RX-6 使用说明书 用户使用 Rev11.pdf - 第141页
第 1 部 基本篇 第 2 章 生产 2- 26 <基板传送动作 概略> • 未使用传 送限 动器时的传送动作 1) 基板传入, IN 传感器 1 检测出基板 时,传 送马达 10 会驱动驱动轴 11 ,通过传送带 开始传送 。 2) 基板 到达 IN_STOP 传感器 3 ・ 4 或 OU T_ STOP 传感器 5 ・ 6 的位置 时, 基板的传送 速度会减速, 使基板停在指定 的 位置 上,支撑台 13 ・ 14 会 上升 。 将…
第 1 部 基本篇 第 2 章 生产
2-25
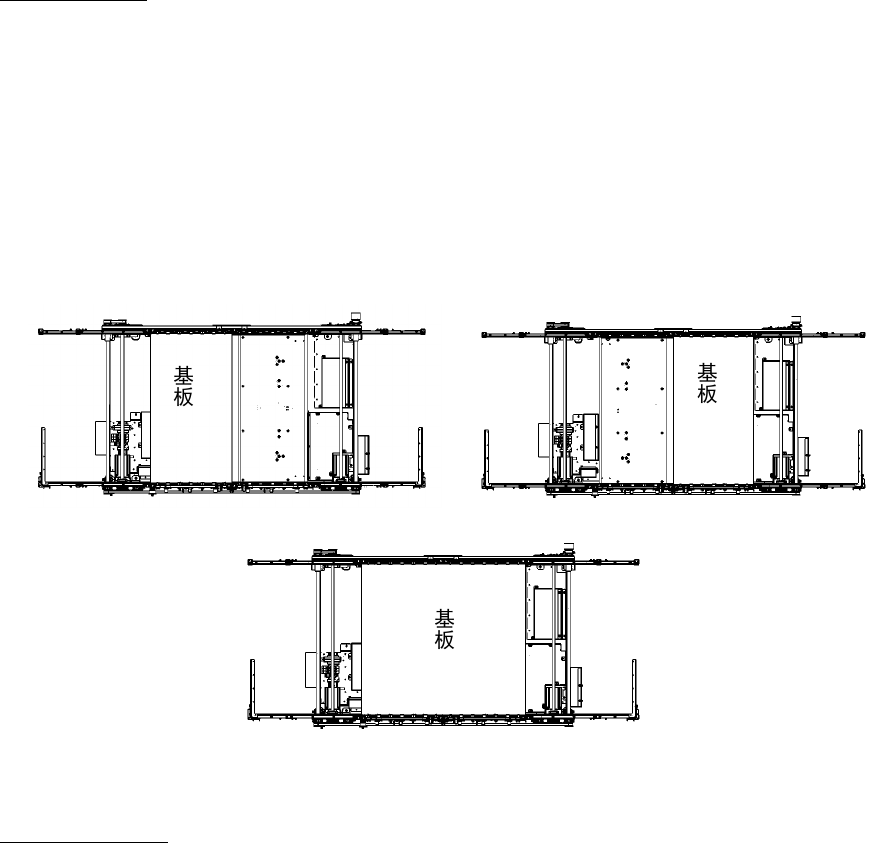
<基板传送装置构造概要>
• 无传送限动器时
基板传送装置,以装置中央分为左右两部分,大致为左右对称的构造。
基板的长边顺着传送方向,在装置中央部位被夹紧。
传送方向的长度为 250mm 以下的基板,可在靠近装置中央部位的上游一侧或下游一侧定位固定基
板,进行贴片。
此时,假如在装置中央部位靠近下游一侧固定基板进行贴片操作时,可将装置上游一侧作为缓冲区
来使用(基板等待位置)。即使在基板贴片操作中,如果有基板从前一工序的机器搬出,可引入装置内
部等待。
如果选择在装置中央部位靠近上游一侧固定基板,下游一侧成为缓冲,即使下一工序的机器尚处于
不可引入基板的状态下基板贴片结束时,也可将基板移动到缓冲位置,转入进行下一个贴片。
• 使用传送限动器时
传送限动器的安装位置是,当传送方向为左→右时安装在右侧,传送方向为右→左时安装在左侧。
使用传送限动器时,下游(OUT)侧在基板前端接触到传送限动器的位置上基板被夹紧。
基板长度为 580mm 以上时,请将限动器片 24(ST)更换为 25(XL)再使用。
在上游(IN)一侧夹紧时
在下游(OUT)一侧夹紧时
在中央部位夹紧时

第 1 部 基本篇 第 2 章 生产
2-26
<基板传送动作概略>
• 未使用传送限动器时的传送动作
1) 基板传入,IN 传感器 1 检测出基板时,传送马达 10 会驱动驱动轴 11,通过传送带开始传送。
2) 基板到达 IN_STOP 传感器 3・4 或 OUT_STOP 传感器 5・6 的位置时,基板的传送速度会减速,
使基板停在指定的位置上,支撑台 13・14 会上升。
将基板一直推到 PWB 导轨 7 的位置上进行固定。
3) 生产结束后解除固定,开始传出。
在上游(IN)一侧夹紧时
在装置中央部位靠近上游一侧固定基板进行贴片时,贴片完成后基板解除固定开始传送,当
OUT_STOP 传感器 5・6 变为 ON 时,开始传入下一块基板。
(在装置中央部位或下游一侧固定基板时,完成贴片的基板移动到装置外,OUT 传感器 2 一旦变为
ON 后,在变为 OFF 之前,不能传入下一块基板)
在下游(OUT 一侧)夹紧时
在装置中央部位靠近下游一侧固定基板进行贴片时,在传入基板定位时,不能开始将下一块基板传
入装置内。
传入的基板会停在 IN STOP 传感器 3・4 的位置上等待。
贴片结束后的基板解除固定送出装置外,OUT 传感器 2 一旦变为 ON 后,尽管在变为 OFF 后下一
块基板才会开始移动到固定位置,但由于等待位置距离固定位置较近,因此可缩短移动时间。
• 使用传送限动器时的传送动作
1) 基板被运入,IN 传感器 1 检知基板后,传送电动机 10 转动驱动轴 11,开始用传送皮带进行传送。
IN 传感器 1 OFF 后使传送限动器为 ON。
2) 限动器传感器 22、23 检知基板后,使基板传送速度减速前进一定距离后令基板停止。
然后,支承台 13、14 上升,基板被推升到 PWB 压板 7 的位置并被固定。
然后令传送限动器 OFF。
3) 生产结束后基板固定被解除,开始传出基板。
第 1 部 基本篇 第 2 章 生产
2-27
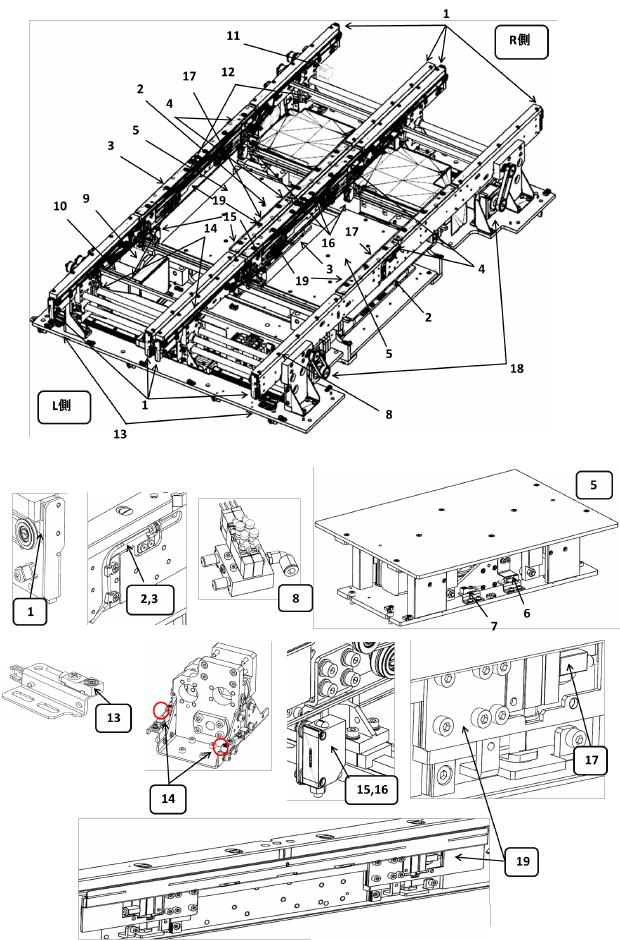
传送部的构成 (双通道)
<基板传送装置各部分的名称>
※ No.1 IN-OUT 传感器为,L 侧:第 1-第 3 轨道(发光)、第 2-第 4 轨道(受光)、
R 侧:第 1-第 3 轨道(受光) 、第 2-第 4 轨道(发光)。
※ No.10 自动宽度调整马达Ⅰ为,第 3-第 4 轨道用;自动宽度调整马达Ⅱ为第 2 轨道用。
※ No.17 夹紧传感器设置在第 1-第 3 轨道 L 侧。
1 IN-OUT 传感器
9 离合器刹车
17 夹紧传感器
2 挡块传感器(第 1-第 3 轨道:受光)
10 自动宽度调整马达Ⅰ
18 传送马达
3 挡块传感器(第 2-第 4 轨道:发光)
11 自动宽度调整马达Ⅱ
19 夹紧板
4 止动板
12 驱动轴
5 支撑台
13 轨道限位传感器
6 支撑台原点传感器
14 轨道干扰传感器
7 支撑台限位传感器
15 BU 销检测传感器受光
8 传送电磁阀
16 BU 销检测传感器发光