RX-6 使用说明书 用户使用 Rev11.pdf - 第592页
第 1 部 基本篇 第 4 章 制作生产程序 4- 244 2) 吸取位置 显示当前吸取位 置的吸取信息。 a) 包装 显示跟踪中元件 的包装方式。 b) 安装孔、通 道号 显示跟踪中元件 的安装孔的位置,如果是 管式供料器,则显示通道 号。 c) 台架 显示吸取位置的 台架。 d) 供应角度 显示供应角度。 e) 托盘角部 编号 托盘供料器时, 显示托盘角部编号。 f) 元件名 显示跟踪中的元 件名称。 g) 输送间隔 要变更电动 供…
第 1 部 基本篇 第 4 章 制作生产程序
4-243
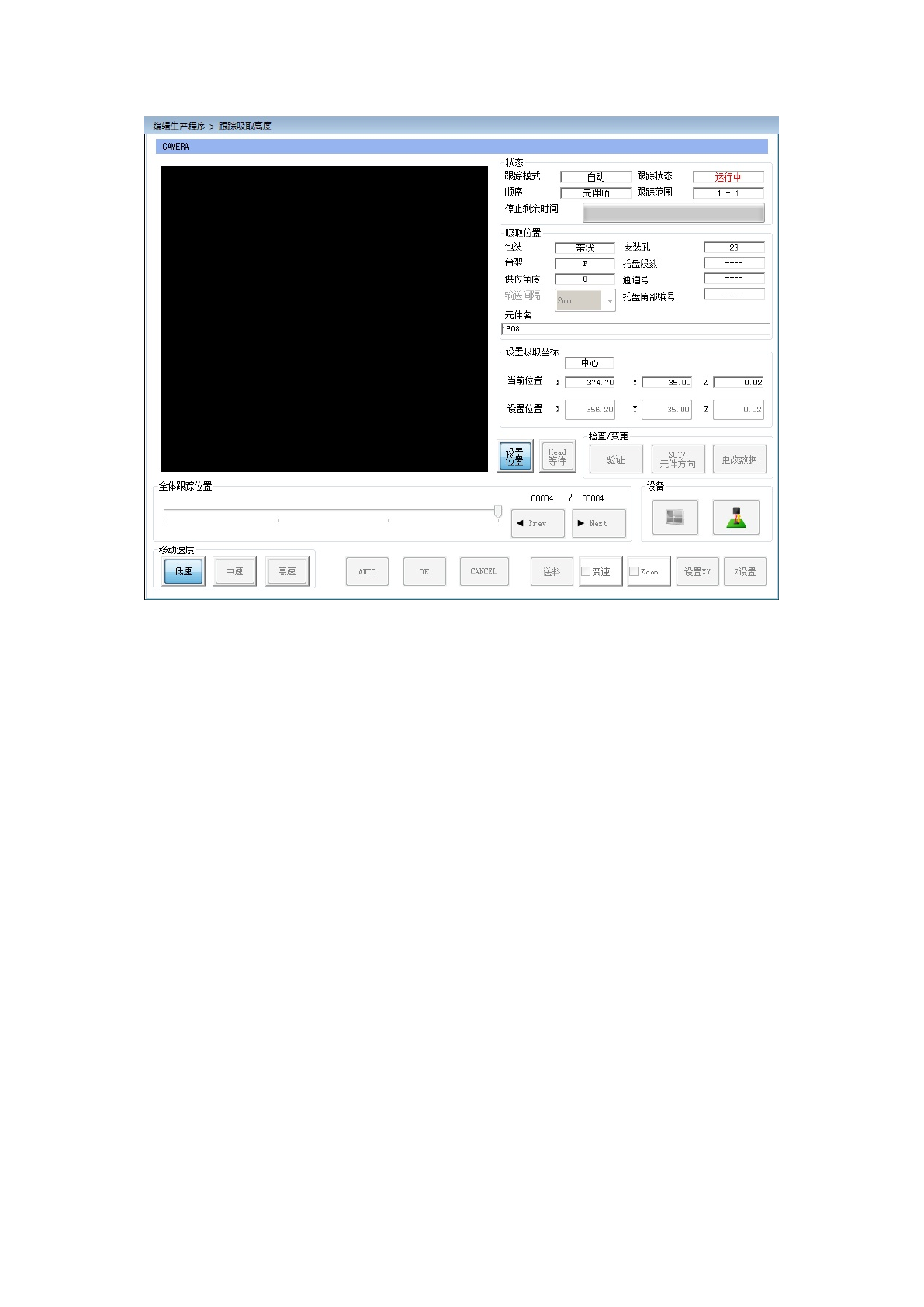
各吸取高度跟踪中显示如下的画面。
1) 状态
a) 跟踪模式
显示设置的输送方法是[手动]还是[自动]。
b) 顺序
显示设置的跟踪顺序是[供料器顺序]还是[元件顺序]。
c) 跟踪范围
显示对元件号中从几号开始到几号结束的元件进行跟踪。
或对哪个供料器台架进行跟踪。
d) 跟踪状态
「移动中」表示轴正在移动中。
「暂停」表示处于自动传送暂停中。
「停止」表示手动输送时或有意识的停止。
「轴退避中」表示正在将轴移动到安全位置。
e) 停止剩余时间
显示自动输送的临时停止剩余时间。
第 1 部 基本篇 第 4 章 制作生产程序
4-244
2) 吸取位置
显示当前吸取位置的吸取信息。
a)包装
显示跟踪中元件的包装方式。
b)安装孔、通道号
显示跟踪中元件的安装孔的位置,如果是管式供料器,则显示通道号。
c)台架
显示吸取位置的台架。
d)供应角度
显示供应角度。
e)托盘角部编号
托盘供料器时,显示托盘角部编号。
f)元件名
显示跟踪中的元件名称。
g)输送间隔
要变更电动供料器的输送间隔时设置。允许选择跟踪中的电动供料器能够设置的输送间
隔。
3) 设置吸取坐标
a)当前位置
是跟踪中的元件吸取位置的 XYZ 坐标。
元件位置,显示元件的 4 角或吸取位置的中央。
CENTER: 显示元件的中央。
TOP-L: 显示元件的左上角。
TOP-R: 显示元件的右上角。
BTM-L: 显示元件的左下角。
BTM-R: 显示元件的右下角。
b) 设置位置
设置位置是指在生产程序里设置的吸取坐标。
坐标值可手动输入,或通过示教进行变更。
4) 检查
可以检查及更改数据。
a)验证
进行验证检查(选购项)。
详细情况请参见4-5-6-5 吸取位置/吸取高度 (11) 跟踪中的验证检查(选购项)。
b)SOT/元件方向
进行 3 向引脚 SOT 的方向检查(选购项)或通用图像元件的元件方向检查。
详细说明请参见4-5-6-5
吸取位置/吸取高度 (10) 跟踪中的 SOT 方向检查(选购项)/元件
方向检查。
c)更改数据
可以更改部分元件数据。
详细情况请参见第 2 章 2-11-2 数据变更。

第 1 部 基本篇 第 4 章 制作生产程序
4-245
5) 全体跟踪位置
跟踪位置会随着进度一点一点前进。
在停止时,可以通过自由地移动滑动条返回到前面、或推进到后面。
另外,按[Prev]按钮会返回到前一个贴片点,按[Next]按钮或<START>开关会移动到下一个贴片
点。
6) Zoom
勾选[Zoom]复选框,当操作选项中设置了[示教时进行数字放大]选项时,可以放大显示叠加的摄
像机图像。
元件外形尺寸的长边为 2.26mm 以上时,不论操作选项的设定如何,都不能放大显示。
而且,贴装角度 + 电路角度为 0 / 90 / 180 / 270°以外时,也不能放大显示。
可根据元件的外形尺寸,把放大比例切换如下。
・勾选放大4倍时:(在操作选项中必须设置为[使用 4 倍放大]。)
长边尺寸为 2.25~1.11mm 时,放大 2 倍显示。
长边尺寸为 1.10~0.01mm 时,放大 4 倍显示。
・未勾选放大4倍时:
长边尺寸为 2.25~0.01mm 时,放大 2 倍显示。
7) 送料
对在安装孔位置里显示的供料器进行送料。
8) 自动
使用摄像机识别空洞,自动示教中心位置。
9) 确定/取消
在手动输入或通过示教变更坐标值后,此项才有效。
按下[确定]按钮时,XY 坐标即被保存到贴片数据里。
不需要保存变更的数值时,请按下[取消]按钮。
若按[取消]
按钮时,如果示教中坐标正在移动,则会返回原来的设定位置。