Hanwha SM481 PLUS Series Administrator’s Guide Eng.pdf.pdf - 第408页
14-56 Fast Flexible Placer SM481(L) PLUS Administ r ator’s Guide Since the posi t ion at which the Z of fset is measured de viates from the calibration tool position (cen ter) by 3mm, if any foreign material on the calib…
14-55
Machine Calibration
Memo The reference values for the calibration of the Fiducial Camera
Offset is as follows.
Camera Offset (FOV 25 MEGA)
Offset X : -189.5mm ~ -187.5mm
Offset Y : -1.0mm ~ 1.0mm
14.3.7.5. Head Z / R Offset Calibration
The distance from the upper surface of the PCB to the Z axis home is set mechanically. For
the Z offset calibration, measure the offset for this distance based on the upper surface of
the PCB by using pneumatic pressure.
For the R offset calibration, measure the offset of the angle to align the nozzle holder
based on zero (0) degrees.
The following is the process that the Z offset calibration is performed. The nozzle used for
calibration is the CN040 nozzle.
1. Click the <Nozzle Prepare> button and remove all nozzles inserted in the nozzle
holders of all heads. Insert the CN040 nozzle into the No. 3 hole of the ANC.
For Gantry 1, insert the CN040 nozzle into the No. 3 hole of the front ANC. For
Gantry 2, insert it into the No. 3 hole of the rear ANC.
14-56
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
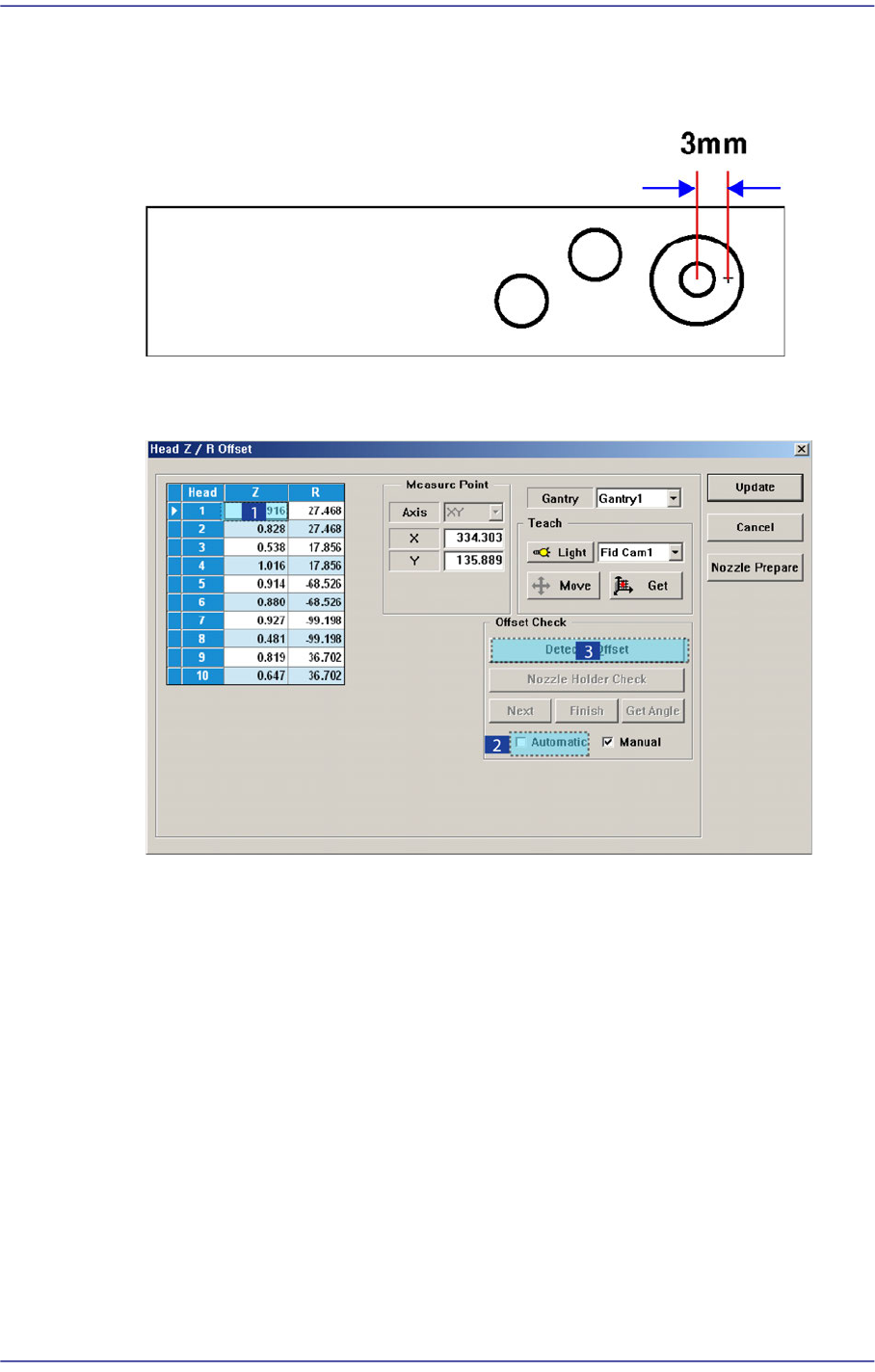
Since the position at which the Z offset is measured deviates from the calibration tool
position (center) by 3mm, if any foreign material on the calibration tool is present,
remove it.
2. In the <Grid> group, select the Z axis for which the calibration is to be performed and
click the <Detect Z Offset> button after selecting the <Automatic> check box.
3. The head moves to the designated position on the ANC automatically. Then the
machine creates pneumatic pressure and performs calibration while moving the
spindle down from Head 1 to Head 10 in order.
4. If the calibration is completed, the calibration result is reflected on the Z column of the
<Grid> group automatically. When performing calibration manually, insert the CN040
nozzle into each head in order manually and move down the spindle to perform
calibration while checking the pneumatic pressure of the head in the Vacuum dialog
box.
5. Press <Update> button to apply the calibration result to the machine
14-57
Machine Calibration
Memo The reference values for the Z-offset are as follows.
Head1~ Head10 : -1.5 ~ 1.5 mm
If the Z offset value exceeds this range, it means that the head has a
serious problem. Therefore, check for the home location, spindle,
LM, and verify if the motor operates normally.
The following is the procedure to perform the ‘R-Offset Calibration’.
1. In the <Grid> area, input “0” for all R-axis values of the heads for which the
calibration is to be performed.
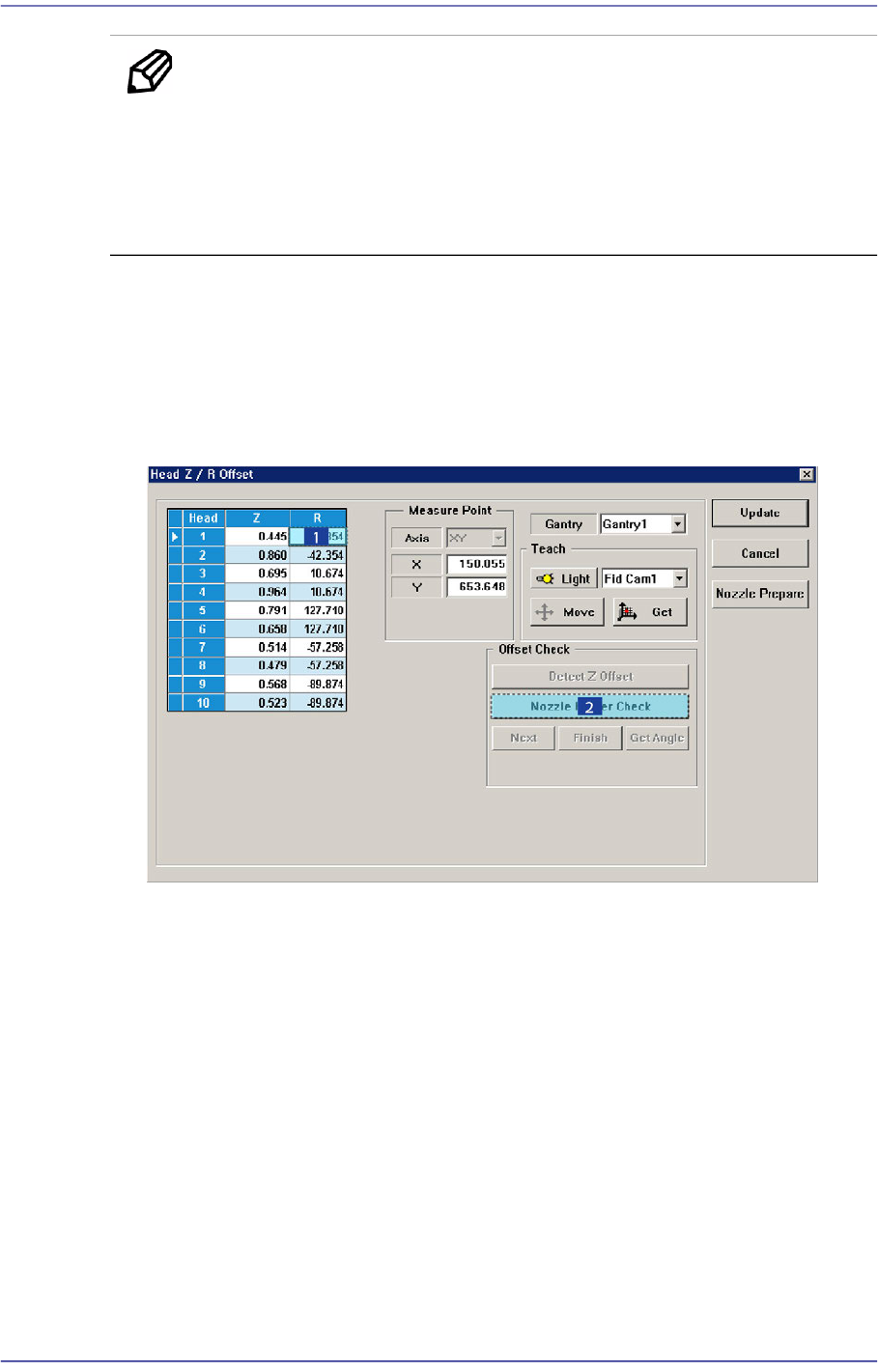
2. In the <Grid> group, select the R-axis for which the calibration is to be performed and
click the <Nozzle Holder Check> button. (Set value to head 1 by arbitrarily.)
3. Then the message “Please Check and Register Nozzle CNT0 to ANC 1-2 Hole. First,
We must Put all Nozzles from Heads manually. To Moving Down Z Axis, Click
[Next]” appears in the message window.Remove all nozzles inserted in the nozzle-
holder manually by clicking the <Next> button. At this time, for the ANC, the virtual
nozzle CNT0 is set for the No. 1 hole of the ANC and it is regarded that the
corresponding head picked the CNT0 nozzle.
4. Then the message “Up to Align Height and Mirror Close. To Move, Click [Next].”
appears. Then move the spindle to the part recognition height so that the nozzle holder
of the head can be seen from the fly camera and click the <Next> button to close the
mirror.