KJ-01.02.Instruction Manual.REV.02.pdf - 第188页
5 − 92 5.7 Measurement Only when y ou display Component data while you are editing a pr oduction prog ram, you can select the [6/Meas.] comm and and then the [1/ Single Measurement] command. 5.7.1 Measurement 5.7.1.1 M e…
5 − 91
(3) Chng
See the description of “Chng” on the PWB data screen for how to operate this
command.
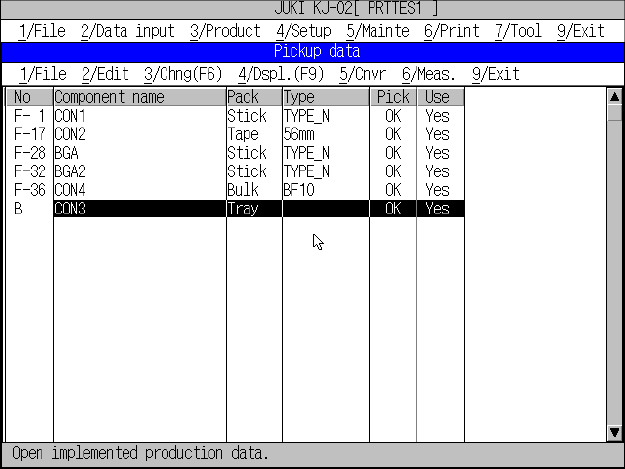
(4) Dspl.
This command switches the screens between the Pick data displayed in input
order and that in feeder order.
On the screen displaying Pick data in feeder order, you can see the data only,
and cannot edit any data.
Figure 5.6.6.8 shows the screen displaying Pick data in feeder order.
Figure 5.6.6.8 Displaying Pick data in feeder order
The cursor moves up or down with pressing the ↑ or ↑ key. When you press the
↑ key on the top line or ↑ key on the bottom line, the screen is scrolled.
The PageUp or PageDown key scrolls the screen by one page.
When you press the Enter key, the machine switches the current screen to the
screen that allows you to enter data on the line the cursor is located.
(5) Cnvr (Conveyor) menu
The operation is the same as that for [5/ Cnvr] of PWB data.
(6) Meas. (Measurement) menu
Not available with the placement data.
(7) Exit menu
The same as the end of [Exit].
5 − 92
5.7 Measurement
Only when you display Component data while you are editing a production program,
you can select the [6/Meas.] command and then the [1/Single Measurement]
command.
5.7.1 Measurement
5.7.1.1 Measurement type
The measurement items are divided as follows:
Measurement item Measured data Data subject to measurement Remarks
Vac. level of comp. pick Component data Vacuum pressure for component pick
up
Height Component data Component height
Laser height
Chip rise acceptable value
The machine measures the
laser height and the value used
for judging whether a tombstone
error occurs only for a
component centered with laser.
Outline Component data Dimensions of a component, horizontal
width
Dimensions of a component, vertical
length
Lead info Vision data Lead pitch Length of a lead
Number of leads
Missing leads (first missing lead
and number of missing leads)
5.7.1.2 Function
5.7.1.2.1 Measurement function
(1) Function
– Vac. level of comp. pick
The vacuum pressure for component pick is measured.
Note: When the measurement item “Outline” is selected, and the nozzle
number is changed at the component dimensions measurement
operation, the initial value is set for a new nozzle.
– Height
The height of a component is measured by moving the component upward
and downward, then obtaining the existence of its shade with the laser.
• The laser height is calculated according to the component height and
component type measured (only for the laser centering components).
• The acceptable values when the chip rise is detected are calculated
according to the component height and component type measured (only
for the laser centering components).
– Outline
For laser centering components
• Laser recognition is performed on components, and angle of the
components is recognized. When recognition is complete, with rotating
the component by 0 degrees and by 90 degrees, the laser width data in
each angle is obtained as the data for length and width of the
component.
Note: Some components cannot be measured. See “Component type”
of “(2) Limited items” for details.
5 − 93
• The nozzle number should be changed depending on the measured
dimensions. In this case, inquiry the nozzle number change operation.
When you select “Yes” for the inquiry operation, the nozzle number is
changed, then the vacuum pressure is initialized.
Note: When the nozzle number is changed, perform the measurement
operation again.
Components centered with the VCS (only for a KJ-02)
• The machine uses the VCS to recognize a component, and measures the
dimensions of the component based on the recognized leads.
Note: Since the machine measures the component dimensions based
on its leads recognized, they may be different from those
defined on the Component data screen or Vision data screen.
• The machine may not measure some components. See the applicable
components described under “(2) Limited items” for details.
• You may have to change the nozzle number depending on the
dimensions the machine measured. In such a case, the machine
displays the confirmation message that asks you to change the nozzle
number. When you click the <Yes> button, the machine changes the
nozzle number, and initializes the vacuum pressure.
Note: When the nozzle number is changed, measure the component
dimensions again.
• Lead info (only for a KJ-02)
When you check this item, the machine uses the VCS to recognize a
component, and measures the lead pitch, length of a lead, number of leads,
and missing leads.
Notes:
−
The measurement result may be wrong depending on the
conditions of leads of a component the machine measured.
−
The machine may not measure some components. See the
applicable components described under “(2) Limited items” for
details.