RX-6 使用说明书 用户使用 Rev11.pdf - 第429页
第 1 部 基本篇 第 4 章 制作生产程序 4- 81 焊锡检查阈值 对仅在焊锡涂布 后进行图像识别时, 图像识别 中 使用的阈值 进行设定 。 图 像识别检查时, 可自动 取得。 转印 装置种类 选择 转印装置的种类 。 转印 版种类(助焊 剂槽类型) 选择 转印 版种类。 根据机器设置中 设定的沟槽类型,选择范 围会不同。 ・ 1 槽型 :转印位置固 定为 1 ・ 2 槽型 :转印位置可 从 1 、 2 中选 择 ・ 4 槽型 :…
第 1 部 基本篇 第 4 章 制作生产程序
4-80
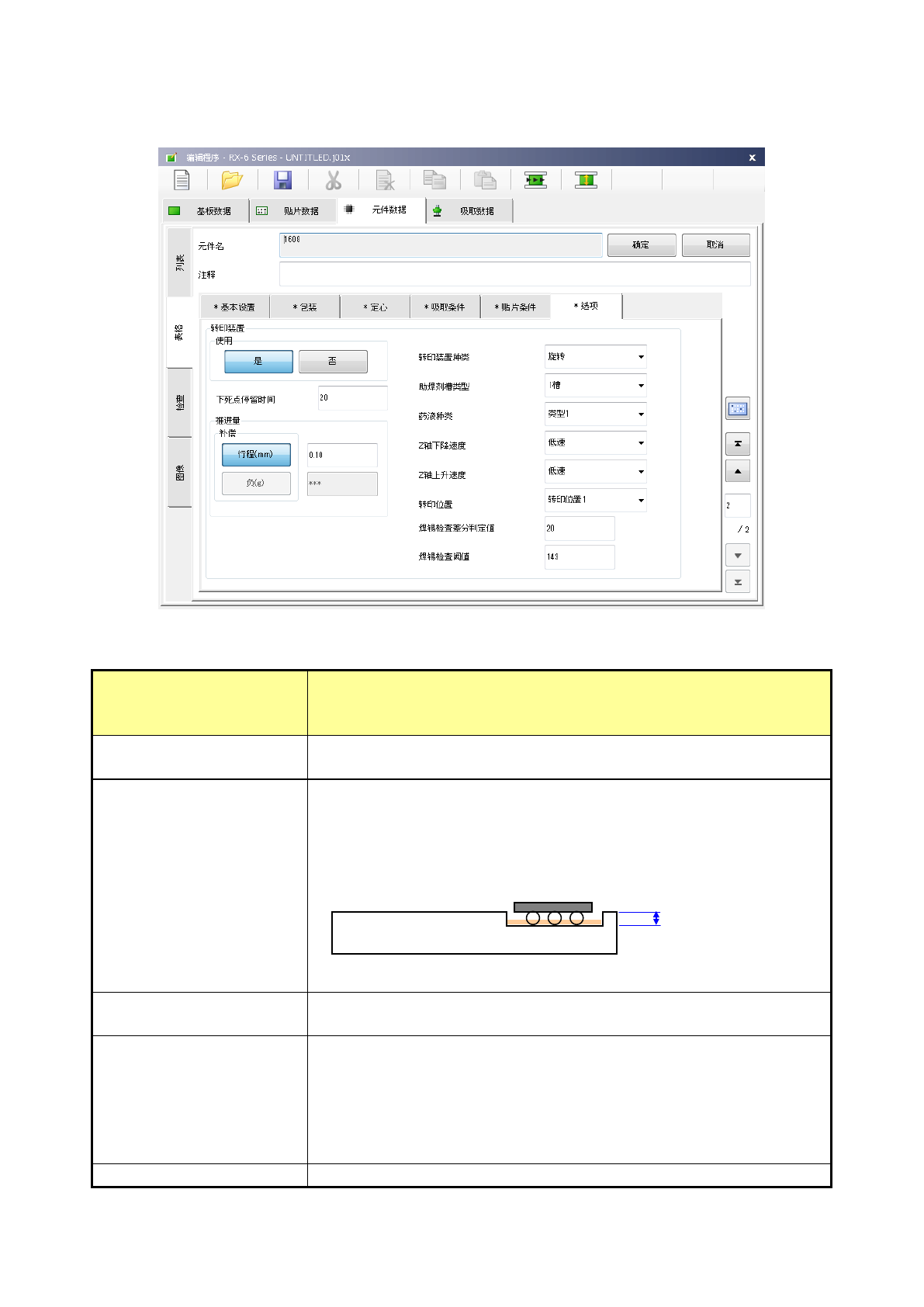
(6)选项
进行“选项”的有关设定。
1) 转印装置
要使用转印装置时,请进行设定。
指定为「是」时,请设定以下
数据。
设定项目
内容
下死点停留时间
输入在转印装置上将元件浸入助焊剂的时间、在旋转型转印装置上将元件
粘附焊锡膏的时间。
推进量
输入对于直线型转印装置、旋转ー型转印装置的元件推进量。控制方式从
行程(mm)/负荷(g)中选择。
推进量 = t (沟槽的深度) + α
α:由于焊球(Bump)径不尽相同,多设定 0.1mm 左右(α=0.1mm),助
焊剂、焊锡膏的转印量会较稳定。
Z 轴上升/下降速度
指定从转印装置将元件提上来时/降下去时的速度。
(选择负荷(g)输入时,下降速度会变为「FC 速 度 」。)
转印位置
选择转印位置 1~4。
根据机器设置中设定的沟槽类型,选择范围会不同。
・ 1 槽型:转印位置固定为 1
・ 2 槽型:转印位置可从 1、2 中选择
・ 4 槽型:转印位置可从 1、2、3、4 中选择
・ 旋转型转印装置:固定为 1
焊锡检查差分判定值 对焊锡涂布前后进行图像识别时,图像识别中使用的阈值进行设定。
t
第 1 部 基本篇 第 4 章 制作生产程序
4-81
焊锡检查阈值
对仅在焊锡涂布后进行图像识别时,图像识别中使用的阈值进行设定。图
像识别检查时,可自动取得。
转印装置种类 选择转印装置的种类。
转印
版种类(助焊剂槽类型)
选择转印版种类。
根据机器设置中设定的沟槽类型,选择范围会不同。
・ 1 槽型:转印位置固定为 1
・ 2 槽型:转印位置可从 1、2 中选择
・ 4 槽型:转印位置可从 1、2、3、4 中选择
药液种类 选择药液的种类。
第 1 部 基本篇 第 4 章 制作生产程序
4-82
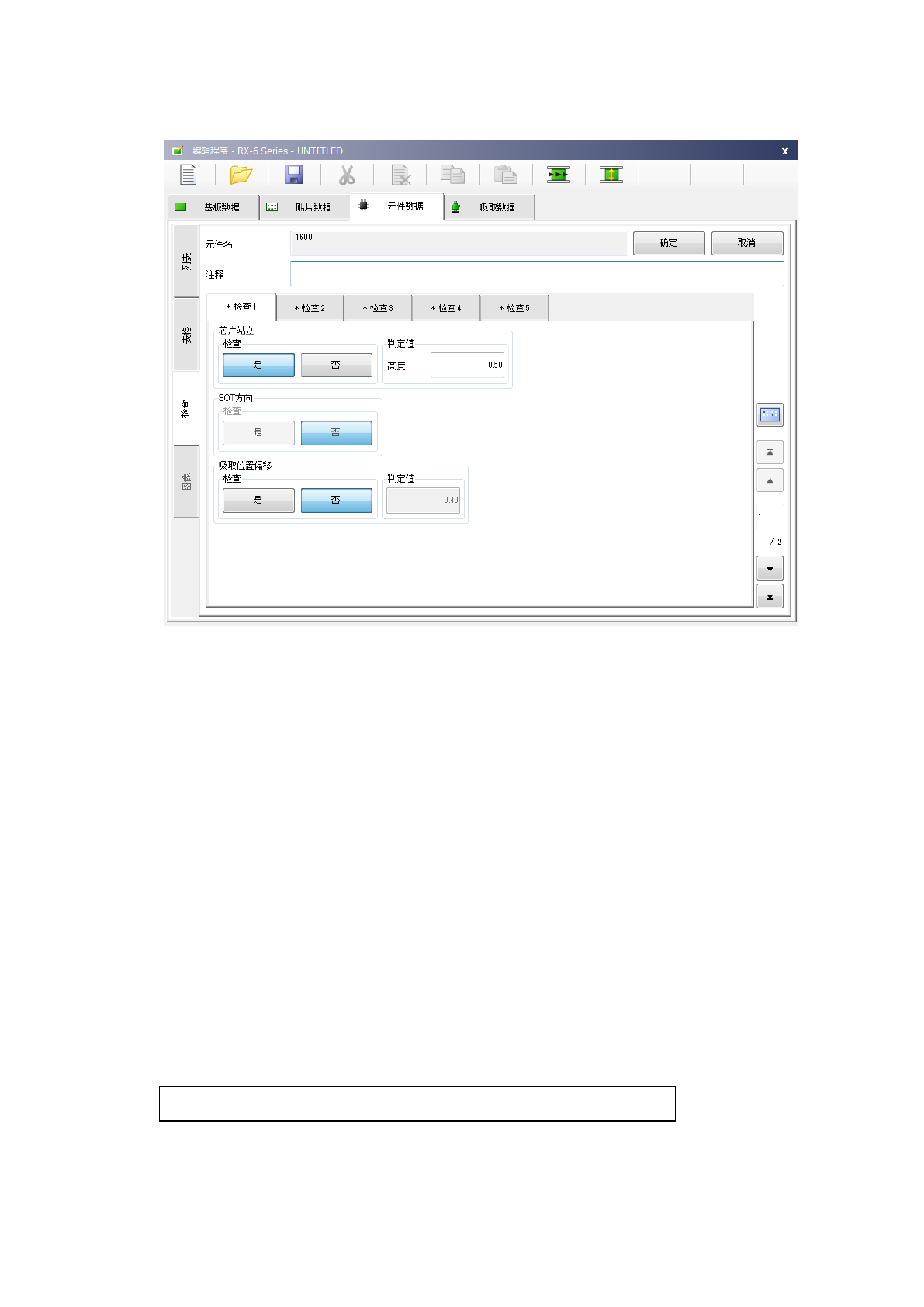
(7) 检查 1
对“芯片站立”、“SOT方向”、“吸取位置偏移”进行设置。
1) 芯片站立
指定是否对芯片站立进行检查。
通常对3216以下的芯片元件推荐执行检查,因此选择元件类别为「方形芯片」时,自动设置为[是]。
判定值根据已输入的元件高度尺寸计算并自动输入。
2) SOT方向(选项) / 元件方向
指定是否进行 3 端子引脚 SOT 的方向检查、或在通用图像元件中定义的 SOT 等元件方向检查。
可对生产前及元件用完后的最初元件的 SOT 方向进行检查。
主要用于检查元件是否挂错。
仅当元件类型为 SOT、或「引脚元件类型中元件要素组数为 3 以下、外引脚或内引脚的元件要
素为 2 以上」的通用图像元件时,才可以选择此项。
3) 吸取位置偏移
使用此项功能,可以检查元件中心偏离吸嘴中心是否超过判定值。
对需要使用吸取位置偏移检出功能的元件请选择[是],并输入判定值。
判定值的可输入范围为:0~元件外形的纵向尺寸。(元件供应角度为90°、270°时,元件的外形
尺寸为横向。)
检查设置为[是]时,默认判定值为:
设定值,在编辑程序的环境设置中进行设置。默认值为 50(%)。
元件外形纵向尺寸(或外形横向尺寸)÷2×(设定值/100)