦
③
④
②
⑧
⑤
⑥
⑨