RX-6 使用说明书 用户使用 Rev11.pdf - 第498页
第 1 部 基本篇 第 4 章 制作生产程序 4- 150 2) 考虑元件种类、 元件高度 制作密集元件贴 片 ( 邻接 贴片 ) 的程序时,可 设置自动 考虑元件高度的 元件层。 勾选 本项后,将按 下列顺序进 行贴片。 < 考虑了元件 种类、元件高 度的贴片 > < 贴片的优先 顺序与元件种 类、元件高 度的关系 > 优先顺序如下表 所示,非铝电解电容器产 品优先进行贴片。 元件类型 元件高度 层 方形芯片 …
第 1 部 基本篇 第 4 章 制作生产程序
4-149
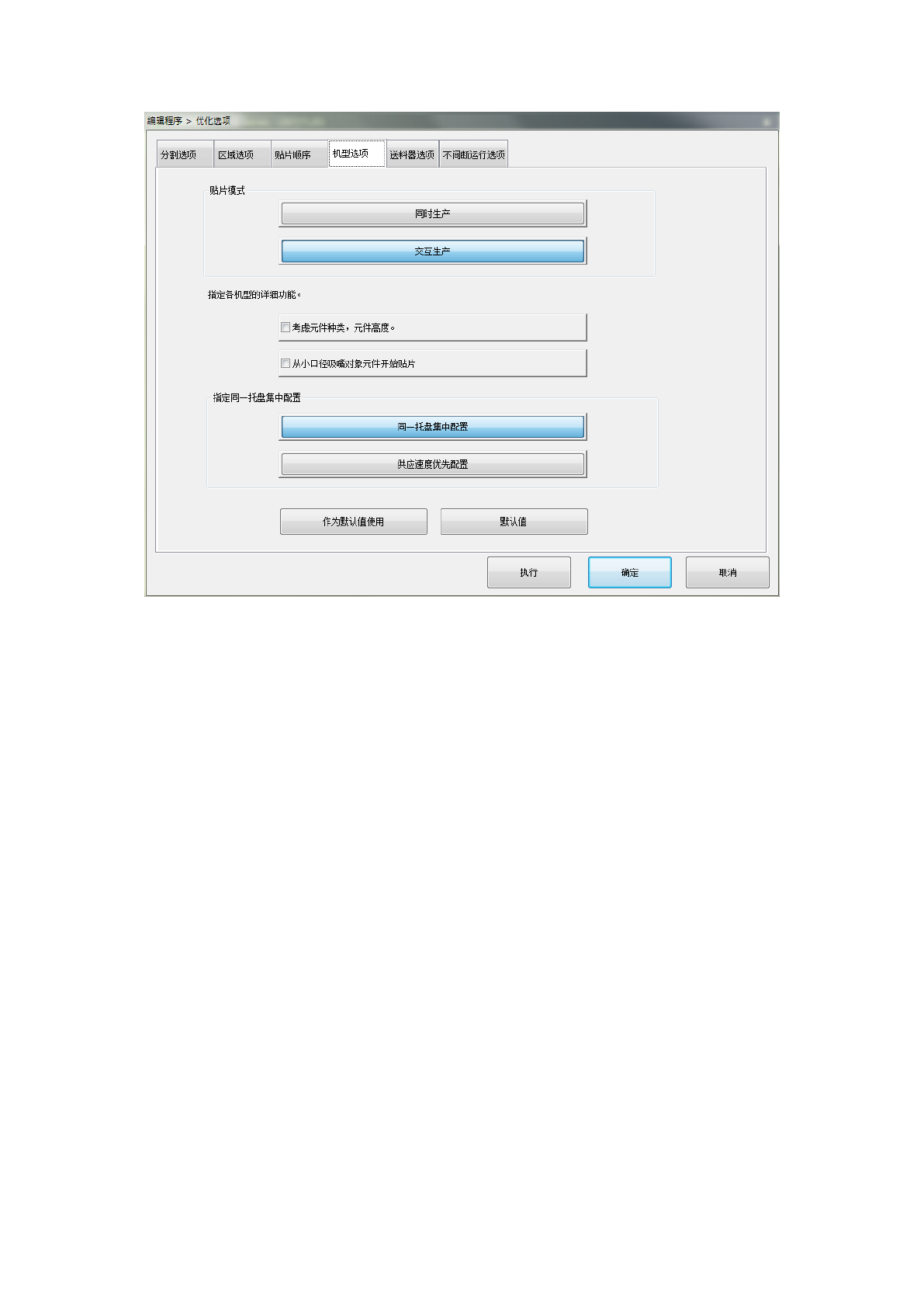
(4)机型选项
1) 贴片模式
按照同时生产或交互生产的贴片模式进行优化。
生产时只有已选择的贴片模式,才可进行优化生产。
同时生产时,由前后的贴片头进行非同步吸取、贴片动作。这种模式在前后贴片头互不干扰的区
域贴片点较多时有效。但不进行前后台架的元件代替处理。此外,
在双通道生产中不能使用(即
使是双通道的装置,单通道生产模式也可使用)。
交互生产,由前后贴片头进行交互吸取、及贴片动作。这种模式在基板全体有贴片点时有效。
第 1 部 基本篇 第 4 章 制作生产程序
4-150
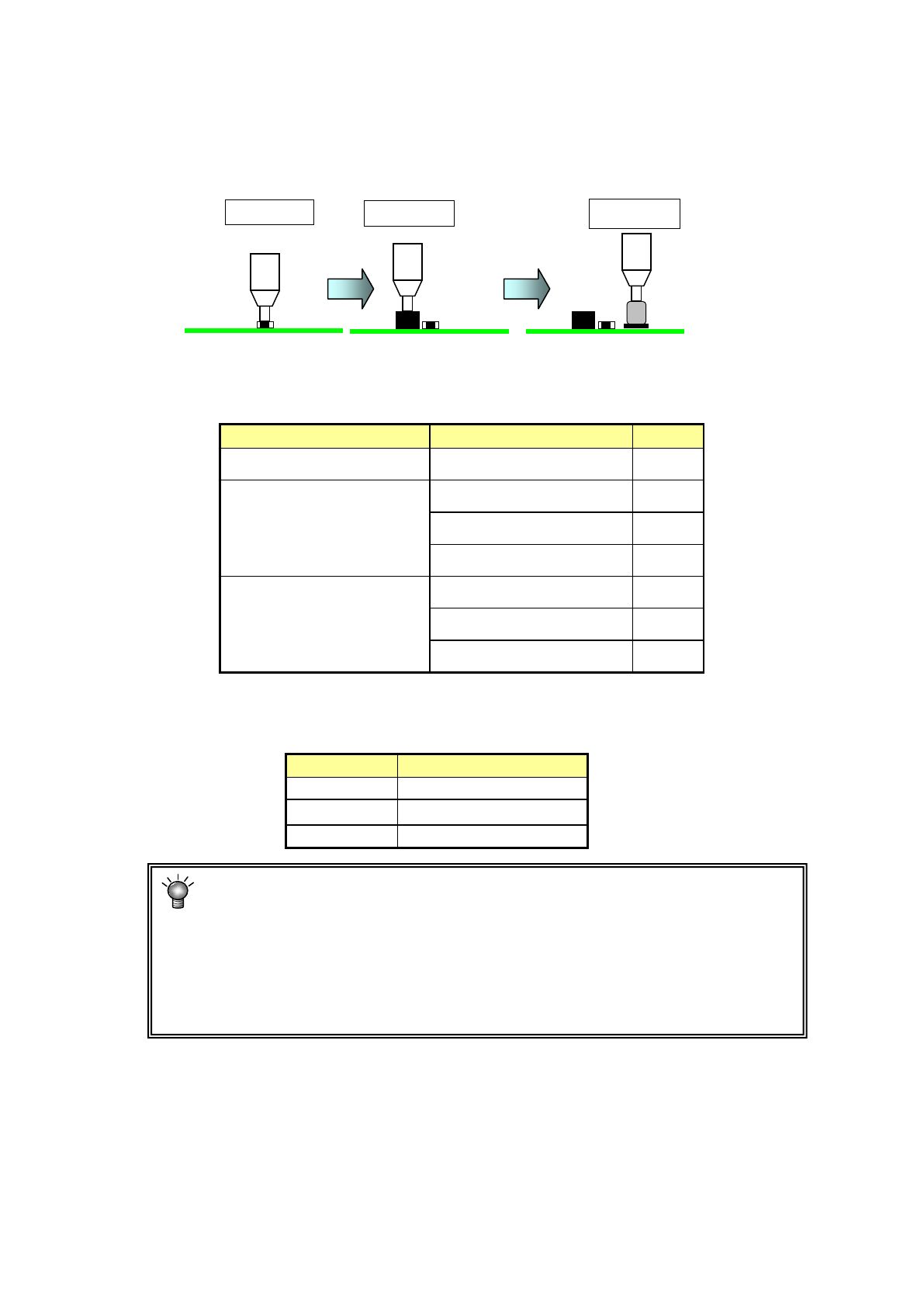
2) 考虑元件种类、元件高度
制作密集元件贴片(邻接贴片)的程序时,可设置自动考虑元件高度的元件层。
勾选本项后,将按下列顺序进行贴片。
<考虑了元件种类、元件高度的贴片>
<贴片的优先顺序与元件种类、元件高度的关系>
优先顺序如下表所示,非铝电解电容器产品优先进行贴片。
元件类型 元件高度 层
方形芯片 0.0mm < H ≦ 0.25mm 1
非铝电解电容器
0.00mm < H ≦ 5.5mm 2
5.5mm < H ≦ 12.0mm 3
12.0mm < H 4
铝电解电容器
0.0mm < H ≦ 5.5mm 5
5.5mm < H ≦ 12.0mm 6
12.0mm <H 7
<层的优先顺序>
各层的相互关系如下。
优先顺序
层种类
1
贴片层
2
元件层
3
元件种类
·
高度层
在“操作选项”画面的「生产(暂停) 」选项卡中未勾选「发生无元件时暂停」时,
如果生产中因元件用完等无法贴片时,则将跳过该元件并继续进行贴片。
而该元件将在补满元件后,重新开始时被最后贴片。
在这种情况下,考虑到元件高度的生产条件有可能会破坏。
因此,在选择了“考虑元件种类、元件高度”时,建议操作选项选择
“发生无元件时暂停”。
贴片顺序①
贴片顺序②
贴片顺序③
第 1 部 基本篇 第 4 章 制作生产程序
4-151
3)从小口径吸嘴对象元件开始贴片 :
勾选此项,优化为从使用小口径吸嘴的元件开始先贴片。
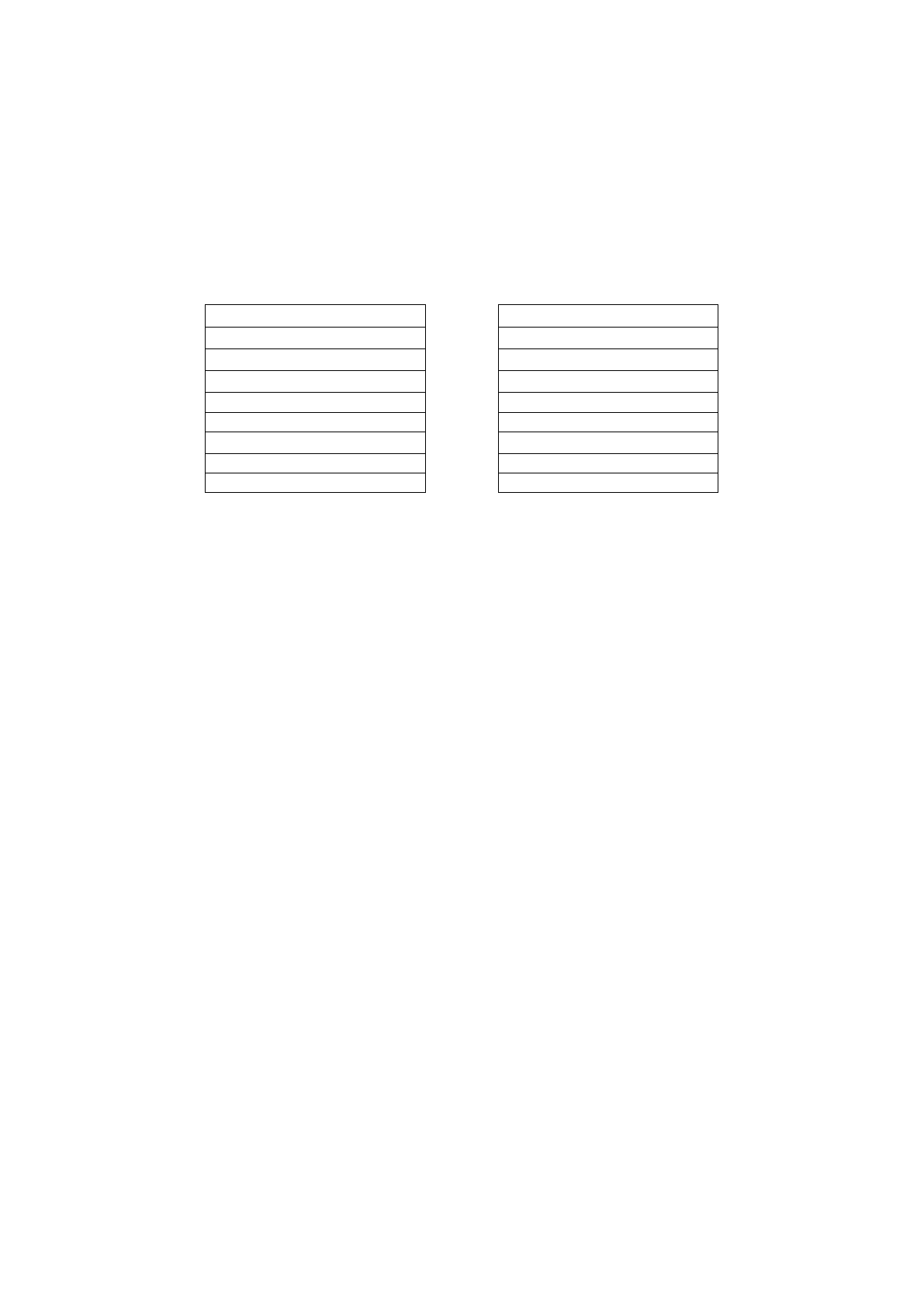
4)指定同一托盘集中配置 :
对于供应到 MTC/MTS 的同一品种的托盘元件,指定是统一配置,还是以供给速度优先配置。
a)同一托盘集中配置:以同一种类元件为单位配置。
b)供给速度优先配置:以供给速度优先配置。
元件类型
A
元件类型
A
A
元件类型
B
A
元件类型
C
元件类型
B
A
B
B
B
C
元件类型
C
A
C
B
C
C
同一托盘集中配置
供给速度优先配置