KJ-01.02.Instruction Manual.REV.02.pdf - 第307页
8 − 40 8.4.1 Starting the trial run T o star t the t rial run, pr ess the ST ART key after setting the trial r un condition. CA UTION The head starts to mov e imm ediately after t he ST ART key is pressed, and then Start…
8 − 39
(1) Setting items
No. Item Description
1 Trial PWB num. Set the number of boards for trial run.
2 Trial ckt. Set the circuit for trial run. This is not used for single circuit boards. The following setting can be
made.
① All ckt.: Components set for trial run are placed for all circuits.
② Ref. ckt.: Components set for trial run are placed for reference circuits only.
3 Trial range Set the range for trial run. The following setting can be made.
① Spec. place: Only for the placement positions set as Yes for the “trial” field of the placement
data.
② Spec. cmpnt: Only for the components set as Yes for the “trial” field of the component data.
③ All: For all placement positions.
4 Place tracking After trial run of the board, designate whether or not to perform placement tracking by the camera.
If performed, set whether it is manual or automatic.
① Off: Placement tracking is not performed.
② Automatic: Placement tracking is performed automatically.
③ Manual: Stops at a placement position, and then goes to the next placement position
through a key-in by the operator.
5 Automatic interval When tracking is performed automatically, designate the stop time duration at a stop position. (Unit
is in 10 ms, and 1 is equivalent to 10 ms.)
Note that the placement offset specified for production condition is also applied to
the trial run.
(2) Operation
Figure 8.4.2 shows the initial trial run conditions menu box.
① Trial PWB num.
Enter the number of boards to be produced as a trial.
② Trial ckt.
Select either “All ckt.” or “Ref. ckt.” for trial circuits by the radio button. When
the board has only one circuit, you can select any of the circuits.
When “All ckt.” is selected for the use of multi-circuit PC boards, parts
specified in the “Trial range” box are placed on all circuits of the PC boards.
When “Ref. ckt.” is selected, parts specified in the “Trial range” box are placed
on the reference circuits of the PC boards.
③ Trial range
Select a trial range by the radio button.
Spec. place: Places only components for which “YES” is specified in “Trial”
field of placement data.
Spec. cmpnt: Places only components for which “Yes” is selected in “Trial” field
of component data.
All: All placement positions entered are subject to operation.
④ Place tracking
Select whether the machine should use a camera to track a component
placement position after trial operation and specify the tacking operation type
with the radio buttons.
⑤ Automatic interval
Set the automatic feeding interval in increments of 10 ms (as 10 ms = 1).
8 − 40
8.4.1 Starting the trial run
To start the trial run, press the START key after setting the trial run condition.
CAUTION
The head starts to move immediately after the START key is pressed,
and then Starting the trial run
To avoid a risk of injury, do not place your hand in the machine, nor
move your face or head close to the machine during operation.
Before pressing the START key, check that there is no one who is
working in the machine.
Before pressing the START key, check that there is no one who can
be injured when the head starts to move.
Before pressing the START key, check that there are no obstacles
(tools and jigs) left in the machine.
Even though you press the STOP key to interrupt the current trial
production, the machine replaces a nozzle with another one.
Therefore, the XY-axis and head continue moving.
To prevent you from being injured when you interrupt the trial
production, do not place your hand in the machine, nor move your
face or head close to the machine while it is operating.
The signal lights indicate that the machine is producing a PWB.
8.4.2 Display of the production status
When the START key is pressed and the production starts, the status of the
production (the same as that of the board production) appears on the screen.
For details, see “Display of the production status” of the “PC board production”.
The Pause, Stop, and Quit commands in the execution of the test production are the
same as those of the board production.
8 − 41
8.4.3
Placement tracking
(1) Automatic run
When “Automatic” is selected in the “Placement camera” field the placement
monitor camera moves over a point of placement after trial run, shoots the status
of placement, and outputs the result to the monitor screen.
The camera stops over the point for a time period set by “Automatic interval”,
then goes to the next point of placement to be monitored.
CAUTION
After trial run, tracking by the camera continues. To avoid a risk of
injury, do not place your hand in the machine, nor move your face or
head close to the machine during operation of the machine.
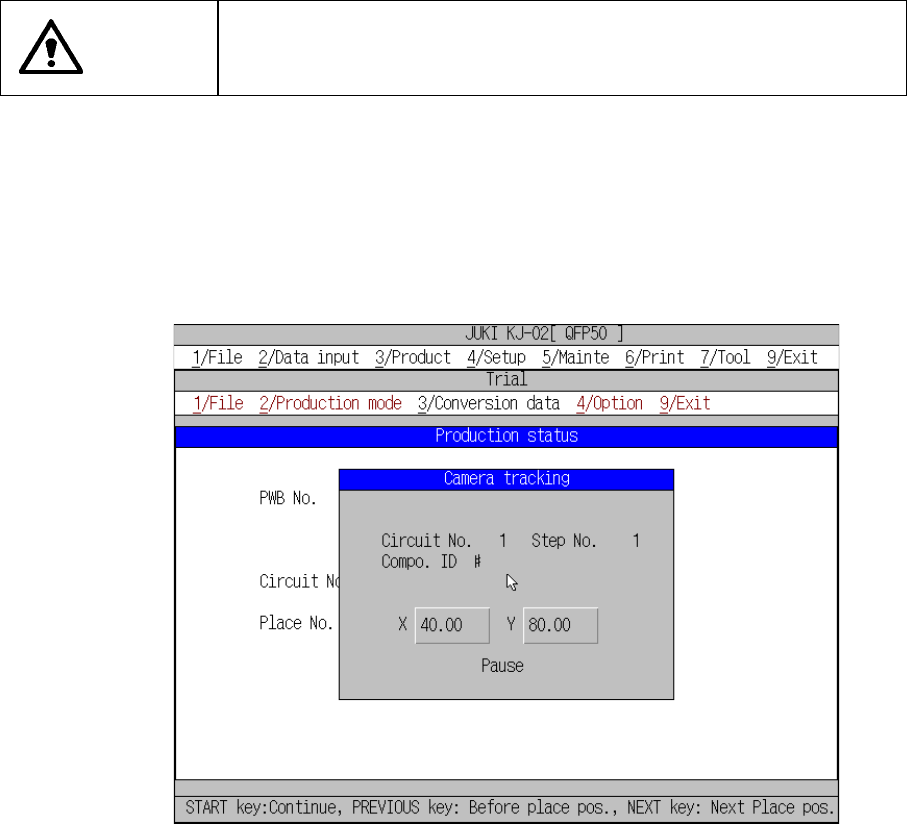
① To stop the camera
To temporarily stop the camera, press the PAUSE key (on the HOD) or Stop
key. The camera pauses at the next point of placement when the camera is
moving, or at the current position when the camera rests there.
Figure 8.5.3.1 shows the place camera tracking dialog box.
Figure 8.4.3.1 “Camera tracking” pause screen
To cancel the pause condition, press the START key to restart tracking with a
camera, or press the STOP key to cancel tracking operation. When you press
the STOP key, the tracking interruption confirmation screen appears.