RX-6 使用说明书 用户使用 Rev11.pdf - 第208页
第 1 部 基本篇 第 2 章 生产 2- 93 2- 12 生产辅助 在生产动作执行 前进行各种确认动作。 2- 12 - 1 支援准备 2- 12 -1- 1 概要 从生产菜单选择 [ 生 产辅 助 ] - [ 支援 准备 ] ,则显示支援准 备画面。 (1) 准备 机器使用者只要 按照 「 1 . 基板宽度调整 」 ~ 「 8. 元件供 应检查 」 项目顺序 依次完成操作, 即可完成 生产开始的准备 工作。 步骤 准备动作 详细动…
第 1 部 基本篇 第 2 章 生产
2-92
(3) 执行
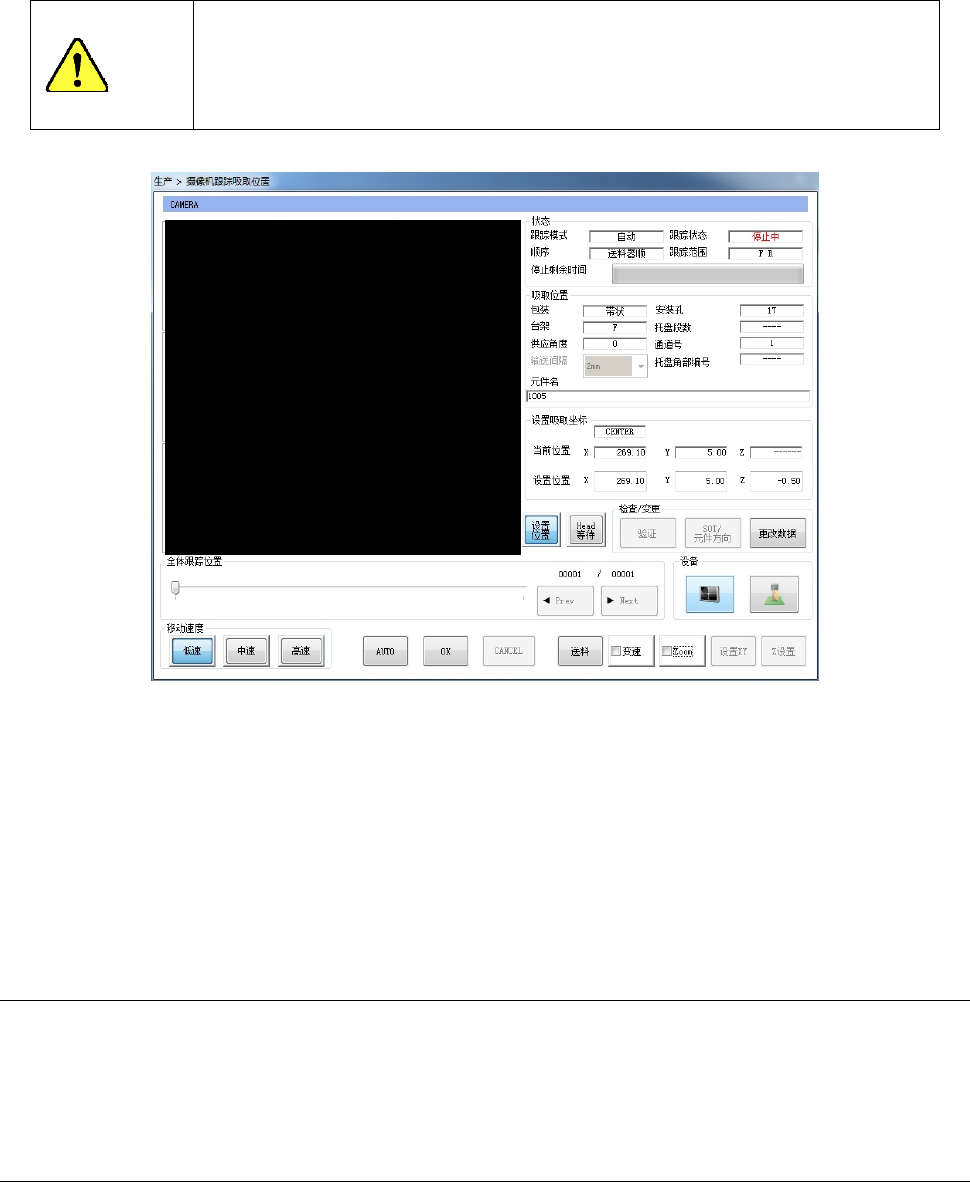
按[确定]按钮开始吸取位置的校正后,显示吸取位置摄像机跟踪画面。
显示内容的详情请参见「第 4 章 制作生产程序」的「4-5-6-5 吸取位置/吸取高度」及「2-14-6
摄像机跟踪吸取位置」。
注意
若尚未进行过供料器台架识别(在返回原点后立即,或升起、降下台架后),在吸
取位置移动前,会自动进行供料器台架识别。在进行供料器识别时,由于 Head
会横越供应装置的上方,因此请勿将手、脸靠近或伸入装置中。
1) 输送方法为自动输送时
在贴片动作前摄像机移动到最初的吸取点,在画面上显示监视图像。
在该位置停留自动输送间隔指定的时间后,自动地移动到下一个吸取点。
要结束吸取位置校正的自动传送时,按操作面板的<STOP>开关。
暂停时停在该吸取位置;移动中则在下一个吸取位置停止。
2) 输送方法为手动输送时
在最初的吸取位置进行吸取位置校正后结束。
在吸取位置校正时如再次按下<START>开关,则进行下一吸取位置的修正。
2-11-4-4 吸取跟踪中的示教
如若前项跟踪位置和实际位置不一致,也可进行吸取位置的示教。
坐标示教时,可以按触摸屏的图像上下左右变更位置。确定坐标位置后,即可变更设定数据(吸取数
据 )。
若是自动示教对象元件,则通过内腔(Cavity)识别自动示教。
2-11-4-5 吸取位置的示教
在显示重试列表(供应装置)的状态下,选择要进行吸取位置示教的供应装置,按操作区域的[示教]按钮,
也可进行吸取位置的示教。
第 1 部 基本篇 第 2 章 生产
2-93
2-12 生产辅助
在生产动作执行前进行各种确认动作。
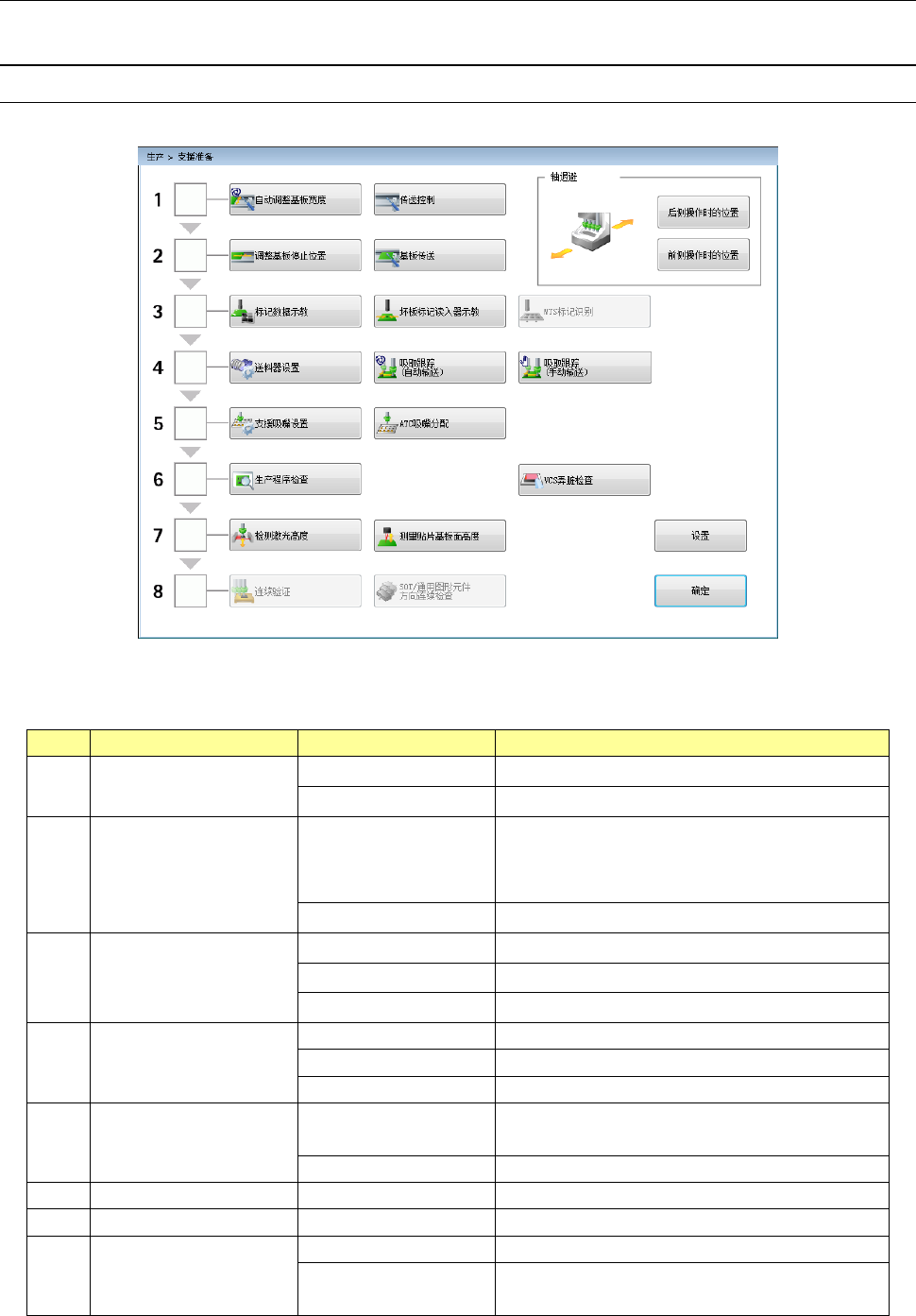
2-12-1 支援准备
2-12-1-1 概要
从生产菜单选择[生产辅助]-[支援准备],则显示支援准备画面。
(1)准备
机器使用者只要按照「1.基板宽度调整」~「8.元件供应检查」项目顺序依次完成操作,即可完成
生产开始的准备工作。
步骤
准备动作
详细动作
内容
1
基板宽度调整
自动调整基板宽度
进行基板宽度的调整。
传送控制
进行传送控制。
2
基板传送
外形基准位置(贴片
基准示教)
进行基板停止位置的示教。
无挡块传送要进行基板停止位置调整,挡块
传送要进行外形基准位置调整。
基板传送
进行基板的传送。
3
标记示教
标记数据示教
进行
BOC
、基准领域标记的设置。
坏板标记读入器示教
进行坏板标记的示教。
MTS 标记识别
进行
MTS
标记的识别。
4
供料器设置
送料器设置
进行各供料器台架的供料器示教。
吸取跟踪
(
自动输送
)
进行吸取跟踪
(
自动输送
)
。
吸取跟踪
(
手动输送
)
进行吸取跟踪
(
手动输送
)
。
5
吸嘴配置
支援吸嘴设置
进行生产程序与实际的
ATC 吸嘴配置对照,
如有差异,显示该信息。
ATC
吸嘴分配
自动进行选择
ATC
吸嘴分配的孔号码。
6
生产开始前检查
生产程序检查
进行生产程序检查动作。
7
数据检查
检测激光高度
检查元件的激光高度是否适当。
8
元件供应检查
连续验证
设置验证选项时进行验证检查。
SOT/
元件方向连续
检查
设置
SOT/
元件方向检查选项时进行
SOT/
元件方向检查。
第 1 部 基本篇 第 2 章 生产
2-94
(2)轴退避
可将 Head 移动到适合准备动作的位置。
项目
按钮
内容
轴退避
后侧操作时的位置
将前
/
后的
Head
单元移动到前侧,进行轴移动。
前侧操作时的位置
将前
/
后的
Head
单元移动到后侧,进行轴移动。
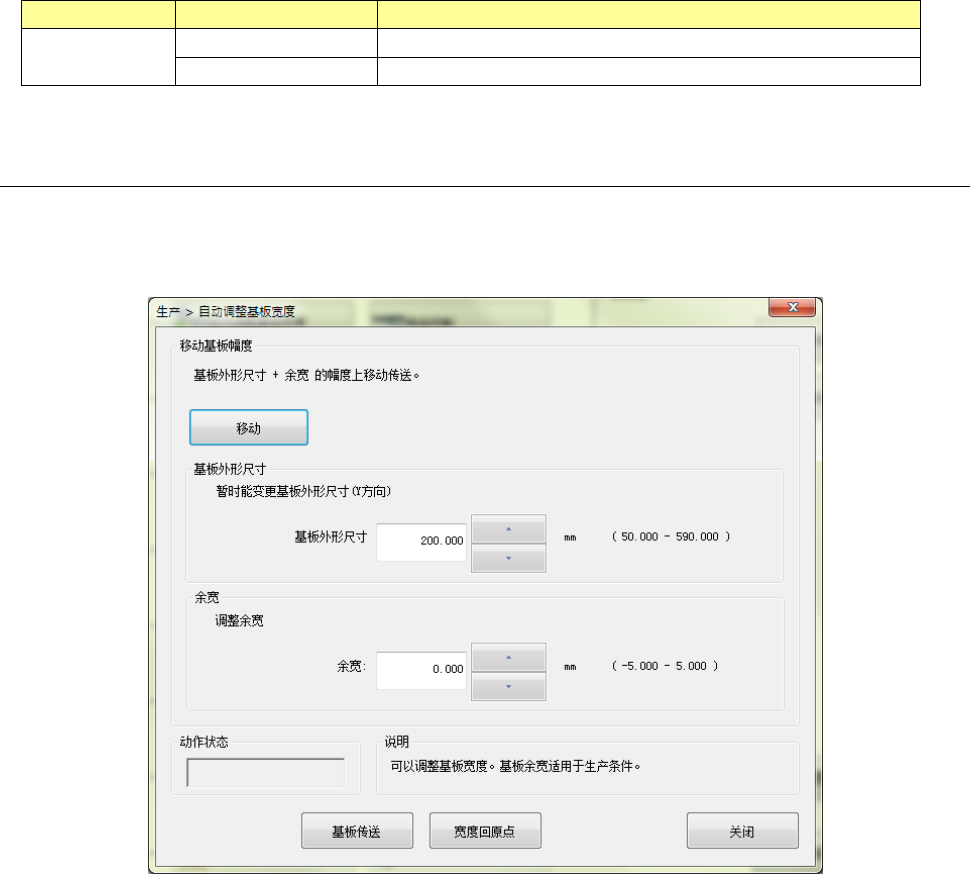
2-12-1-2 自动调整基板宽度
可进行基板传送宽度的调整。
・ 自动基板宽度调整(单通道)