RX-6 使用说明书 用户使用 Rev11.pdf - 第987页
第 2 部 功能详解篇 第 12 章 选项组件 12 - 45 ·重试列表停止 对话框 ① 请勿用手打开 切割机单元的导轨部位, 也不要把手伸入内部。 切割机刀刃的可 动部位可能会切到手指等 ,造成伤害。 ② 请勿在切割机 单元上放置物品,或施加 压力。 可能导致切割机 单元的导轨及盖子变形, 碰撞或运行不良,发出异 响。 注意
第 2 部 功能详解篇 第 12 章 选项组件
12-44
12-7-2-4 生产
在机器设置的「选项使用单元」中“切割机”已被勾选时,在生产中,设在电动式供料器用统一更
换台台架上的切割机,会按一定的周期工作。
(1) 切割动作的定时
开始生产后,按一定周期运转料带切割机,如结束生产,料带切割机的动作即结束。
1) 停止切割动作定时
在以下的状态下,将停止周期性的料带切割动作。
・ 暂停时
・ 非生产时
2) 单次切割动作定时
在以下的定时中,进行 1 次料带切割动作。
・ 生产结束时
・ 暂停时
・ 生产中间解锁把被解除时
・ 按下暂停画面上的[切割机]按钮时
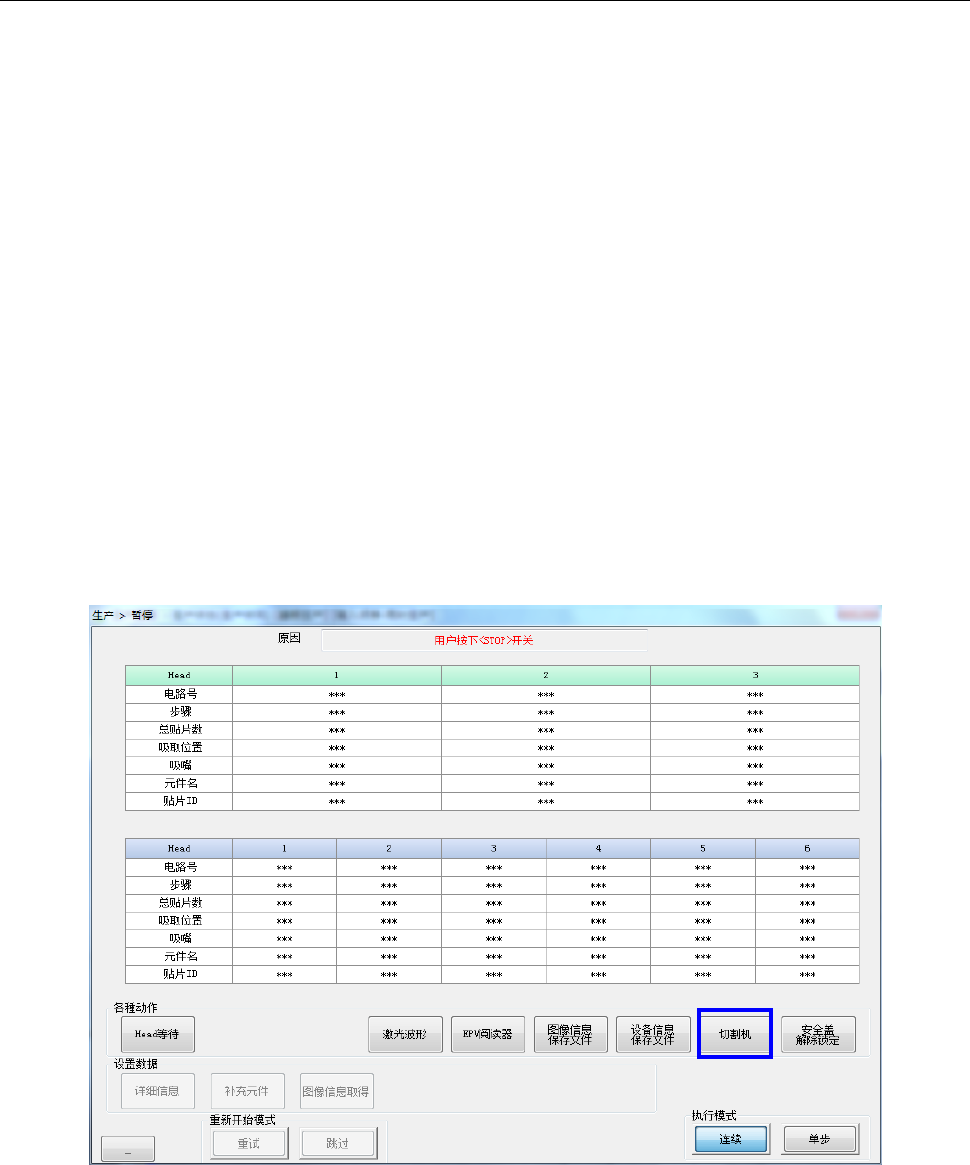
(2) [切割机]按钮
暂停画面上会显示[切割机]按钮。
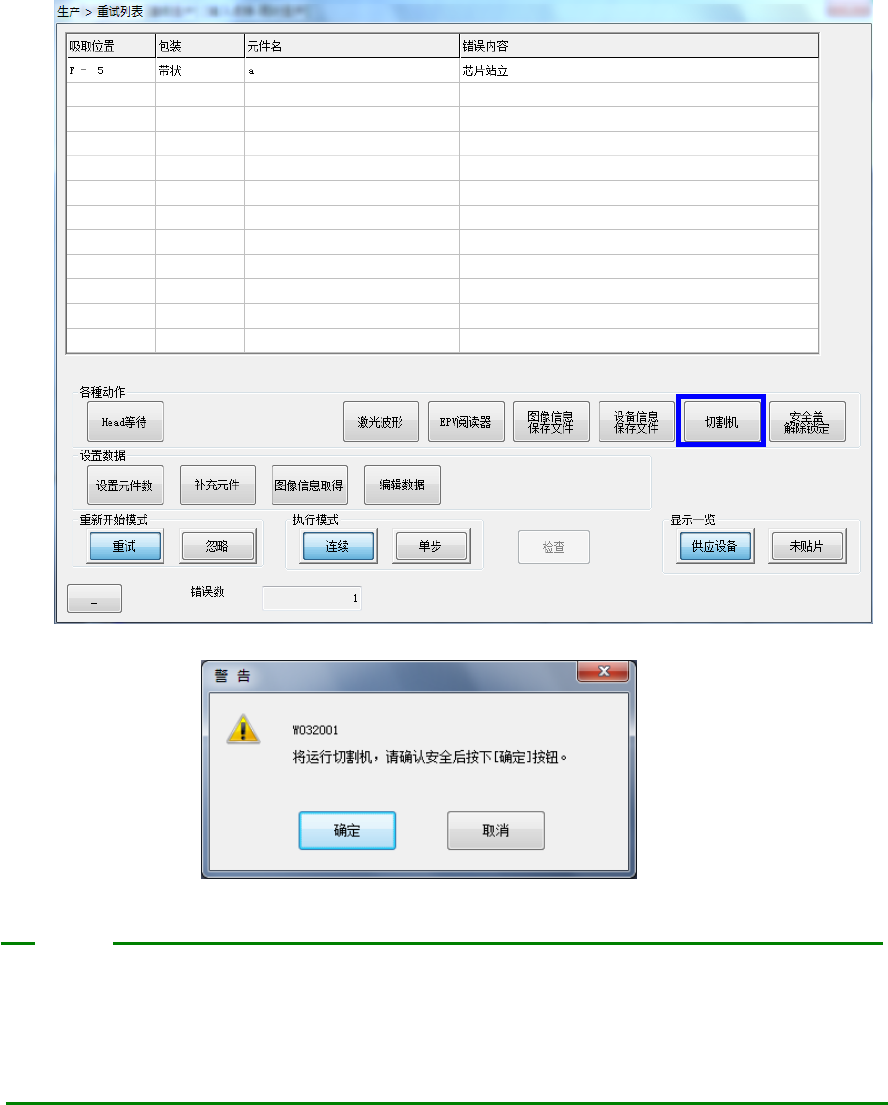
按下[切割机]按钮后,将显示警告信息,此时若按下[确定]即进行切割动作。
·暂停对话框
第 2 部 功能详解篇 第 12 章 选项组件
12-45
·重试列表停止对话框
①请勿用手打开切割机单元的导轨部位,也不要把手伸入内部。
切割机刀刃的可动部位可能会切到手指等,造成伤害。
②请勿在切割机单元上放置物品,或施加压力。
可能导致切割机单元的导轨及盖子变形,碰撞或运行不良,发出异响。
注意
第 2 部 功能详解篇 第 12 章 选项组件
12-46
12-8 识别焊锡印刷补偿贴片位置
12-8-1 功能概要
具有 BOC 标记(焊盘)识别的坐标系和识别焊锡的坐标系,可以逐个贴片点分开使用某一个坐标系进
行贴片。当由于印刷电路板的伸缩而发生镀锡偏离时,将芯片元件等贴装到焊锡上,就可以利用自定
位调准效果起到提高回流焊后贴片位置精度的作用。
12-8-2 规格
12-8-2-1 识别对象
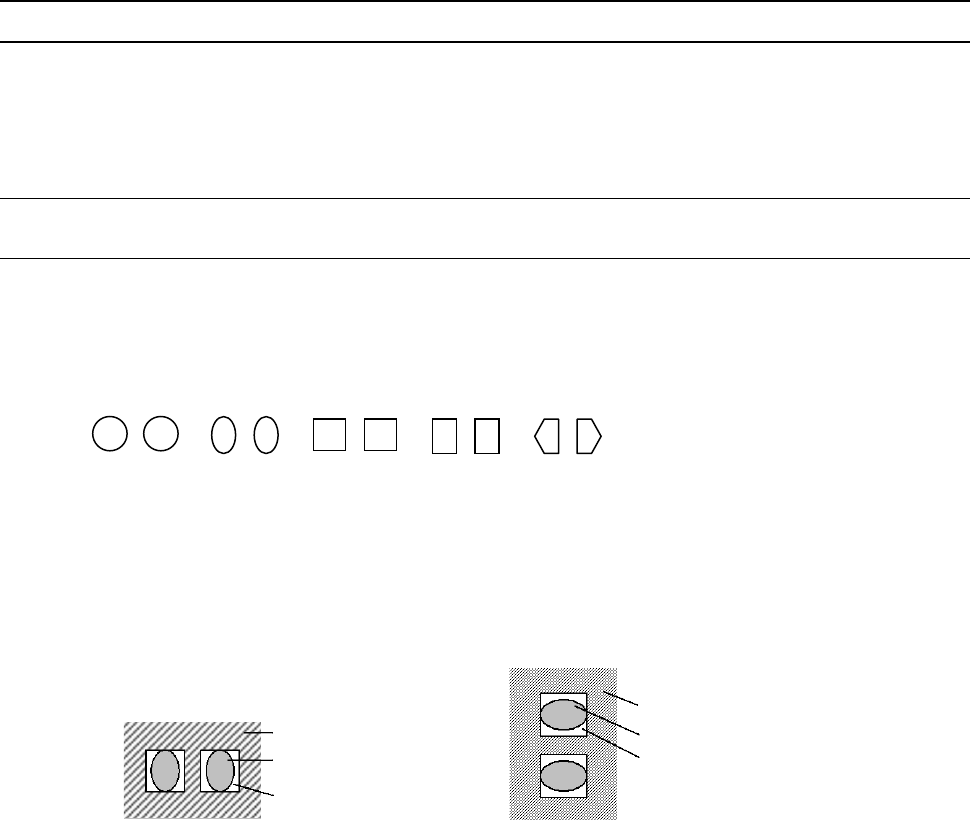
① 对象的焊锡形状
在印刷基板焊盘上印刷的方形芯片用 2 点一组的对称形状的膏状焊锡。
※焊锡印刷形状必须呈对称形状。不呈对称形状的无法检测出准确的校正量。
形状必须是圆、椭圆、正方形、长方形、五角形。
(※其他形状,需进行识别确认)
② 对象焊锡尺寸
0402、0603、1005、1608、2012、3216
※ 但是,必须可从 1 对焊锡获得短边 0.16mm 以上、长边 3.2mm 以下的图像。
※ 应已经做到稳定印刷。
③ 对象焊锡姿势
0°、90°、180°、270°(与摄像机的角度误差在±3°以 内 。)
<焊锡姿势 0°、180°> <焊锡姿势 90°、270°>
④ 对象基板的材质及焊盘材质
·基板材质:树脂、纸酚醛、柔性材、陶瓷
·焊盘材质:金、铜、Solder Leveler。
※必须与焊膏有明显的对比度。如果焊锡的印刷状态或丝网印刷、图案等,因基板状态检测领域的某些
部分与焊锡的亮度几乎同等,而不能取得焊锡单独的明亮映像时,可能无法识别补偿值。
在这种情况下,需要重新设置可取得显著对比度的位置。
基板
焊锡
焊盘
基板
焊锡
焊盘