KJ-01.02.Instruction Manual.REV.02.pdf - 第270页
8 − 3 8.1.3 Preparation of PWB transport sect ion 8.1.3.1 Entire view of PWB t ransport section ① IN sensor ⑪ Pusher Y ② PW B transport motor ⑫ BU cylinder ③ Drive shaft ⑬ BU-UP s ensor ④ PW B transport belt ⑭ BU-DOW N s…
8 − 2
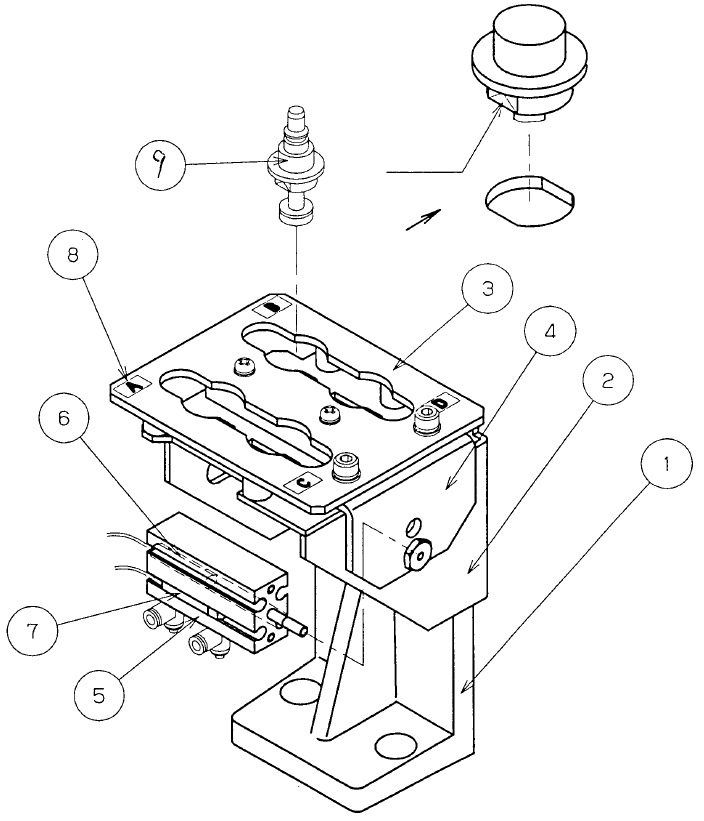
① ATC mounting base ⑥ ATC OPEN sensor
② ATC base ⑦ ATC CLOSE sensor
③ Slide plate ⑧ ATC numbers (A to D)
④ ATC angle ⑨ Nozzle
⑤ Air cylinder
Figure 8.1.2.1
Cut-in side
8 − 3
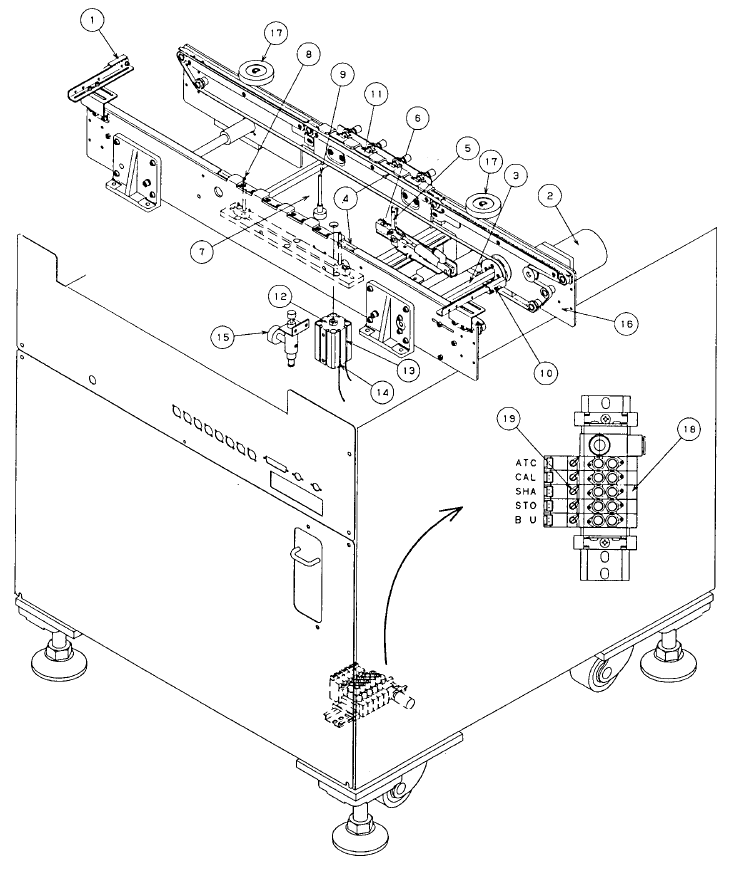
8.1.3 Preparation of PWB transport section
8.1.3.1 Entire view of PWB transport section
① IN sensor ⑪ Pusher Y
② PWB transport motor ⑫ BU cylinder
③ Drive shaft ⑬ BU-UP sensor
④ PWB transport belt ⑭ BU-DOWN sensor
⑤ Stopper ⑮ Depressure valve (Edge reference option)
⑥ STOP sensor ⑯ PWB transport rail R unit
⑦ BU Plate ⑰ Rail keeping knob
⑧ Centering pin ⑱ Solenoid valve
⑨ BU pin ⑲ Manual switch
⑩ OUT sensor
Figure 8.1.3.1
8 − 4
8.1.3.2 Basic adjustments
(1) Adjusting the distance of the PWB transport rails
When you change the size of a PWB, move the PWB transport R unit 16 back
and forth to adjust the distance of rails according to the size of a PWB. First
of all, loosen the rail keeping knobs 17 (two), and then fix them after adjusting
them according to the PWB width. Check to see if a PWB can be transported
smoothly from the entrance of the PWB transport device to the exit. Allow a
0.5-mm space between a PWB and the rails. After adjustments, check to see
if a PWB is transported smoothly through the PWB transport section of the
machine.
WARNING
To prevent the body from injury that can be caused by accidental
activation of the machine, turn off the power of the machine before
starting to work.
(2) Adjusting the centering pin (unnecessary when you select “Shape Reference”
as “Reference” on the PWB data screen)
(See Figures 7.1.3.2, 7.1.3.3 and 7.1.3.4.)
1) Turn off the main unit power, and also turn off the air valve.
2) Using the supplied ball driver, loosen the M4 hexagonal-hole-headed bolt
21
that fixes the guide block
20
.
3) Using the supplied ball driver, loosen the M4 hexagonal-hole-headed bolt
23
that fixes the stopper ⑤, and adjust the stopper position so that it
cannot be located around the center or any cutout of the board.
4) Slide the guide block
20
in the X direction, and fit the centering pin
22
with the reference hole of the board. Be sure to allow a 0.5-mm space
between the stopper and the board. If this space is too small, the board
may not be set with ease.
Notes:
①
You can adjust the centering pin by using the [3/Conveyor] command
on the menu bar, then the [1/Conveyor control] command when the
machine is turned off and the air valve is turned off also (see Chapter
9, “I/O MANUAL CONTROL”).
②
When you move the centering pin, be sure to re-enter the reference
pin position on the Machine Setup menu. Otherwise, the reference
position of the data is set differently.
③
When you transport a board whose specifications are the same, you
do not have to adjust the centering pin.
WARNING
To prevent the body from injury that can be caused by accidental
activation of the machine, turn off the power of the machine before
starting to work.