RX-6 使用说明书 用户使用 Rev11.pdf - 第821页
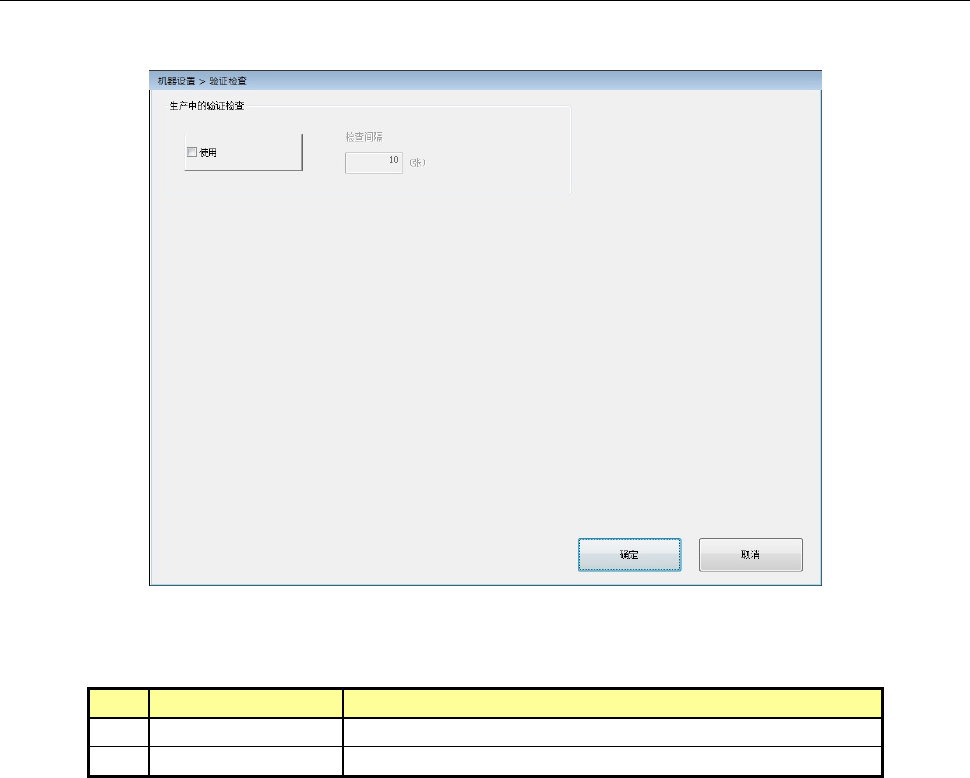
第 2 部 功能详解篇 第 8 章 机器设置 8- 69 8-3-6- 7 验证检查 选择验证检查后 ,即显示以下的画面。 (1) 设置项目 No. 设置项目 设置内容 1 使用 对生产中指定的 生产基板数量每张进行验 证检查。 2 间隔 设置生产中进行 间隔验证检查的生产基板 数量。
第 2 部 功能详解篇 第 8 章 机器设置
8-68
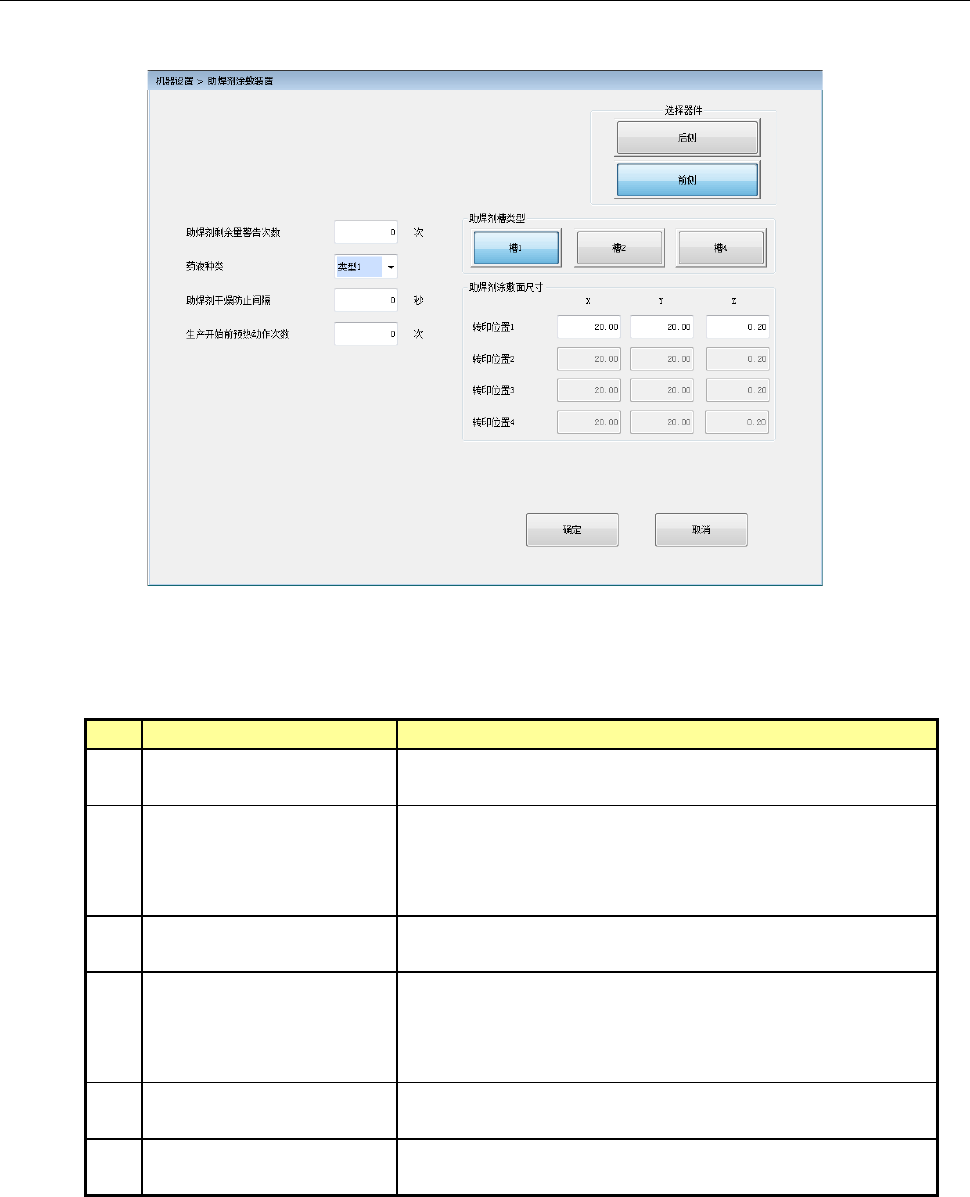
8-3-6-6 转印装置
选择转印装置后,显示以下画面。
进行转印装置单元的设定。
(1) 设定项目
对直线型、旋转型转印装置的功能进行设定。
No.
项目
设定内容
1
助焊剂剩余量警告次数
设定生产中的助焊剂剩余量警告次数。
设定为「
0
」时,不进行剩余量警告。
2
助焊剂干燥防止间隔
(仅限直线型)
按秒为单位,设定防助焊剂干燥间隔。
设定为「0」时,不进行防干燥动作。
※未充填助焊剂时,请设定为"0"。
进行动作时,助焊剂板与助焊剂容器会磨损。
3
生产开始前预热动作次数
(
仅限直线型
)
设定生产开始前的助焊剂预热动作次数。
设定为「
0
」时,不进行预热。
4
沟槽数
(仅限直线型)
设定助焊剂的沟槽数。
设定安装的转印板沟槽类型。
从 1 沟槽、2 沟槽、4 沟槽中选择。
(转印板(助焊剂板)可更换)
5
助焊剂涂覆面尺寸
转印位置
请设定各沟槽的塗布面尺寸。
(长・ 宽・ 深度)
6
药液种类
设定要塗布的药液种类。
塗布液1
,2,3
・・
10
(2) 设定方法
1) 请用单选按钮选择沟槽数。
2) 请在各编辑框中输入设定剩余量警告次数、防干燥动作间隔、预热动作次数、转印位置。
3) 根据沟槽数的选择,转印位置的可设定数会变化。
4) 请从组合框中选择药液种类。
第 2 部 功能详解篇 第 8 章 机器设置
8-69
8-3-6-7 验证检查
选择验证检查后,即显示以下的画面。
(1) 设置项目
No.
设置项目
设置内容
1
使用
对生产中指定的生产基板数量每张进行验证检查。
2
间隔
设置生产中进行间隔验证检查的生产基板数量。

第 2 部 功能详解篇 第 8 章 机器设置
8-70
8-4 简易控制
从手动控制、机器设置、自动校准、MS 参数的操作区域选择「简易控制」,即可打开以下简易控制的
主画面。
主画面中有[Head 控制]、[单元 1]、[单元 2]、[MSP]、[MSP(OCC)]选项卡,在[Head 控制]选项卡中
可使用[ 选择设备 ]按钮、[ 控制单元 ]按钮与 [ 轴类型 ]按钮移动指定的控制单元,进行 Head 吸嘴的
空气控制、OCC 照明控制、HMS 传感器控制。
在[单元 1]选项卡中,可进行 ATC、支撑台、安全盖(安全罩)锁定、传送控制。
在[单元 2]选项卡中,可进行 MTS 的控制。
在[MSP]选项卡中,可进行返回原点、主电路电源、真空台、吸嘴上升汽缸的控制。
在[MSP(OCC)]选项卡中,可按 OCC 基准进行轴移动,显示的控制。