Hanwha SM481 PLUS Series Administrator’s Guide Eng.pdf.pdf - 第222页
7-64 Fast Flexible Placer SM481(L) PLUS Administ r ator’s Guide that the vision system can det ect the tape splicing. <Pickup Da ta> tab Sets the parame t ers related to the pickup of the suppli e d parts. <…

7-63
Part Registration
<Feeding Y Offset> edit box
Used when supplying parts by setting the pitch of the 8mm tape feeder to 4mm.
If the size Y of the part is greater than 2.2mm, the part pickup may interfere with
the tape guide.
In this case, it is possible to set the part pickup position by inputting the Y offset
value in the <Y Offset> edit box. (Input range: 0 ~ 0.5mm)
<Use the Splicing Skip> check button
The splicing skip function is to supply parts by skipping some parts in the section
where existing tape is spliced with a new tape in the tape feeder since parts are not
supplied at this connected section.
When using this function, select this check box.
<Splicing Skip Count> edit box
If the splicing check sensor detects a spliced section, parts are supplied by
skipping as many parts as is set here.
<Splicing Skip Margin> edit box
Inputs the number of parts to be skipped in addition to the part count set in the
<Splicing Skip Count> edit box.
<Feeding Speed> selection box
Selects the feeding speed of the tape feeder selected from the <Feeder> selection
box.
In the case of a micro part, it may jump up and cause a pickup error during part
feeding. This problem may be solved by reducing the part feeding speed.
Normal: Supplies parts at normal speed.
Slow1: Supplies parts at a slightly slower speed.
Slow2: Supplies parts at slow speed.
<Part Count/Reel> edit box
Input the default number of parts for the part reel that supplies the corresponding
part. When using the Basic IT function, it is used as default count for the
corresponding part.
<Reel Transparency> check box
When splicing the tape using transparent tape, this function is selected in the case
7-64
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
that the vision system can detect the tape splicing.
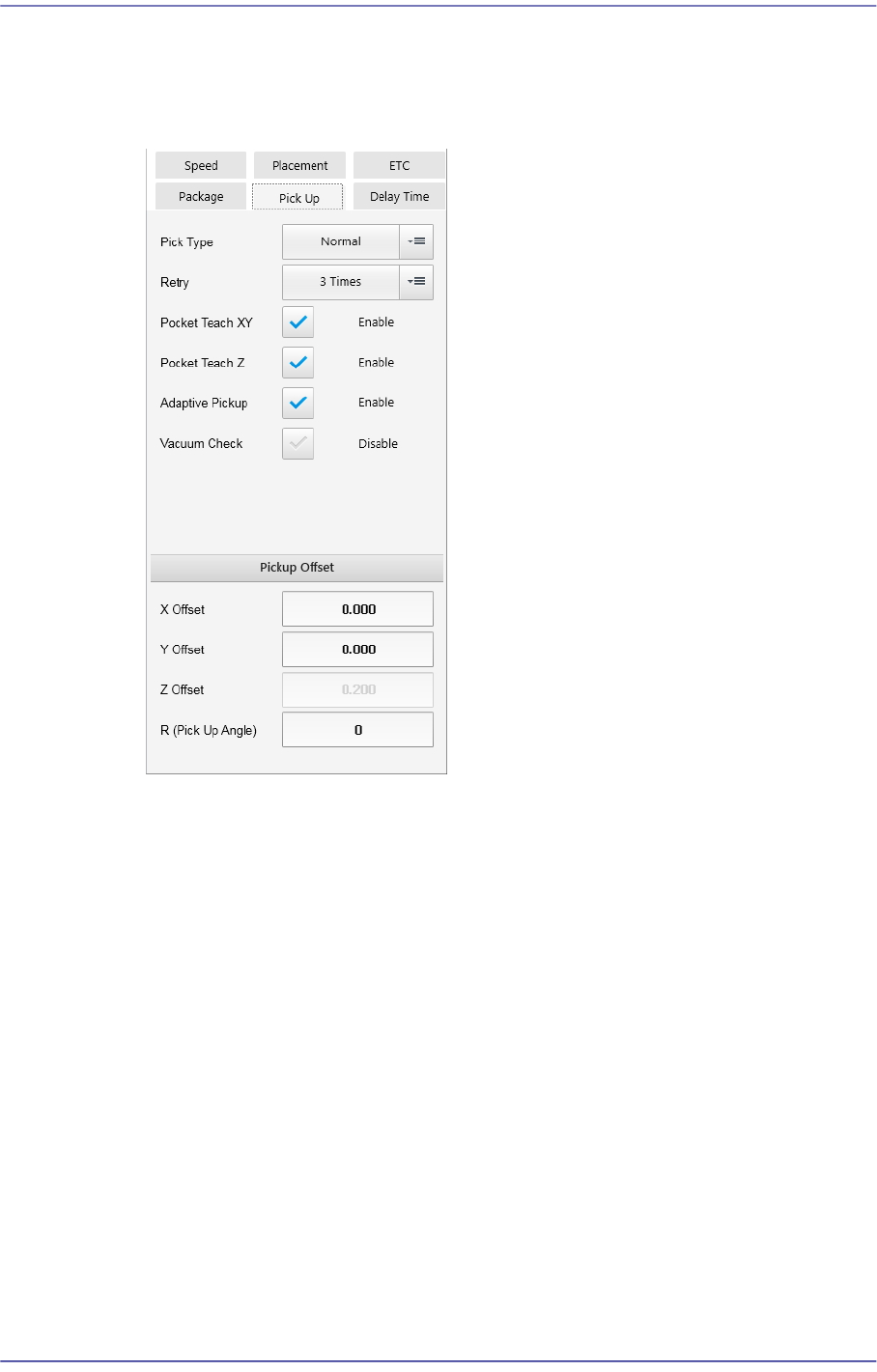
<Pickup Data> tab
Sets the parameters related to the pickup of the supplied parts.
<Sync Pickup Tol(%) - X/Y> edit box
When more than two spindles pick parts from the feeder simultaneously, sets the
tolerance for the pick-up position in the X/ Y direction as a percentage of the part
size in the X/ Y direction.
The default value is 15%. If the tolerance for simultaneous pickup is greater than
the default value, simultaneous pickup is performed well, but may cause a pickup
error.
In the case of micro parts, this value must be small, and pocket teaching must be
performed for parts smaller than the 1005 chip to reduce the part dump rate.
7-65
Part Registration
Memo Conditions for Simultaneous Pickup
1. The part must be picked up when the center of the head picking a
part is within the tolerance range.
2. In the case of the interlocked heads, the R value must be identical
when picking up a part.
3. The maximum tolerance of the X and Y must be less than 0.5mm.
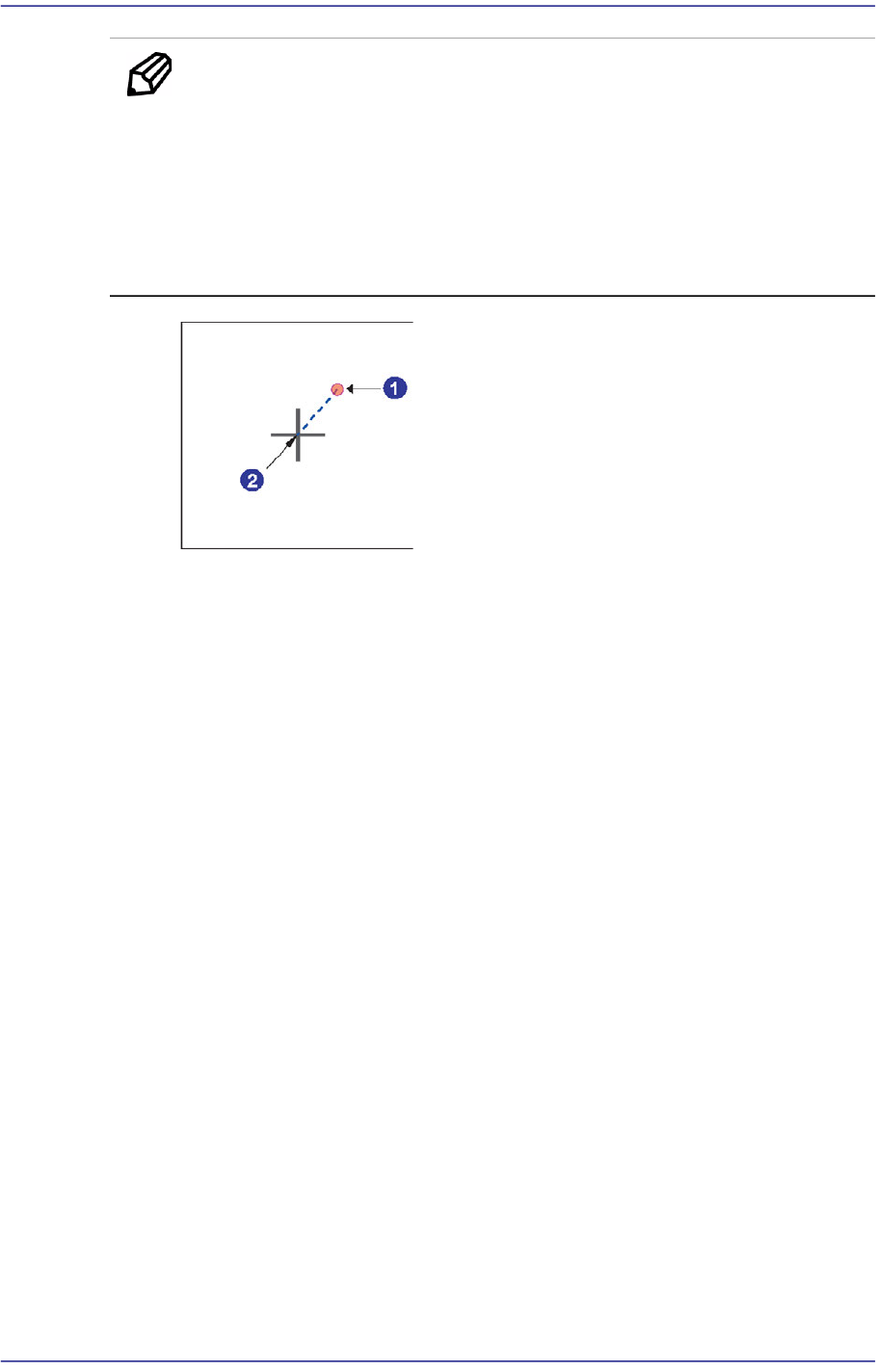
1: Head Center (Actual Pickup Point)
2: Part Align Point
Here, the tolerance means the offset from the align point of the part to the head
center, which is the actual pickup point.
<Pick Type> selection box
Select the method to pick parts.
Normal
Selected in cases to pick a part in the normal manner.
Virtual Pick
Selected in cases to performs part placement without placing a part actually.
All activities of part pickup and placement are performed using the part center.
However, if the part is long, even though it was placed being held at the
center, both sides of the long part may not come into contact with the PCB
sufficiently.
In this case, this problem can be solved, by pressing the part again so that both
sides of the part or certain section of it may come in contact with the PCB.
As such, this function is useful when performing setup in order to set the
position corresponding to the section with which the specific part already
installed needs to be in close contact without picking up an actual part in order
to have the corresponding part come into close contact with the PCB.
After setting the placement point by using the specific part that needs such
function first, create the next placement point as much as necessary by using