KJ-01.02.Instruction Manual.REV.02.pdf - 第163页
5 − 67 No. Item Reset item Reset v alue (Default value) 1 Retry times None 1 2 Placing stroke N one 0.5 mm (0.2 mm for a 0603 chip) 3 Picking stroke None 0.5 mm (0.2 mm for a 0603 chip) 4 T rial None No 5 XY speed None D…
5 − 66
– Moving through the input items
– The default values are set for expanded settings and there is no need of
changing.
The default values are determined by the setting of components, centering
method, and component package. If any one of these items which affect the
expanded settings has been changed after changing the values of the items
of the expanded setting, the values are reset to the default values of the
changed item.
↑ key: Clockwise
↓ key: Counterclockwise
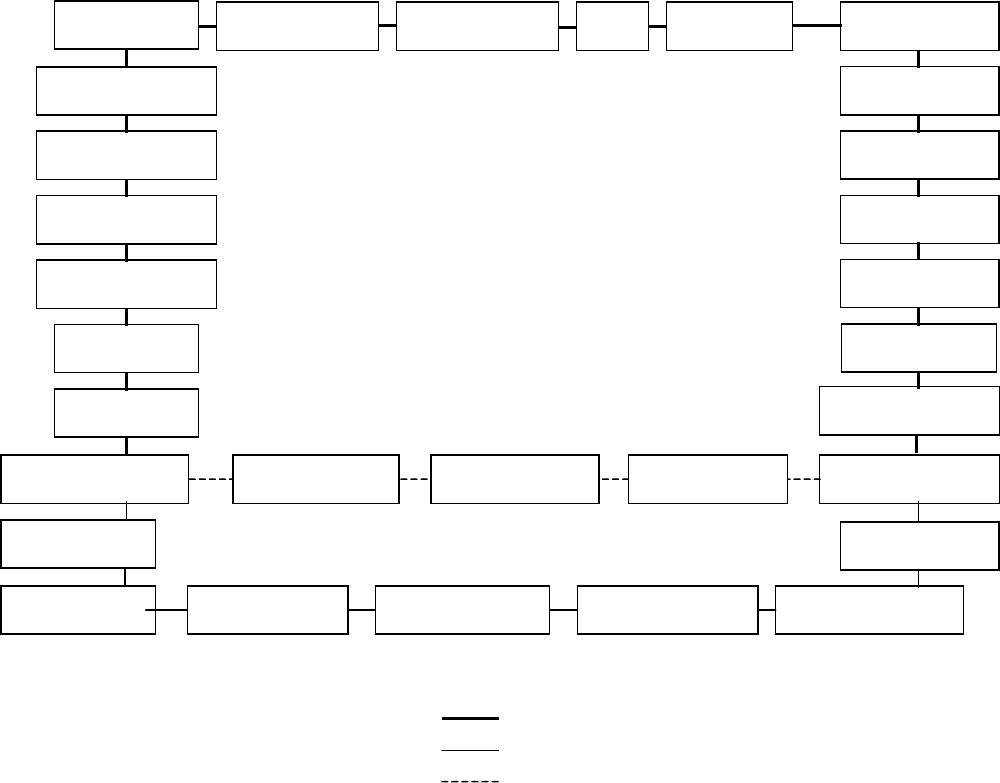
Figure of entries to be moved
Picking Z
d
Picking Z up
Placing Z
d
Placing Z up
Laser algorithm
Placing offset X
Placing offset Y
Retry times
Placing stroke Picking stroke Trial XY speed
Theta speed
L. Judge Min
L Judge Max
W. Judge Min
W. Judge Max
Std. Size W.
Std. Size L.
Laser height
Acceptable
H
Dimension check
C
ompo.
abandonment
Picking depth
Recog. offset Y Recog. offset X
Release check Acceptable W. Tombstone det. Acceptable L.
Common to the laser and VCS centering methods
Only for the laser centering method
Only for the VCS centering method
5 − 67
No. Item Reset item Reset value (Default value)
1 Retry times None 1
2 Placing stroke None 0.5 mm (0.2 mm for a 0603 chip)
3 Picking stroke None 0.5 mm (0.2 mm for a 0603 chip)
4 Trial None No
5 XY speed None Depending on the conditions.
6 Picking Z down None Depending on the conditions.
7 Picking Z up None Depending on the conditions.
8 Placing Z down None Depending on the conditions.
9 Placing Z up None Depending on the conditions.
10 Theta speed None Depending on the conditions.
11 Placing offset Component type
Component height
See next page.
12 Laser position Component type
Component height
See next table.
13 Laser algorithm Component type
Component height
See next table.
14 MTC Auto teaching None No
15 Picking depth None 0.0 mm (only for the VCS centering method)
16 Recog. offset None 0.0 mm (only for the VCS centering method)
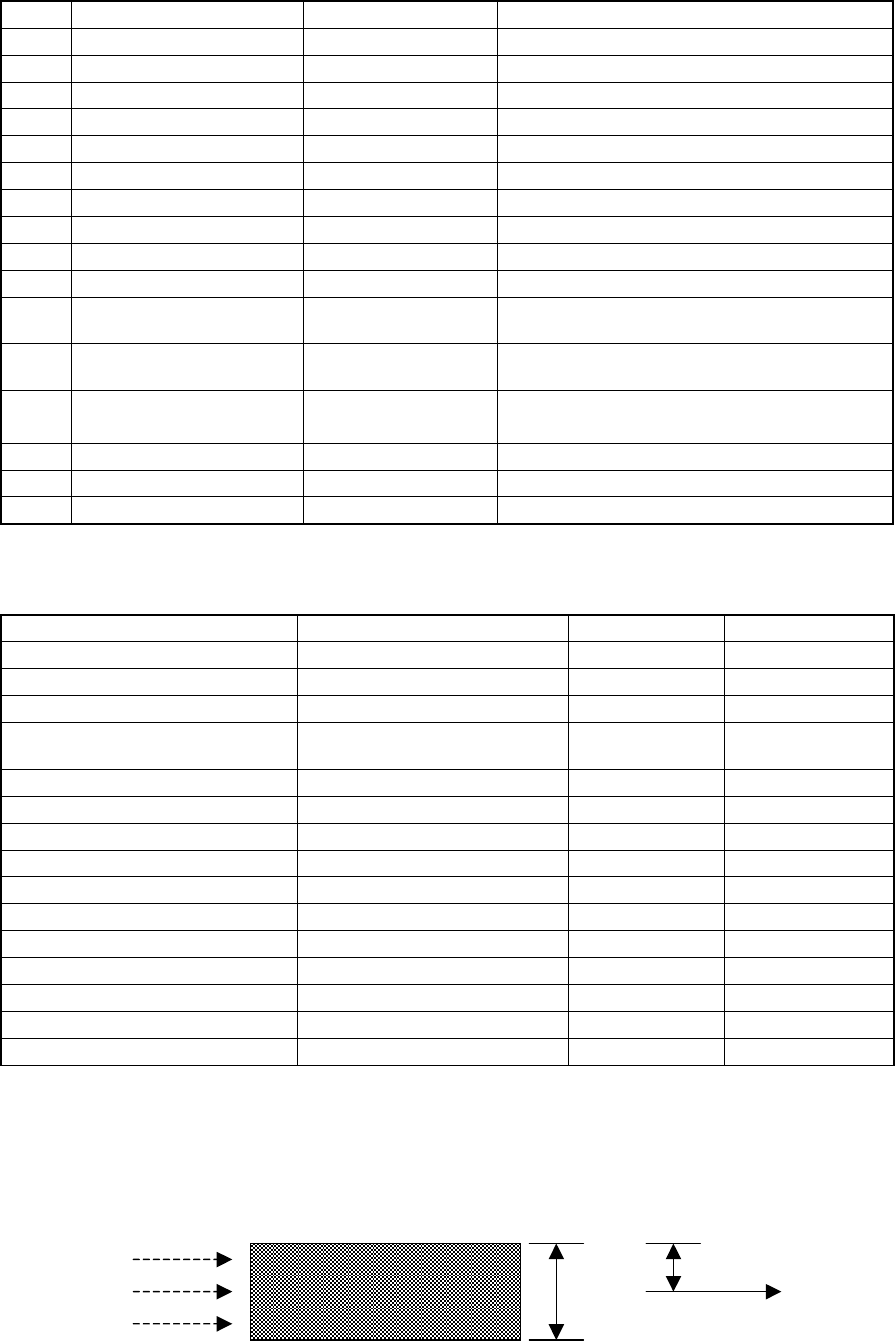
– Depending on the component type and component dimensions, the default values
for the laser height, placing offset, and laser algorithm are set.
Component type Laser recognition algorithm Laser height Placement offset
Square chip Algorithm 1 (14, -14) 0.5xT 0.00
MELF Algorithm 1 (14, -14) 0.5xT 0.00
SOT Algorithm 1 (14, -14) 0.15mm 0.00
SOP, TSOP, TSOP2, SOP
(equipped with a heat sink)
Algorithm 2 (14, 14) 0.7xT 0.00
QFP Algorithm 2 (14, 14) 0.7xT 0.00
PQFP (BQFP) Algorithm 1 (14, -14) 0.45xT 0.00
SOJ Algorithm 2 (14, 14) 0.65xT 0.00
PLCC (QFJ) Algorithm 2 (14, 14) 0.65xT 0.00
Aluminum electrolytic capacitor Algorithm 1 (14, -14) T-0.45 0.00
BGA Algorithm 2 (14, 14) 0.86xT 0.00
Network resistor Algorithm 1 (14, -14) 0.5xT 0.00
Trimmer Algorithm 1 (14, -14) T-0.7 0.00
Connector Algorithm 1 (14, -14) -1mm 0.00
IC socket Algorithm 1 (14, -14) 0mm 0.00
Other components Algorithm 1 (14, -14) 0.5xT 0.00
Note 1: T in the table avobe is the height of components.
Note 2: Although the machine sets the laser height based on the shape of a component by
default, you may have to modify this default setting depending of the thickness of the
molded section of an aluminum electrolytic capacitor or trimmer (see page 1-5).
Figure of laser height
T
Component
Laser
Laser height
5 − 68
(1) When centering a component with the laser
① Retry times
Using the formula bar, enter the number of retries. When set with 0, retry is
not performed. The yellow signal light flashes to warn you when an overretry
occurs in production.
② Placing stroke
Using the formula bar, enter the placing stroke for the components to be
mounted. The acceptable input range is 0.0 mm to 4.0 mm.
Set this value rather a large one to fit the components to the bond or solder
when the amount of bond is little too much or of solder is little too thick. Set
this value rather a small one if too much placing stroke is applied resulting in
component bounding on some board.
③ Picking stroke
Using the formula bar, enter how much pick stroke to be applied to the
nozzle when a component is picked. The acceptable input range is 0.0 mm
to 4.0 mm.
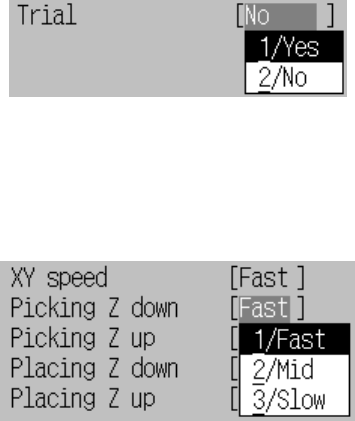
④ Trial
Set in the floating menu whether or not the component is actually placed for
trial.
Figure of Trial setting
⑤ XY speed
Set in the floating menu the accelerations of X and Y to move the
component to the placement position after it is picked.
Figure of XY speed setting
⑥ Picking Z down
Using this floating menu, set the acceleration (for adjusting the stress to the
components) of Z-axis down movement at placement position. The items to
be selected are the same as those of the XY speed above.
For the boards such as ceramic boards which is severe to shock, this item is
adjusted. This can also be used for stress adjustment of the components in
vertical direction.