RX-6 使用说明书 用户使用 Rev11.pdf - 第1014页
第 2 部 功能详解篇 第 12 章 选项组件 12 - 72 12 - 10 焊锡识别照明 在基板或电路上 没有 BO C 标记的情况 下,可以使印 刷的焊锡发 光,使与焊盘 变成一个整 体再作为 BOC 标记来识别。 用于某些场合, 例如在长 尺寸基板生产 中实施 2 次夹紧时, 向不能检出 BOC 标记的 范围内贴装 元件。 如果焊锡位置大 大偏离焊盘,有时不能使 用。 对于不需要用户 模板, 而与通常的标 志形状相同的 「 焊锡…
第 2 部 功能详解篇 第 12 章 选项组件
12-71
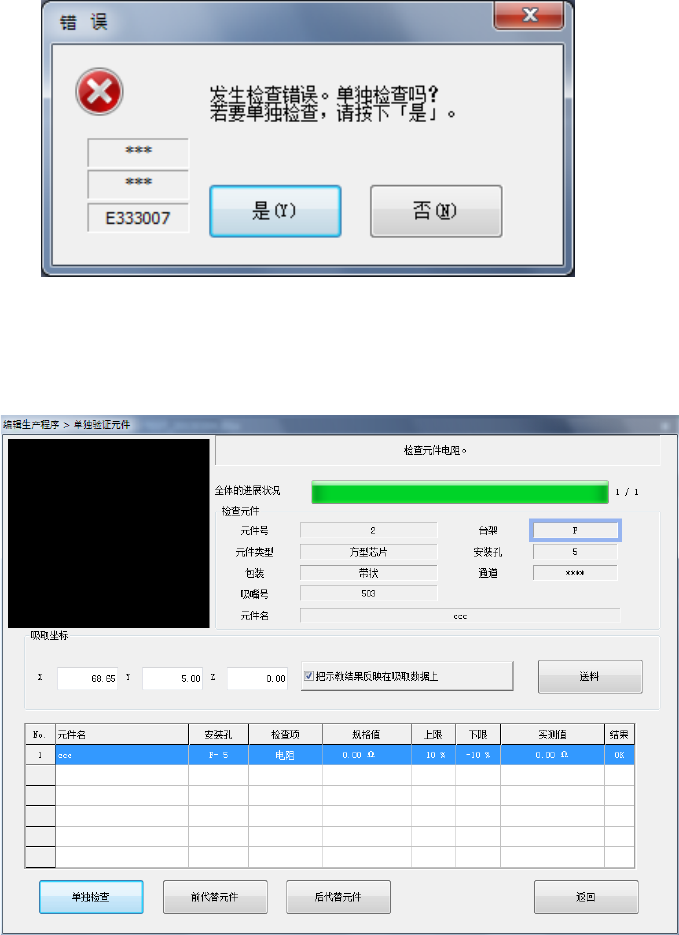
◇验证检查成功或失败,均显示提示信息。
失败时提示,询问是否执行单独检查。
选择<是>,按下[单独检查]按钮后,即进行单独检查。
选择<否>,结束验证检查。
第 2 部 功能详解篇 第 12 章 选项组件
12-72
12-10 焊锡识别照明
在基板或电路上没有 BOC 标记的情况下,可以使印刷的焊锡发光,使与焊盘变成一个整体再作为
BOC 标记来识别。
用于某些场合,例如在长尺寸基板生产中实施 2 次夹紧时,向不能检出 BOC 标记的范围内贴装元件。
如果焊锡位置大大偏离焊盘,有时不能使用。
对于不需要用户模板,而与通常的标志形状相同的「焊锡」形状,则可以进行标志数据库的登录并
予以利用。
※将焊锡印刷作为标志时的形状轮廓不清晰,有时不能获得足够的贴片精度。
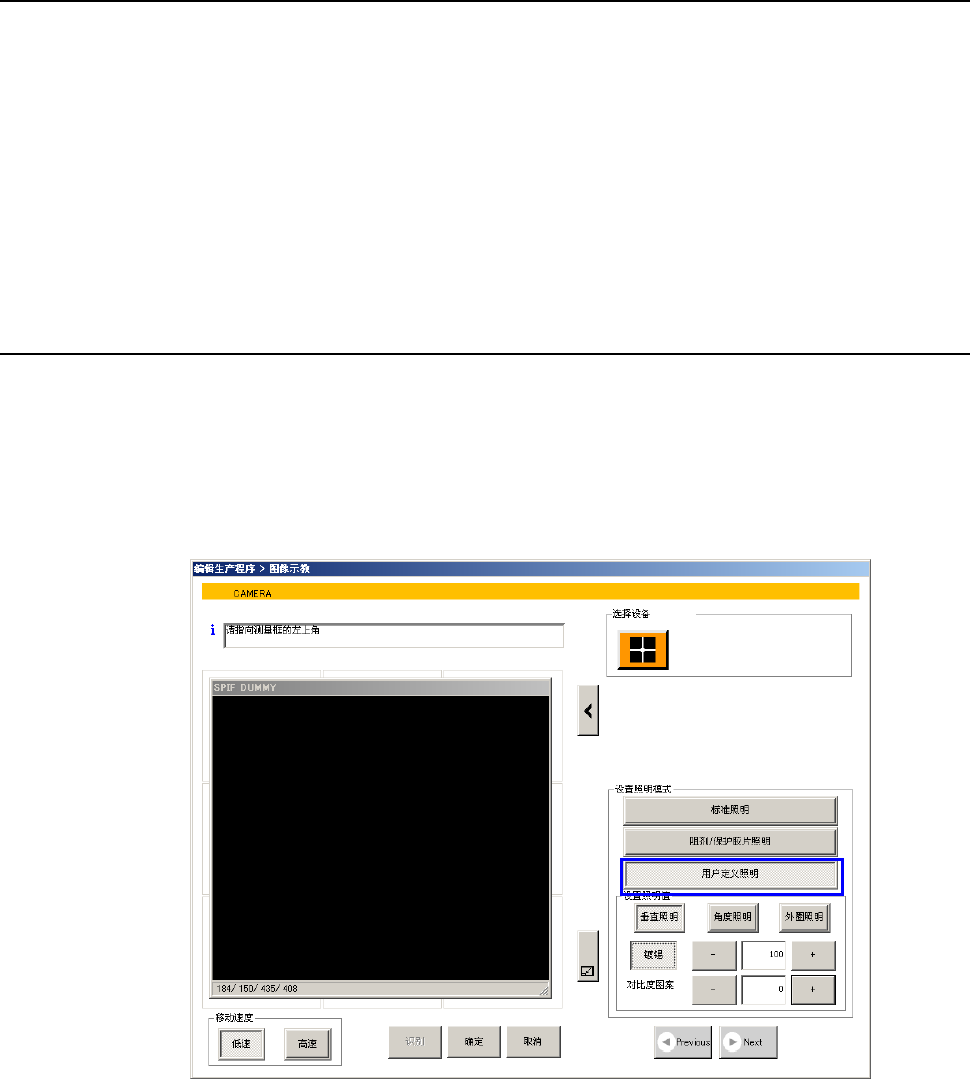
12-10-1 使用焊锡照明时的示教
为了保证焊锡印刷与基板的对比度良好,请调整[垂直照明]、[角度照明]、[外圈照明]等各个参数。
<
步骤
>
① 将光标位置移动到示教对象的数据标志位置。
② 在指定测量框的左上角之前,应设置照明模式。
请选择「用户定义照明」,勾选「外圈照明」,并设置照明值。
③ 以后的步骤与通常的步骤相同。
第 2 部 功能详解篇 第 12 章 选项组件
12-73
12-11 负荷控制
12-11-1 功能概要
12-11-1-1 低负荷控制
当进行脆弱元件等的贴装时,减轻对元件造成的损害。
在机器设置的 ATC 吸嘴分配中吸嘴识别动作完成后,自动进行负荷检查(分析滑动不良等的故 障 )。
另外,通过在测力器上进行负荷控制动作,可检查负荷控制动作时在元件上施加的冲击负荷。
12-11-1-2 高负荷控制
用 3 吸嘴贴装头时,启用“高载荷控制”以控制对基板的贴片压入。
带压入销的连接器元件等,在贴装时须要以一定的压力来压入。
通过使用高载荷控制来监视贴装头下降时流向电动机的控制电流,从而做到施加合适的压入压力。
12-11-2 负荷控制吸嘴
12-11-2-1 低负荷控制吸嘴
在 98g~510g 的低负荷区域中,通过推进量实施负荷控制,使用专用的低负荷控制吸嘴。
低负荷控制吸嘴,是将吸嘴芯片安装在吸嘴前端,可进行定期更换作业。
在不同的负荷区域范围,备有 6*1、6*2、6*3 三种吸嘴,通过更换吸嘴配件,可对应多种元件。
对于负荷控制对象吸嘴(601~),可按负荷(g)在生产程序的元件数据中输入推进量,以吸嘴负
荷检查时的测量数据为基准计算出推进量,可进行低负荷控制。
吸嘴编号
吸嘴
配件
内径
(Ba)
外径
(Bb)
对象元件
宽度
(mm)
6*1 系
(负荷域 98~135g)
6*2 系
(负荷域 146~270g)
6*3 系
(负荷域 263~510g)
611
-
-
701
φ
0.4
φ
0.75
0.45
~
0.8
621
622
-
703
φ0.6
φ1.25
0.75
~
1.5
631
632
-
705
φ1.15
φ1.75
1.3
~
2.7
641
642
-
707
φ
1.65
φ
2.25
2.5
~
3.5
651
652
653
709
φ2.2
φ3.0
3.0
~
4.0
661
662
663
711
φ3.2
φ4.0
4.0
~
6.0
671
672
673
713
φ4.2
φ5.0
5.0
~
8.0
* 内径・外径为吸嘴配件的尺寸。
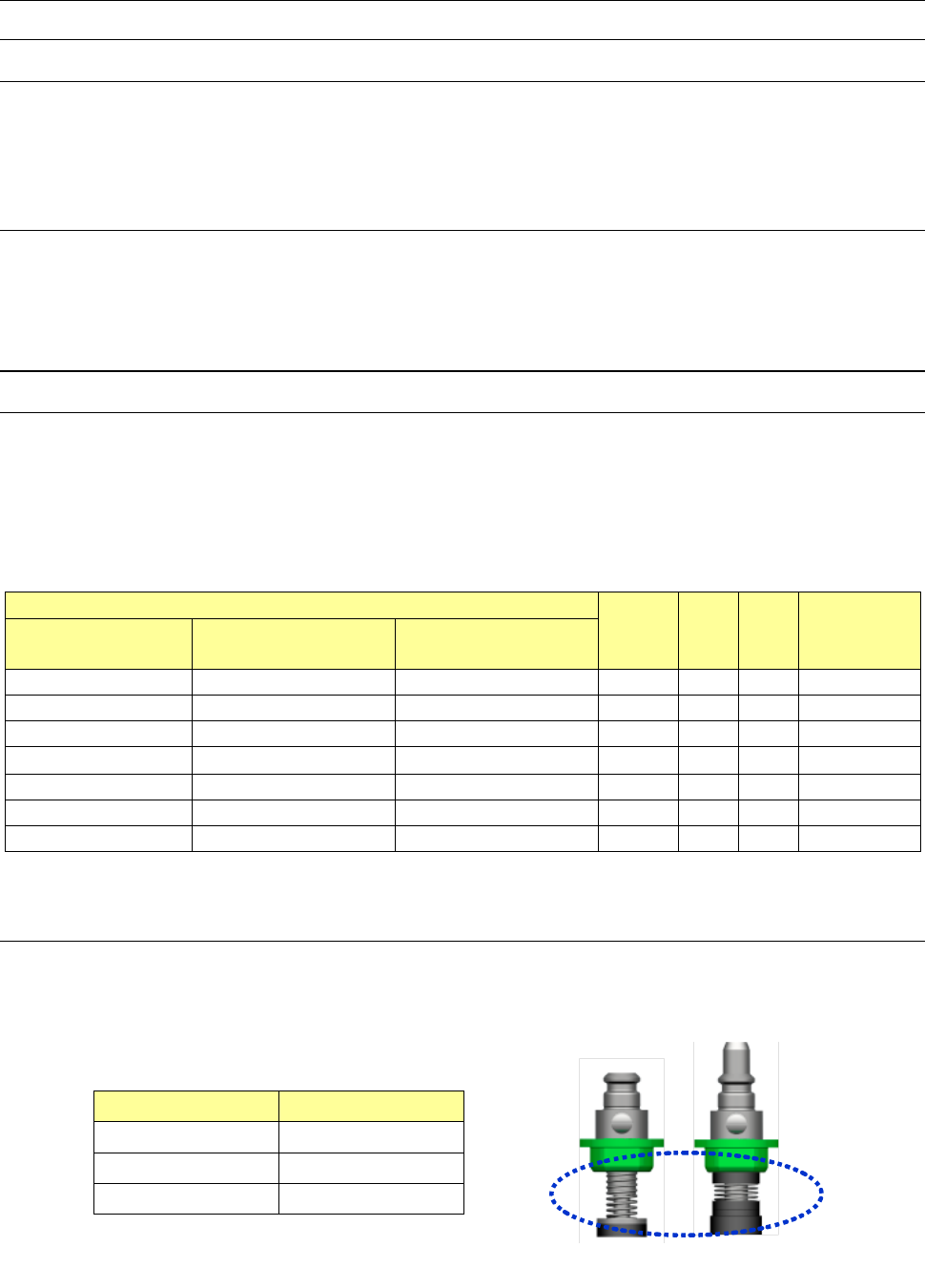
12-11-2-2 高负荷控制吸嘴
510g~5100g 的高负荷区域,通过 Head 部的电流值控制实施负荷控制,使用专用的高负荷控制
吸嘴。
不同的负荷区域范围,吸嘴种类没有区别,对应元件尺寸均与标准吸嘴相同,但吸嘴的弹簧行程
比标准吸嘴短,使用时必须注意。
标准吸嘴 高负荷控制吸嘴
506
1506
507
1507
508 1508
508 吸嘴 1508 吸嘴