RX-6 使用说明书 用户使用 Rev11.pdf - 第1080页
第 2 部 功能详解篇 第 12 章 选项组件 12 - 138 12 - 13 - 15 - 3 生产执行画面 在生产执行画面 中,可确认 「 助焊剂(转印装置 )使用 次数 」及「 ( 转印装置 ) 剩余量 警告次数 」。 12 - 13 - 15 - 4 助焊剂 防干 燥动作 (为 防止助焊剂 干燥) 当一定 时间 未进行助焊 剂开闭时, 助焊剂涂覆装置单元 会 自动开闭 。 助焊剂 防干燥动作 的时间监视, 从系统启 动 起 至…
第 2 部 功能详解篇 第 12 章 选项组件
12-137
12-13-15 生产画面
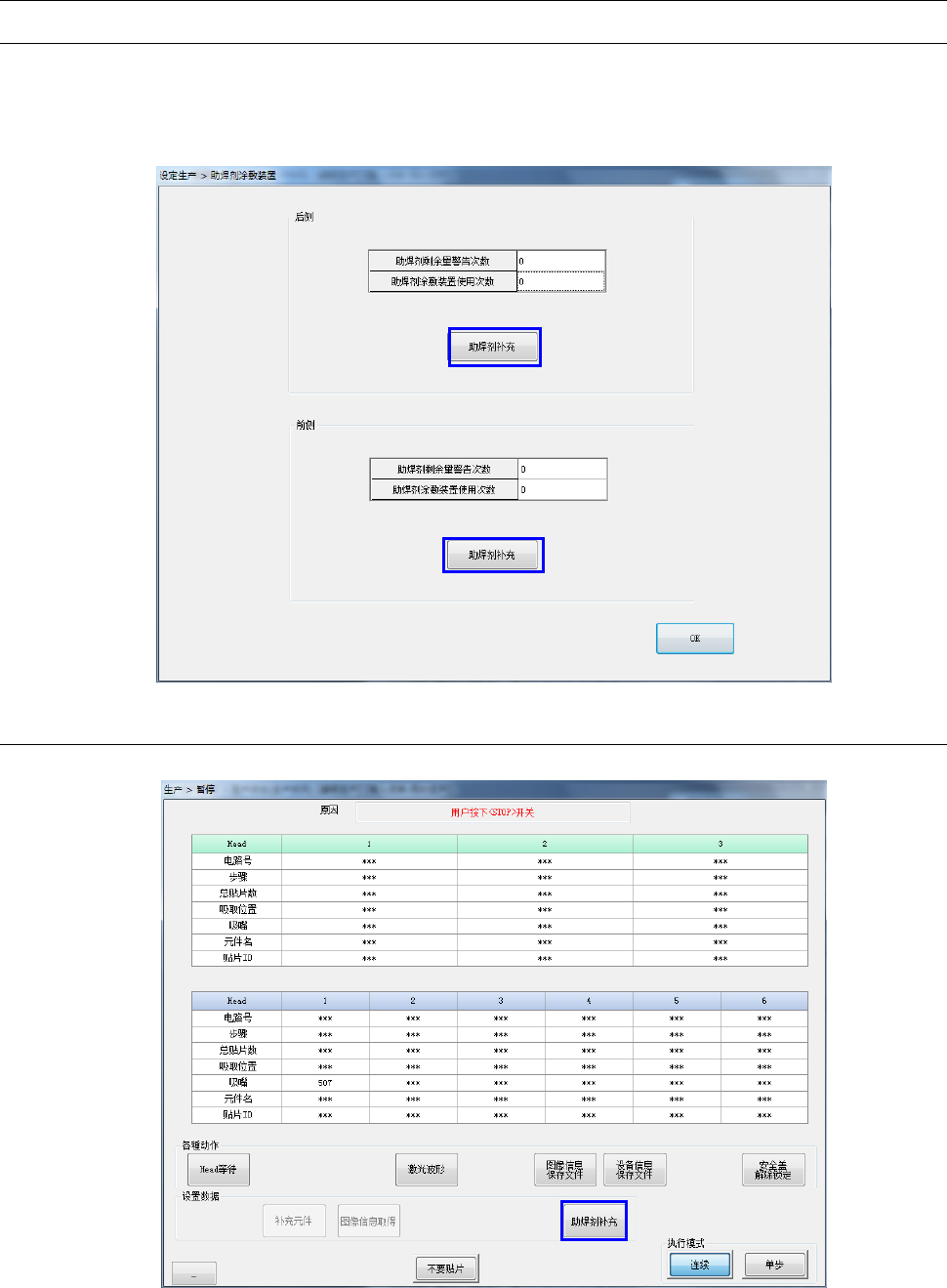
12-13-15-1 生产前助焊剂/焊锡补充
在生产前已补充助焊剂/焊锡时,可从生产条件画面清除转印装置使用次数。
从生产条件画面选择「生产辅助」-「转印装置」,即显示以下对话框。
选择「助焊剂补充」,转印装置使用次数即被清除。
12-13-15-2 生产暂停中的助焊剂/焊锡补充
生产中助焊剂用完时,选择暂停对话框的「助焊剂补充」,即可清除转印装置使用次数。
第 2 部 功能详解篇 第 12 章 选项组件
12-138
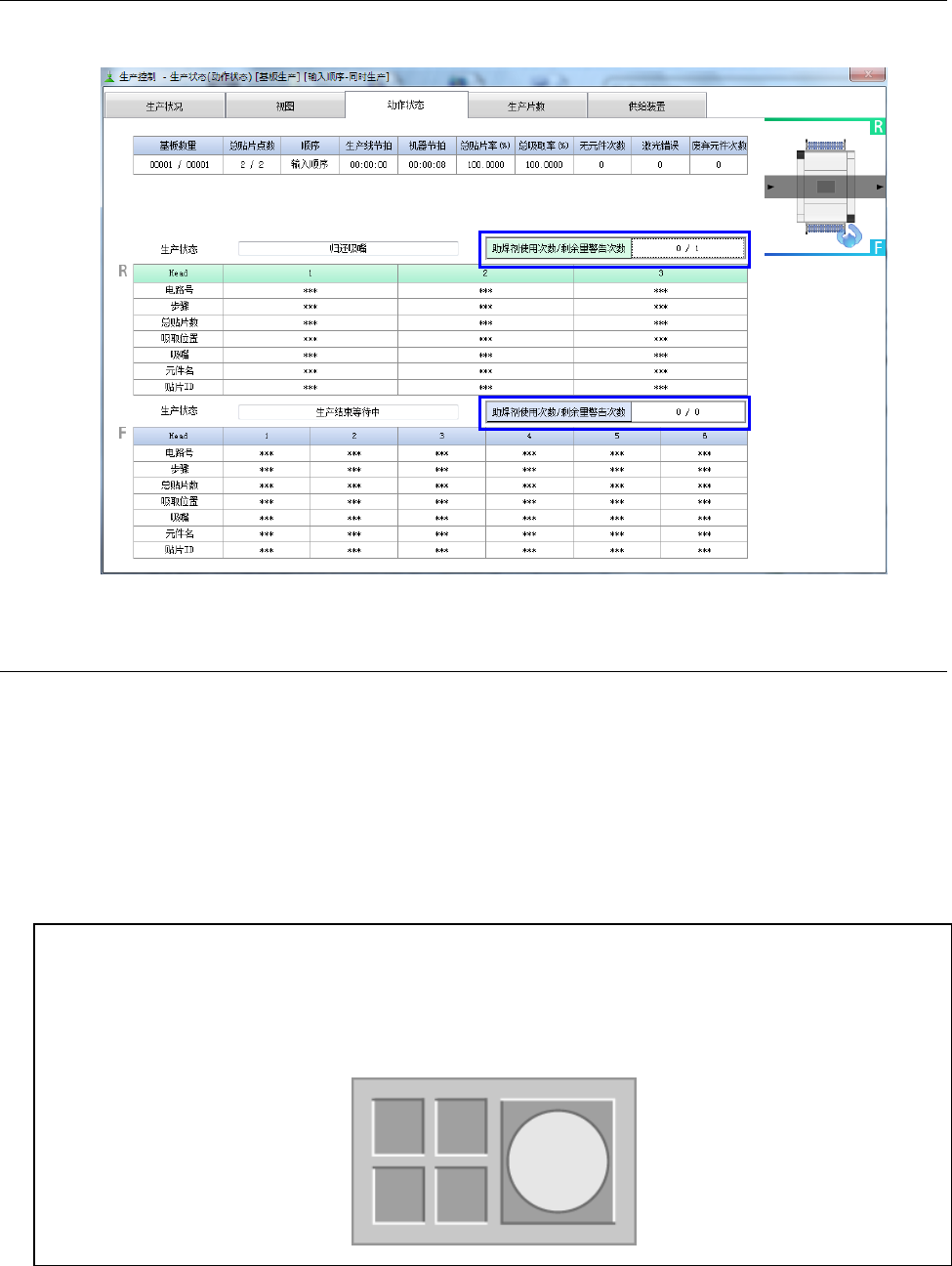
12-13-15-3 生产执行画面
在生产执行画面中,可确认「助焊剂(转印装置)使用次数」及「(转印装置)剩余量警告次数」。
12-13-15-4 助焊剂防干燥动作
(为防止助焊剂干燥)当一定时间未进行助焊剂开闭时,助焊剂涂覆装置单元会自动开闭。
助焊剂防干燥动作的时间监视,从系统启动起至系统关闭是自动运行的,在生产过程中,助焊剂涂覆装置
没有在动作中时,也会进行助焊剂防干燥动作。
但是返回原点未完成时、护罩打开时、手动控制或显示操作选项画面时,不会进行动作。
防干燥功能默认为不执行此功能的状态。
在机器设置中,可通过设定防止干燥动作间隔时间,开启此功能。
※未填充助焊剂时,为了防止助焊剂容器与助焊剂外罩的磨损,请将机器设置的“助焊剂防干燥间隔”的
时间设定为“0”。( 参见 8-3-6-9 转印装置(选项))
<自动优化转印功能>
助焊剂涂覆装置设定为 2 沟槽、4 沟槽型,且助焊剂塗布面尺寸的长、宽、深度同等时,
对其他沟槽是否与元件数据的「选项」中设定的转印位置同等尺寸,均由软件自动判断使用,从而
可减少助焊剂涂覆装置开闭动作次数、提高节拍。
在如下 4 沟槽型的助焊剂板中,①、②、③、④的沟槽尺寸全部相等时,在元件数据中即使指定①
也会将 4Head 的转印位置按照①、②、③、④自动优化配置,进行转印动作。
③ ①
② ④
第 2 部 功能详解篇 第 12 章 选项组件
12-139
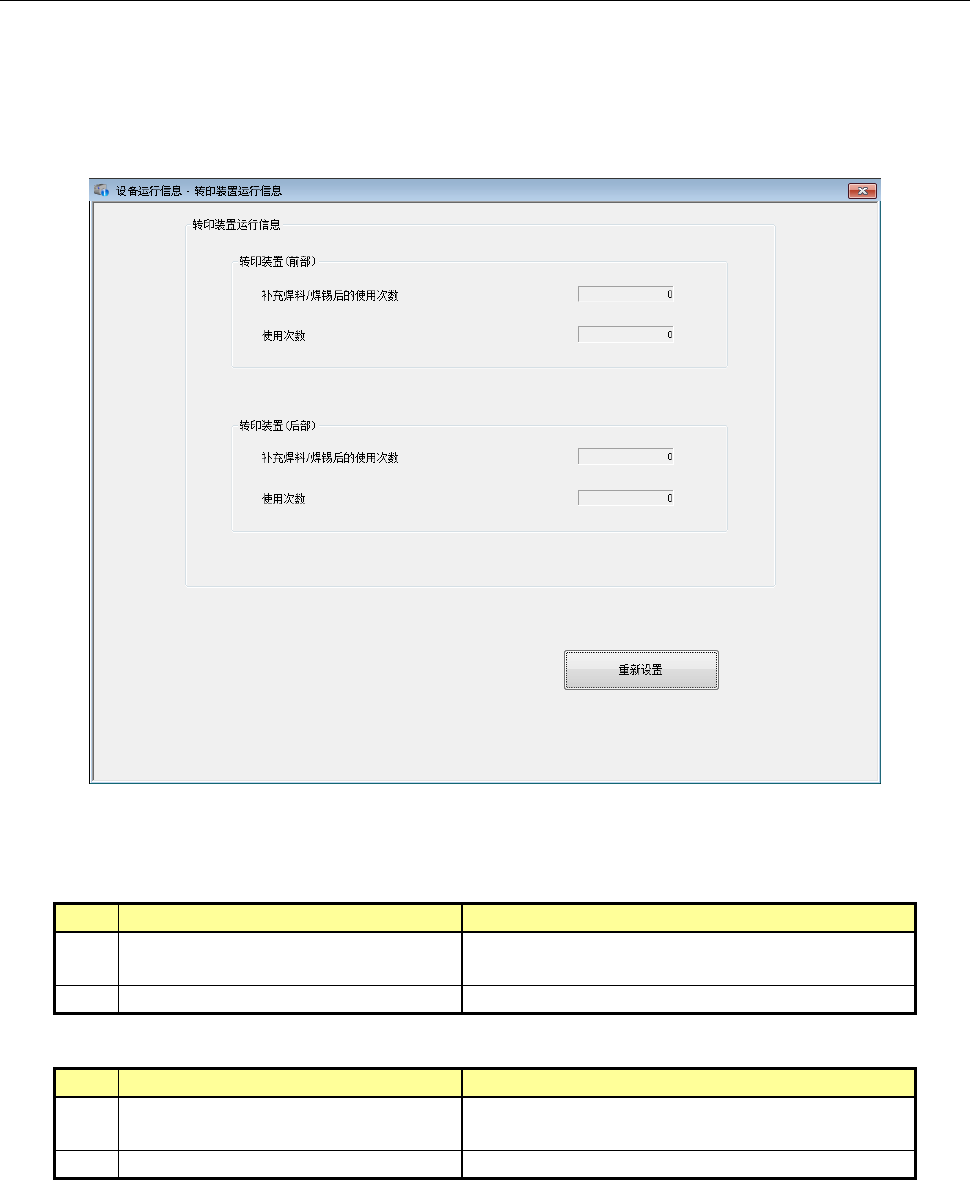
12-13-16 装置运行信息
选择主菜单的[识别·检查]-[转印装置运行信息],即显示转印装置运行信息画面。
仅直线型转印装置选项、旋转型转印装置选项安装机会显示此项。
选择画面下部的「重新设置」按钮,可清除转印装置运行信息。使用剩余量警告次数时,
请务必在补充助焊剂/焊锡膏时进行清除。
(1) 转印装置运行信息
<直线型转印装置>
No
项目
内容
1 补充焊料/焊锡后的使用次数
用于计算助焊剂的剩余量警告。
(助焊剂补充时务必重置。)
2 使用次数 计算直线型转印装置的总动作次数
<旋转型转印装置>
No
项目
内容
1 补充焊料/焊锡后的使用次数
用于计算焊锡的剩余量警告。
(焊锡补充时务必重置。)
2 使用次数 计算焊锡转印的总动作次数。