RX-6 使用说明书 用户使用 Rev11.pdf - 第982页
第 2 部 功能详解篇 第 12 章 选项组件 12 - 40 ( 2 )元件数据的 制作 ◇ 制作示例 ① 设定吸 嘴编号 ② 输入夹 式 吸取位置控制 信息 详细情况请参见 「第 4 章 制作生产程序」的「 4- 3-5-2 ( 3 ) 定心 」的 “ ⑤ 夹式吸嘴 数据 ” 。 ③ 激光高度 使用夹式吸嘴时必须注意 。 通常,吸 嘴的「 激光高度 」 中应输入从元件表 面到激光投 射面的距离,而 夹式吸嘴 则应以固 定侧臂的吸嘴前…
第 2 部 功能详解篇 第 12 章 选项组件
12-39
12-6-3 使用方法
(1)在机器设置时,从夹式吸嘴附件的 USB 存储器读入夹式吸嘴的信息。
当购买的特殊吸嘴没有附带 USB 存储器时,或 USB 存储器出现故障、丢失时,请浏览
D:\JUKI\DATA\Custom\Nzl。( 800 多号是夹持吸嘴的 INI 文 件 。)
* 只要读入一次即可保存到机器中,不必每次进行读入。
◇ 从机器设置画面菜单选择[吸嘴]-[读吸嘴数据],从下述画面中读入夹式吸嘴信息文件。
(参见「8-3-2-2 读入吸嘴数据」)
第 2 部 功能详解篇 第 12 章 选项组件
12-40
(2)元件数据的制作
◇ 制作示例
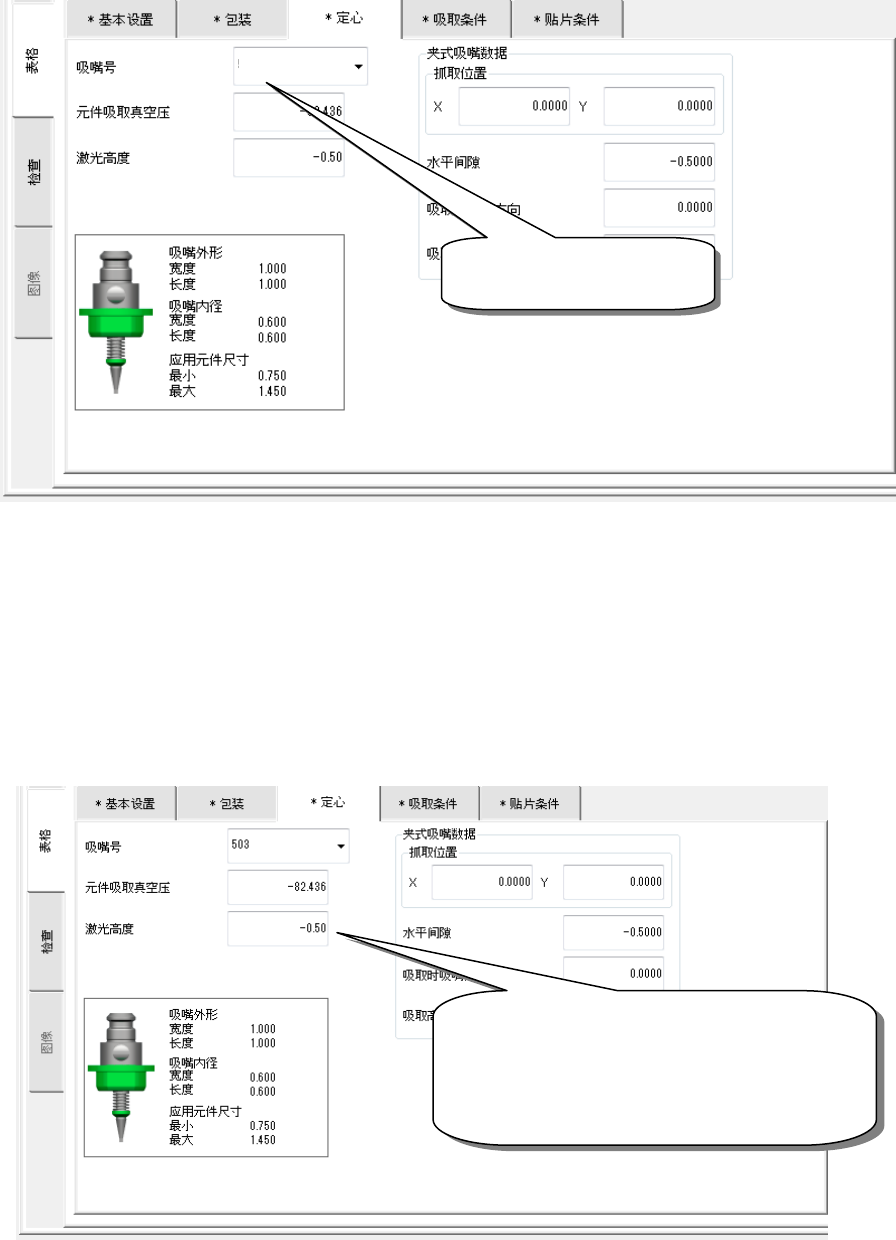
①设定吸嘴编号
② 输入夹式吸取位置控制信息
详细情况请参见「第4章 制作生产程序」的「4-3-5-2(3)定心」的“⑤夹式吸嘴数据”。
③ 激光高度
使用夹式吸嘴时必须注意
。
通常,吸嘴的「激光高度」中应输入从元件表面到激光投射面的距离,而夹式吸嘴则应以固
定侧臂的吸嘴前端为基准,输入激光投射的距离。
夹持吸嘴编号为
800 多号。
指定从吸嘴前端到激光面距离。
大致设定尺寸:
-
(
元件高度-
3.5mm)
/
2,
根据引脚的位置进行微调。
画面 例: -(6.8-3.5)/2=-1.65
800
第 2 部 功能详解篇 第 12 章 选项组件
12-41
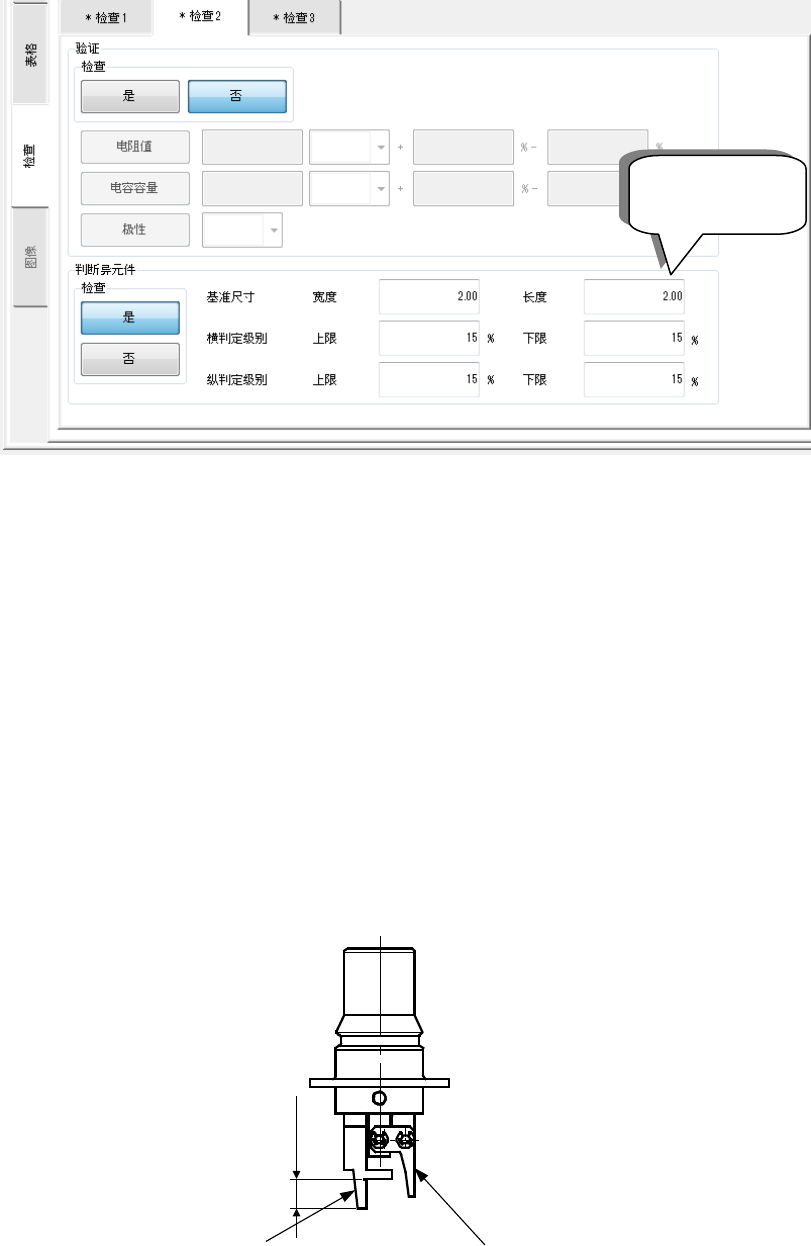
④ 检查异类元件时的注意事项
指定检查异类元件时,请注意基准尺寸。
◆基准尺寸为激光投射面的模部尺寸,与包括引脚在内的外形尺寸不同。
(3) 吸取数据
吸取数据与使用普通吸嘴时相同。因此无需示教夹臂的位置或到元件表面顶靠部分的高度等。
· XY坐标:
以元件中心为基准。移动到[夹持位置]、[水平间隙]、[固定臂的偏移量]校正后的坐标。为了在
生产中吸取时包含臂长度补偿量,示教时要使夹式吸嘴的臂尖端在元件侧面以外的位置。从
摄像机示教开始, 在示教中切换到头部时,不包含校正值。
· Z坐标:
以吸嘴尖端(固定臂尖端=与通常的吸嘴尖端同一高度)为基准。
因为在生产时吸取包含臂长度补偿量,示教时要求使夹式吸嘴的臂尖端位置在元件上部的高
度。
(4)在 ATC 上的安装方向
将夹式吸嘴安装到ATC上,使从正面看ATC装置时,夹式吸嘴的固定臂(图①)在后侧,摇臂(图②)
在前侧。
つめ深さ
②
①
卡爪深度
激光投射模部
的纵向尺寸。