RX-6 使用说明书 用户使用 Rev11.pdf - 第1062页
第 2 部 功能详解篇 第 12 章 选项组件 12 - 120 12 - 13 -8- 2 转印装置单元设定 进行 转印装置 的各项设定。 1 ) 请从机器设置 画面菜单 选择 [ 单元设定 ] - [ 转印 装置 ] 。 (1) 设定项目 对 直线型 、 旋转型 转印装置 的 功能 进行设定 。 No. 项目 设定内容 1 助焊剂 剩余量警告 次数 设定 生产 中 的助焊剂剩 余量 警告次数。 设定为「 0 」 时,不进行剩余量警告…
第 2 部 功能详解篇 第 12 章 选项组件
12-119
12-13-8 机器设置
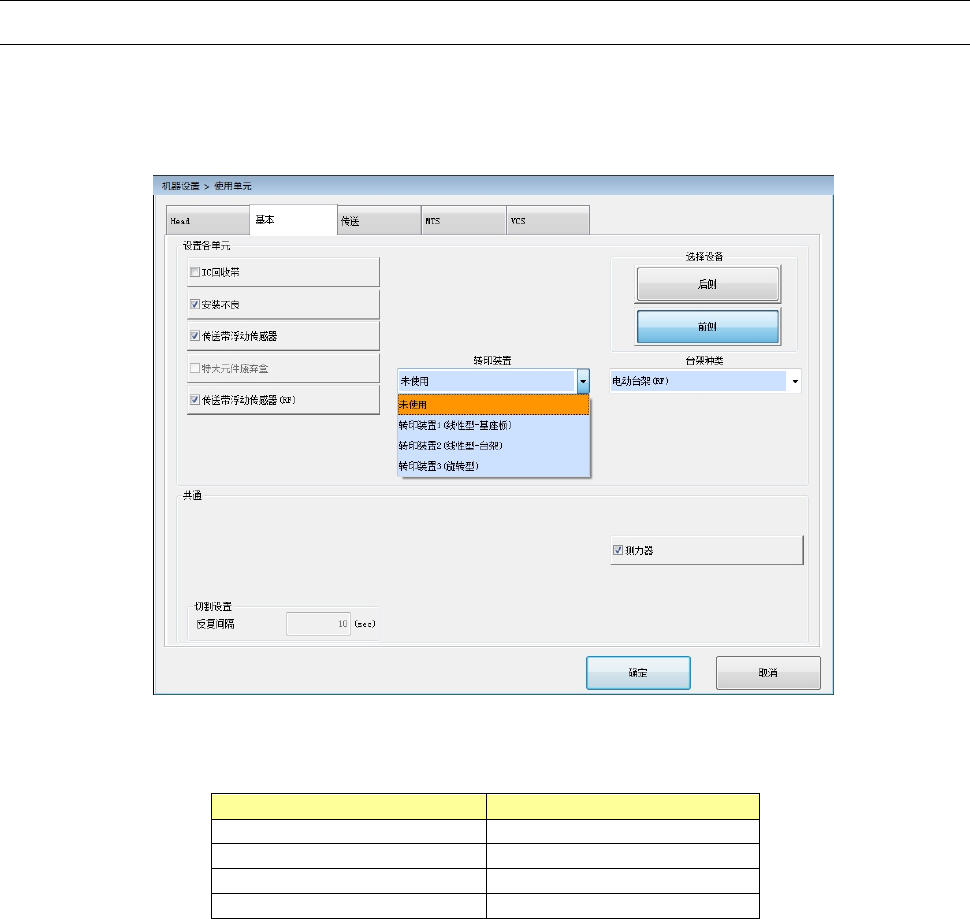
12-13-8-1 使用单元
使用转印装置时,必须设定「机器设置」。
1) 请从机器设置画面菜单选择[使用单元]-[基本]。
选择[转印装置]的组合框,指定要使用的转印装置类型。
默认为未使用。可选择的转印装置类型如下所示。
显示名
转印装置类型
未使用
未使用
转印装置 1(直线型-基座)
直线型(基座桥型)
转印装置 2(直线型-台架)
直线型(电动送料器台架型)
转印装置 3(旋转型)
旋转型
第 2 部 功能详解篇 第 12 章 选项组件
12-120
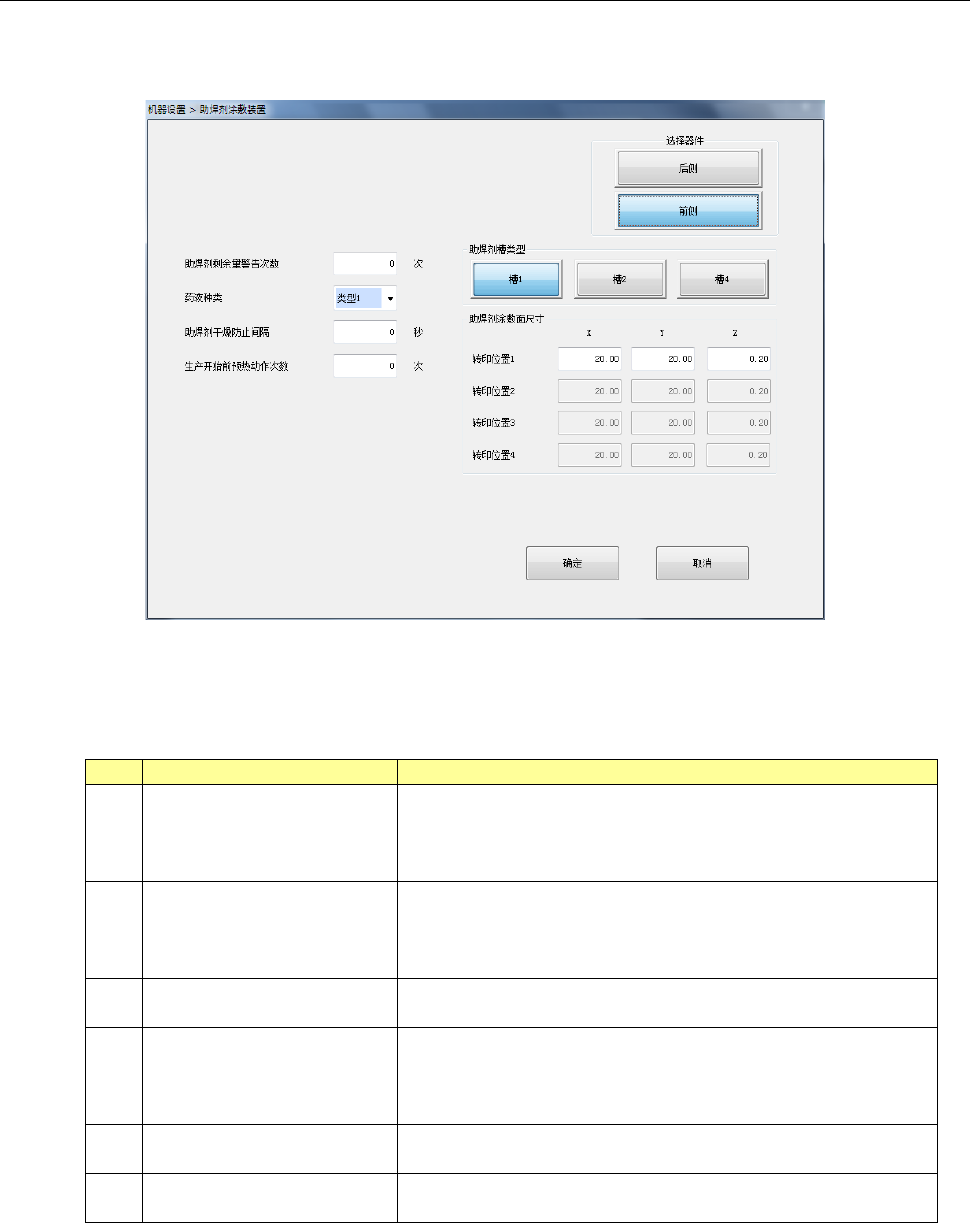
12-13-8-2 转印装置单元设定
进行转印装置的各项设定。
1)请从机器设置画面菜单选择[单元设定]-[转印装置]。
(1) 设定项目
对直线型、旋转型转印装置的功能进行设定。
No.
项目
设定内容
1 助焊剂剩余量警告次数
设定生产中的助焊剂剩余量警告次数。
设定为「0」时,不进行剩余量警告。
※基板夹紧时,使用次数比剩余量警告次数多时,会显示
警告提示信息。
2
助焊剂干燥防止间隔
(仅限直线型)
以时间(秒)设定助焊剂防干燥间隔。
设定为「0」时,不进行防干燥动作。
※未填充助焊剂时,请设定为“0”。
进行动作时,助焊剂板会与助焊剂容器磨损。
3
生产开始前预热动作次数
(仅限直线型)
设定生产开始前的助焊剂预热动作次数。
设定为「0」时,不进行预热。
4
沟槽数
(仅限直线型)
设定助焊剂沟槽数。
设定安装的转印板沟槽类型。
从 1 沟槽、2 沟槽、4 沟槽中选择。
(可更换转印板(助焊剂板))
5
助焊剂涂覆面尺寸
转印位置
请设定各沟槽塗布面尺寸。
(长度
・
宽度
・
深度)
6 药液种类
设定要塗布的药液种类。
塗布液 1,2,3・・10
第 2 部 功能详解篇 第 12 章 选项组件
12-121
(2) 设定方法
1)请使用单选按钮选择沟槽数。
2)请在编辑框中分别输入设定助焊剂剩余量警告次数、助焊剂干燥防止间隔、生产开始前预热动作
次数、转印位置。
3)转印位置的可设定数会根据沟槽数的选择而改变。
4)请从组合框里选择药液种类。
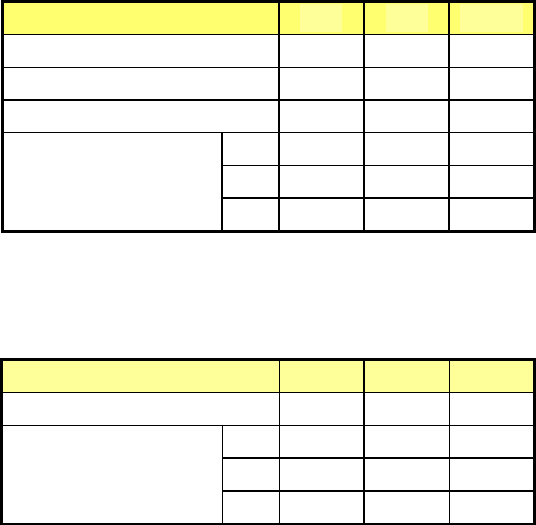
(3) 输入范围
1)直线型转印装置时
各项目的输入范围如下所示。
下限 上限 初始值
助焊剂剩余量警告次数 0
100000
0
助焊剂干燥防止间隔 0
3600
0
生产开始前预热动作次数 0
100
0
助焊剂涂覆面尺寸
X
0.00
30.00
20.00
Y 0.00
30.00
20.00
Z 0.00
1.00
0.20
2)旋转型转印装置时
各项目的输入范围如下所示。
下限 上限 初始值
助焊剂剩余量警告次数 0
100000
0
助焊剂涂覆面尺寸
X
0.00
30.00
20.00
Y 0.00
30.00
20.00
Z 0.00
1.00
0.20