KJ-01.02.Instruction Manual.REV.02.pdf - 第349页
11 − 3 *1 On the printed item s of a pr oduction progr am On t he Placement dat a list, Component data list, or Pick dat a list, you can select which data to be printed of a product ion progr am: all data or the m ain da…
11 − 2
Placement data No., Component ID, Placement position (X, Y), Angle, Component
name, Mark information, Skip, Try and Layer. *1
Component data
(on components
centered with
laser)
No., Component name, Comment, Compo. package, Type, Component
width, Component length, Component height, Nozzle No., Vacuum
level, Centering method, Retry times, Placing stroke, Picking stroke,
Trial, Release check, XY speed, Picking Z down, Picking Z up, Placing
Z down, Placing Z up, Theta speed, Compo. aband. (Component
abandonment), Placing offset, Laser position, Laser algorithm,
Tombstone det. (detection), Acceptable values (Width, length, height) ,
Dimension check, Std. (standard) size, W. Judge (width judgment
value), L. Judge (Length judgment value) and packaging setting items.
*2
Component data
(on components
centered with
the VCS)
No., Component name, Comment, Compo. package, Type, Component
width, Component length, Component height, Nozzle No., Vacuum
level, Centering method, Retry times, Placing stroke, Picking stroke,
Trial, Picking depth, XY speed, Picking Z down, Picking Z up, Placing Z
down, Placing Z up, Theta speed, Compo. aband. (Component
abandonment), Placing offset, Recong. Offset (recognition offset),
Dimension check, Std. (standard) size, W. Judge (width judgment
value), L. Judge (Length judgment value) and packaging setting items.
*2
Pick data No., Component name, Pack, Type, Use, Pick, Side, No., Angle and
Picking-up position
2 Production
data
Vision data No., Component Name, Comment, Component Type, Dimension X and
Y, Pitch, Bend, Vision, Lead Length and Width, Lead num. (number of
pins), Miss1 to 3 (information on missing leads), and Vision recog. Ptn
(vision recognition pattern).
Header Title, printing date/time, and page
Machine
setup
ATC nozzle setup, No nozzle vacuum, Installed options,
Reference pin position, Shape clamp position,
Component scrap position and PWB detect sensor.
Unit Length and Pressure
3 Setup
Opn. option Setting of the menu item “Align placement position with
BOC”
Header Title, Printing date/time, page, Production program name,
and PWB ID
Production
conditions
Prod. PWB num. (Plan) (number of PWBs planned to be
produced), Results, Exec. mode (Execution mode),
Placement ofs. (offset), Step No., and Starting pos.
(production start position)
Option Setting of the operation options
Production info
Production
mode
(Total)
Num. (number) of PWBs produced, Production start time,
Running time, Stop time, Num.of components picked,
Num. of components placed and Detection num. of Bad
mark.
Header Title, Printing date/time, page, Production program name,
and PWB ID
Feeder Sply (Supply), No., Component name, Tape width, Type,
Num. of components picked, Num. of components
placed, Number of pick-up errors, Number of retry-over
errors, Recognition, Centering, Tombstone check, and
Verify.
Component
information
Tray Sply (Supply), No., Component name, Num. of
components picked, Num. of components placed,
Number of retry-over errors, Recognition, Centering,
Tombstone check, and Verify
4
Header Title, Printing date/time, Page, Production program name,
and PWB ID
Production info
Parts Num. set
up
Data (on a
tray only)
Pack (package style), No., Component name, Init. (Initial
value), Remain (Number of PWBs not produced), and
Level.
11 − 3
*1 On the printed items of a production program
On the Placement data list, Component data list, or Pick data list, you can
select which data to be printed of a production program: all data or the main
data only. The data described on the table above refers to only the main
data to be printed.
*2 Packaging setting items to be printed from the Component data list screen
Package Items to be printed
Tape Tape width, feeding pitch and component supply direction
Stick
Bulk
Tray First component direction, pitch, number of components, and
thickness of a tray
*3 When you load a production program form a floppy disk, then print it, do not
eject the floppy disk until the machine finishes printing data.
11.2.1 Operations
11.2.1.1 Starting up
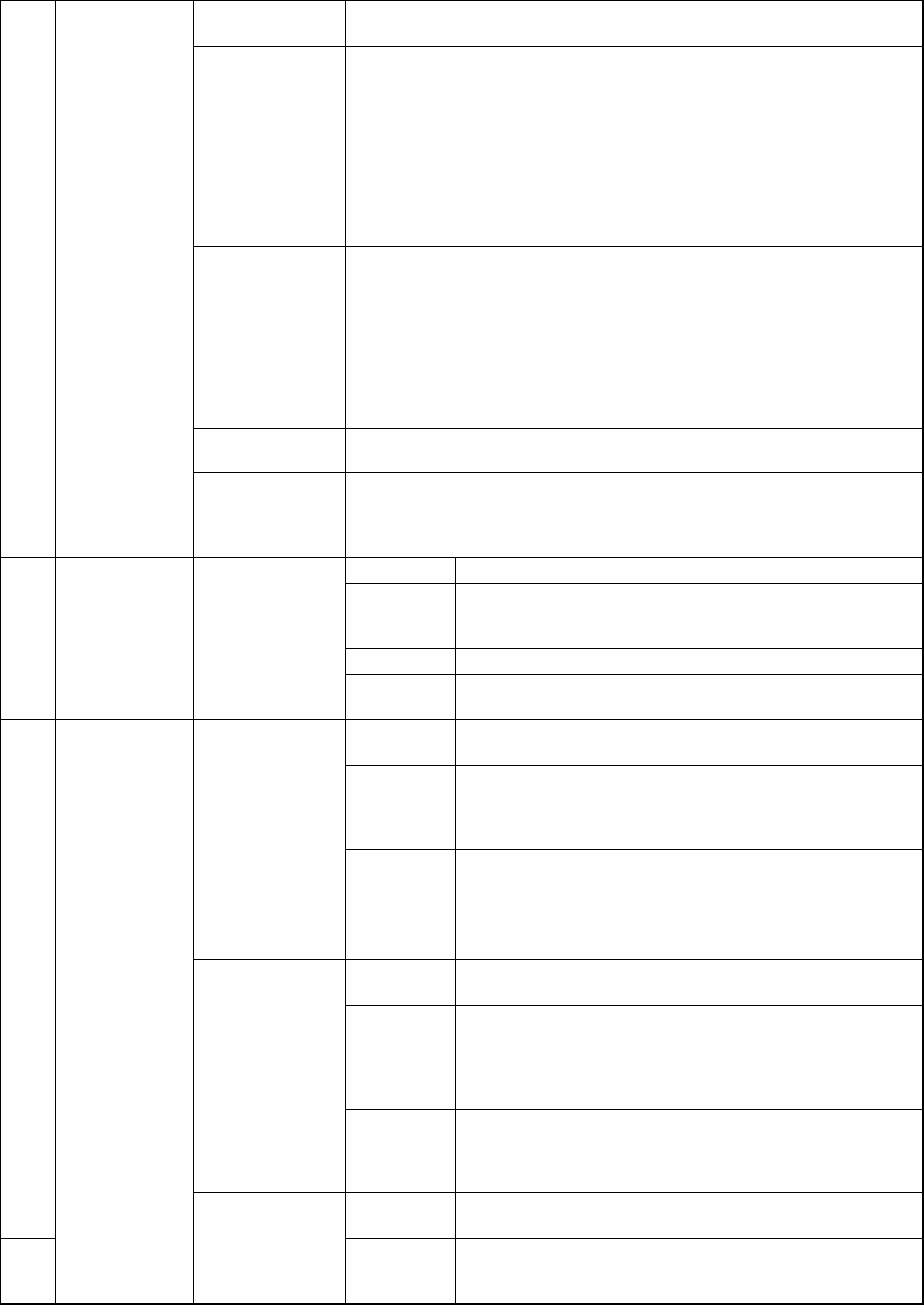
When you select the [6/Print] command from the main menu bar, the screen shown
in Figure 11.2.1.1 appears.
Figure 11.2.1.1 Initial printing screen
11 − 4
11.2.1.1 Production program file list
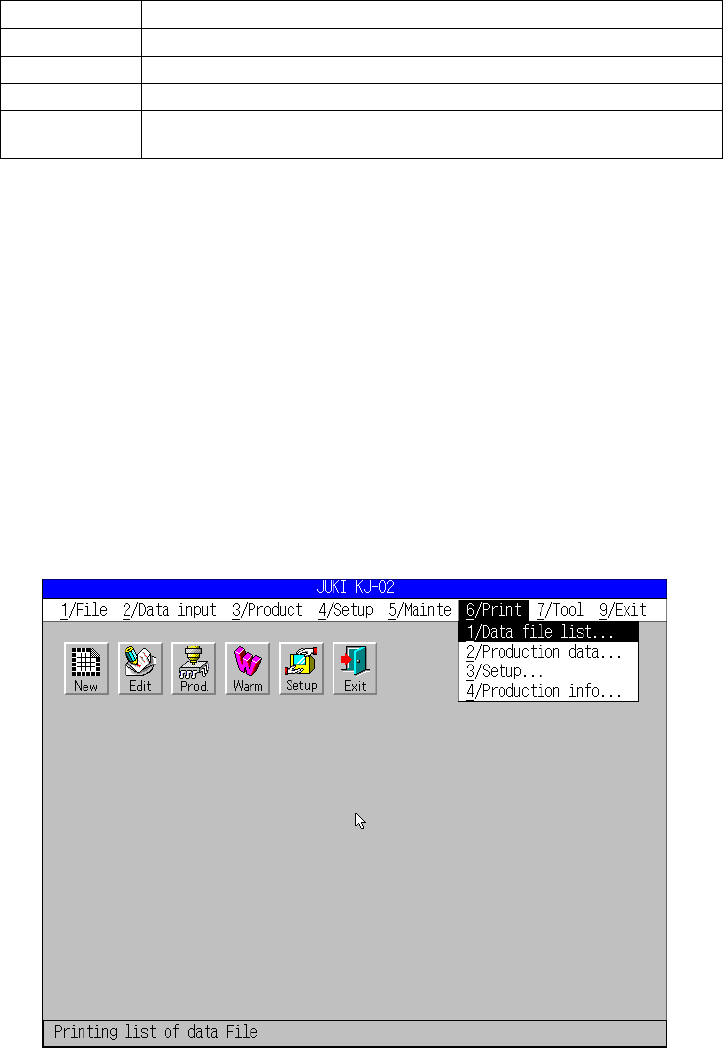
① When you select the [6/Print] command from the main menu, and then the
[1/Data file list] command on the displayed menu, the “Production program file
list” that shows production programs located under the current directory of the
current drive appears on the screen as shown in Figure 11.2.1.2.1.
Figure 11.2.1.2.1 “Production program file list” dialog box
② The “Directory list” box allows you to change the current directory and drive.
③ When you confirm the directory whose files are to be printed, press the ENTER
key on the File list box or click the <PRINT> button. The machine starts
printing the production program file list.
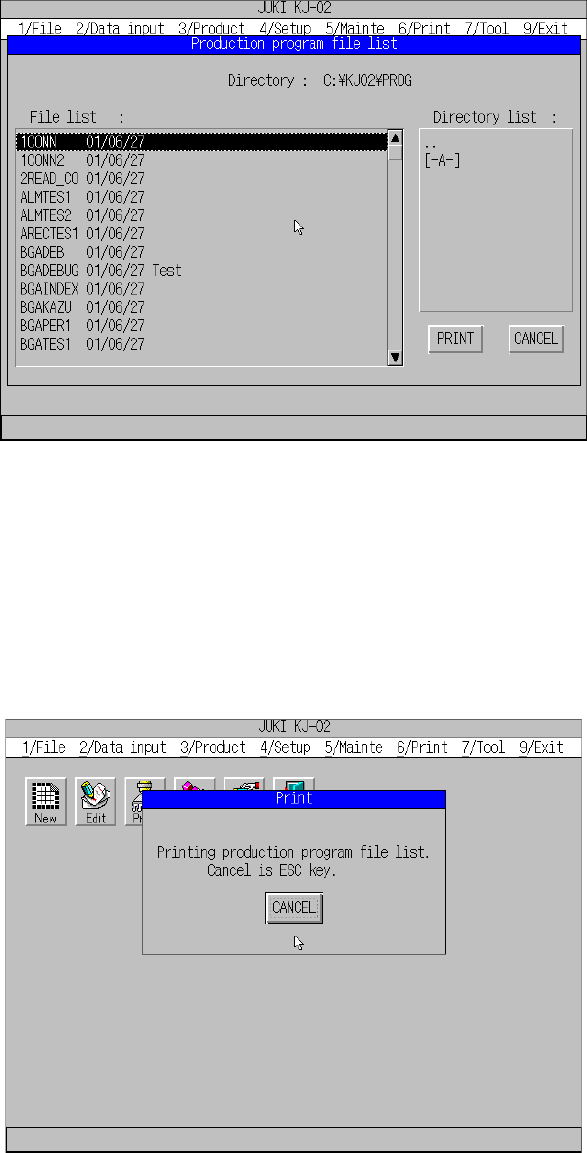
④ When the machine starts printing, it displays the “PRINT” message box on the
screen as shown in Figure 11.2.1.2.2. When the machine finishes printing,
this message box disappears and the main menu reappears.
Figure 11.2.1.2.2 “PRINT” message box
⑤ When you want to cancel the printing operation after it starts, press the Esc key
or click the <CANCEL> button on the “PRINT” message box.
⑥ The machine can print up to 49 files per page.