RX-6 使用说明书 用户使用 Rev11.pdf - 第1072页
第 2 部 功能详解篇 第 12 章 选项组件 12 - 130 12 - 13 - 11 编辑程序 在元件数据的 “ 选项 ” 中,进行转印装置 的 动作设定 。 仅可对定心方式 为 图像 的元件进行 设定 。 < 直线型转印 装置 时> 项目 内容 使用 设定「是」 、 「否」使用助焊剂涂 覆 动作 。 初始 设定 为「否 」。 下死点停留时间 对助焊剂 转印 时, Head 的 Z 轴 下降 后 的等待时间进行 设定。 推进量 设…
第 2 部 功能详解篇 第 12 章 选项组件
12-129
12-13-10-2 跟踪检查(检查动作)
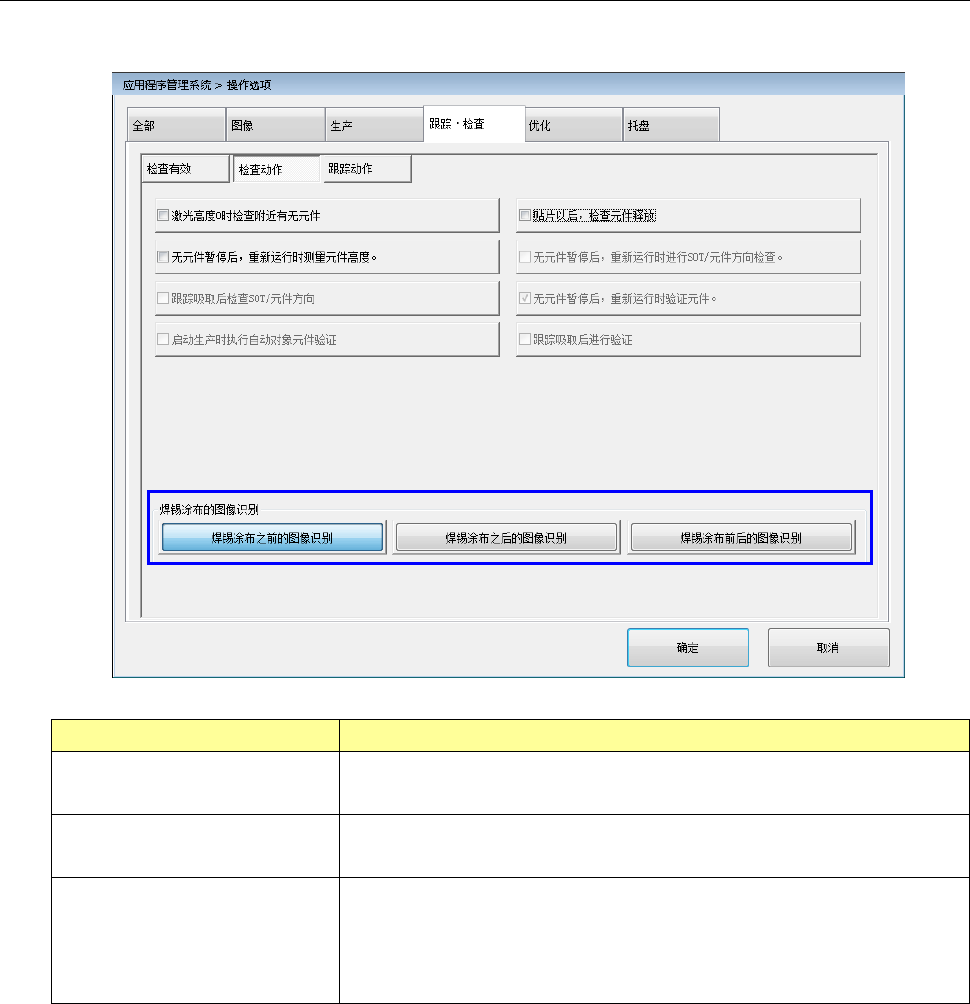
在操作选项的“跟踪检查(检查动作)” 中指定生产时的旋转型转印装置动作时间。
项目 内容
焊锡涂布之前的图像识别
仅在焊锡转印前进行图像识别。
不进行焊锡转印的检查。
焊锡涂布之后的图像识别
仅在焊锡转印后进行图像识别。
用元件数据的焊锡检查阈值,进行焊锡转印的检查。
焊锡涂布前后的图像识别
在焊锡转印前后进行图像识别。
使用焊锡转印前的图像识别时取得的球亮度与焊锡转印后的图像识
别时取得的球亮度,进行焊锡转印的检查。
※不能与 SVCS 同时使用。
第 2 部 功能详解篇 第 12 章 选项组件
12-130
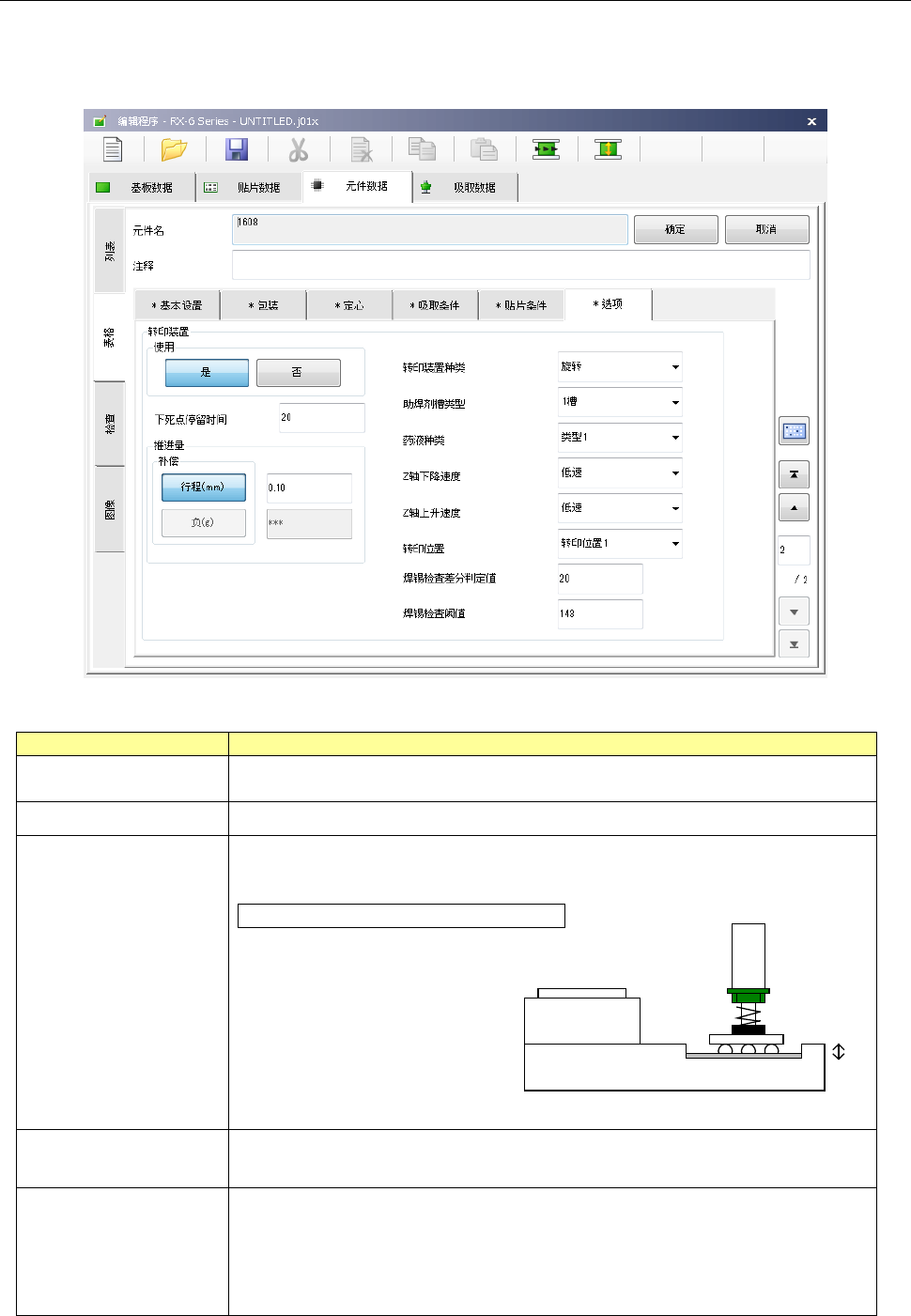
12-13-11 编辑程序
在元件数据的“选项”中,进行转印装置的动作设定。
仅可对定心方式为图像的元件进行设定。
<直线型转印装置时>
项目
内容
使用
设定「是」、「否」使用助焊剂涂覆动作。
初始设定为「否」。
下死点停留时间
对助焊剂转印时,Head 的 Z 轴下降后的等待时间进行设定。
推进量
设定从助焊剂涂覆装置表面,将元件压进多少。
(从行程(mm)/负荷(g)中选择。)
推进量 = t (沟槽的深度) + α
α:由于焊球(Bump)径 各
不相同,多设定 0.1mm
左右(α=0.1mm), 助 焊
剂的转印量会较稳定。
Z轴上升/下降速度
设定助焊剂转印时 Head 的 Z 轴上升/下降速度。
(选择负荷(g)输入时,下降速度会变为 FC 速度。)
转印位置
选择助焊剂转印位置 1~4。
根据机器设置中设定的沟槽类型,选择范围会不同。
・ 1 沟槽型:转印位置固定为 1
・ 2 沟槽型:转印位置可从 1、2 中选择
・ 4 沟槽型:转印位置可从 1、2、3、4 中选择
t
第 2 部 功能详解篇 第 12 章 选项组件
12-131
<旋转型转印装置时>
项目
内容
使用
设定「是」、「否」使用焊锡转印动作。
初始设定为「否」。
下死点停留时间
设定焊锡转印时,Head 的 Z 轴下降后的等待时间。
推进量
设定对于沟槽底面,将元件推进多少程度。
(从行程(mm)/负荷(g)中选择。)
推进量 = α
α:由于焊球(Bump)径各不相同,多设定 0.1mm 左右(α=0.1mm),
助焊剂的转印量会较稳定。
Z 轴上升/下降速度
设定焊锡转印时 Head 的 Z 轴上升/下降速度。
(选择负荷(g)输入时,下降速度会变为 FC 速度。)
转印位置
选择焊锡转印位置。
・ 转印位置固定为 1
焊锡检查差分判定值
在生产动作中,要在焊锡塗布前后进行图像识别时,应设定检查时使用
的阈值。数字越大,检查越严格。
默认值为 20
焊锡检查阈值
在生产动作中,仅在焊锡塗布后进行图像识别时,应设定检查时使用的
阈值。
默认值为 143