Hanwha SM481 PLUS Series Administrator’s Guide Eng.pdf.pdf - 第94页
4-12 Fast Flexible Placer SM481(L) PLUS Administ r ator’s Guide 4.4. Operation Mode Change The accessible MMI menu is dif fe rent acc ording to the user mode. Accor ding to the purpose of using the MMI, users are classi …
4-11
Tools Shortcut Menu
<Put all nozzle> button
When this Button is clicked on, puts the nozzles in all the heads to the ANC.
<View All Nozzles / Move Heads Safe> button
Used to move down the Z axis of all heads of the selected gantry of certain height so as
to check visually if any nozzle exists on the nozzle head.
After the visual check, if clicked again, Z axes of all heads are moved up to the
original position.
<Different ANC Info.In Current PCB file> list box
Shows the difference between the ANC setting of the currently loaded PCB file and
the ANC setting of the currently working equipment system. To change the system
setting to the PCB file setting, click on the <PCB->System> button on the right and
change the nozzles in other holes with different settings to fit the setting.
<PCB->System> button
Change the system setup to the PCB file setup
Warning When Manual ANC movement is executed, the nozzle of
the head and other areas of the machine might collide
unless the programmed nozzle and the actual nozzle
coincide. Be sure to match the programmed nozzle and the
actual nozzle in the machine.
<Close> button
Pressing this Button will save the changed setup and close the current dialog box.
4-12
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
4.4. Operation Mode Change
The accessible MMI menu is different according to the user mode. According to the
purpose of using the MMI, users are classified into Operator, Programmer, Manager and
Service. Please refer to “Chapter 1. Operation Mode and Password Change” for more
information.
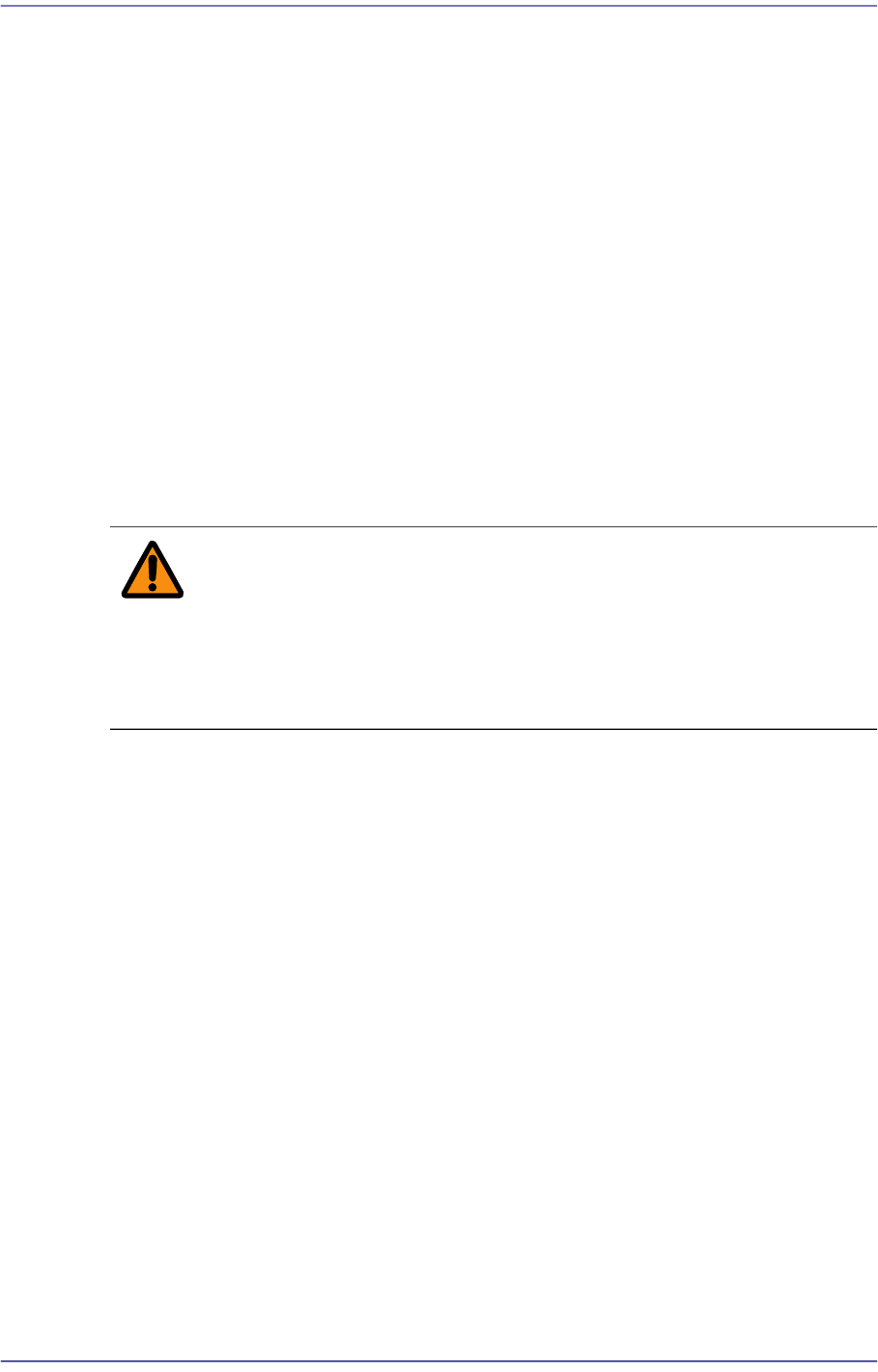
4.5. Conveyor
Used to correct the problem occurred during run operation.
Figure4.4 Conveyor System dialog box
4.5.1. PCB In/Out Function
Able to place PCB in the working station in the conveyor or forward it to the next process
of the working station in the conveyor using ‘drag & drop’ with the mouse.
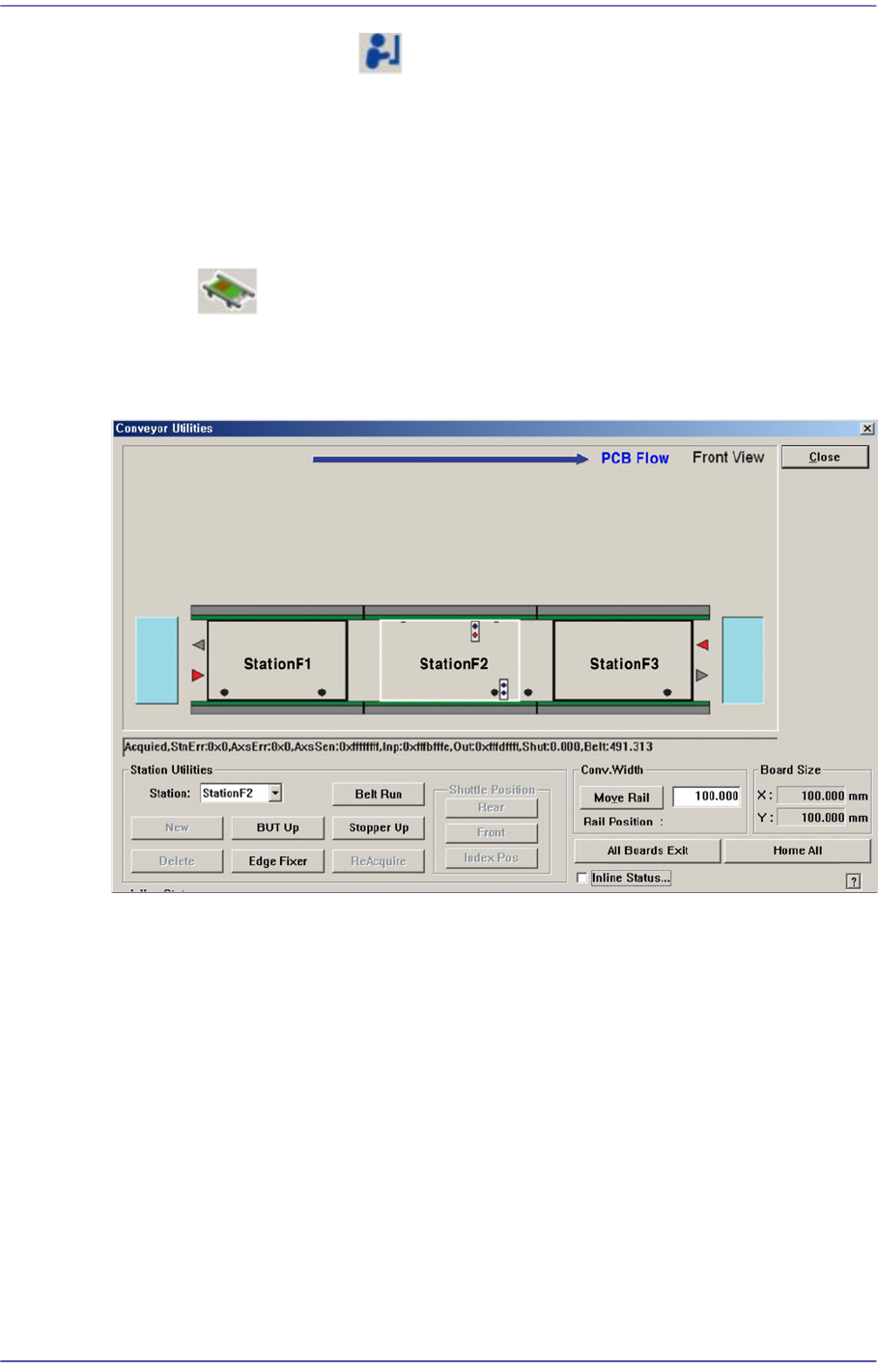
To put a PCB into the machine, select the light green PCB on the left with the mouse and
drag it to the working station to put and drop it (drag and drop). To release a PCB from the
machine, select the PCB in the working station to release and drag and drop it to the light
green PCB on the left (drag and drop).
Board Flow (left Explain for the instance of right side)
The PCB is moved to the working station by ‘drag and drop’ of a PCB in standby
at the left hand side.
4-13
Tools Shortcut Menu
1: PCB in standby
2: The released PCB
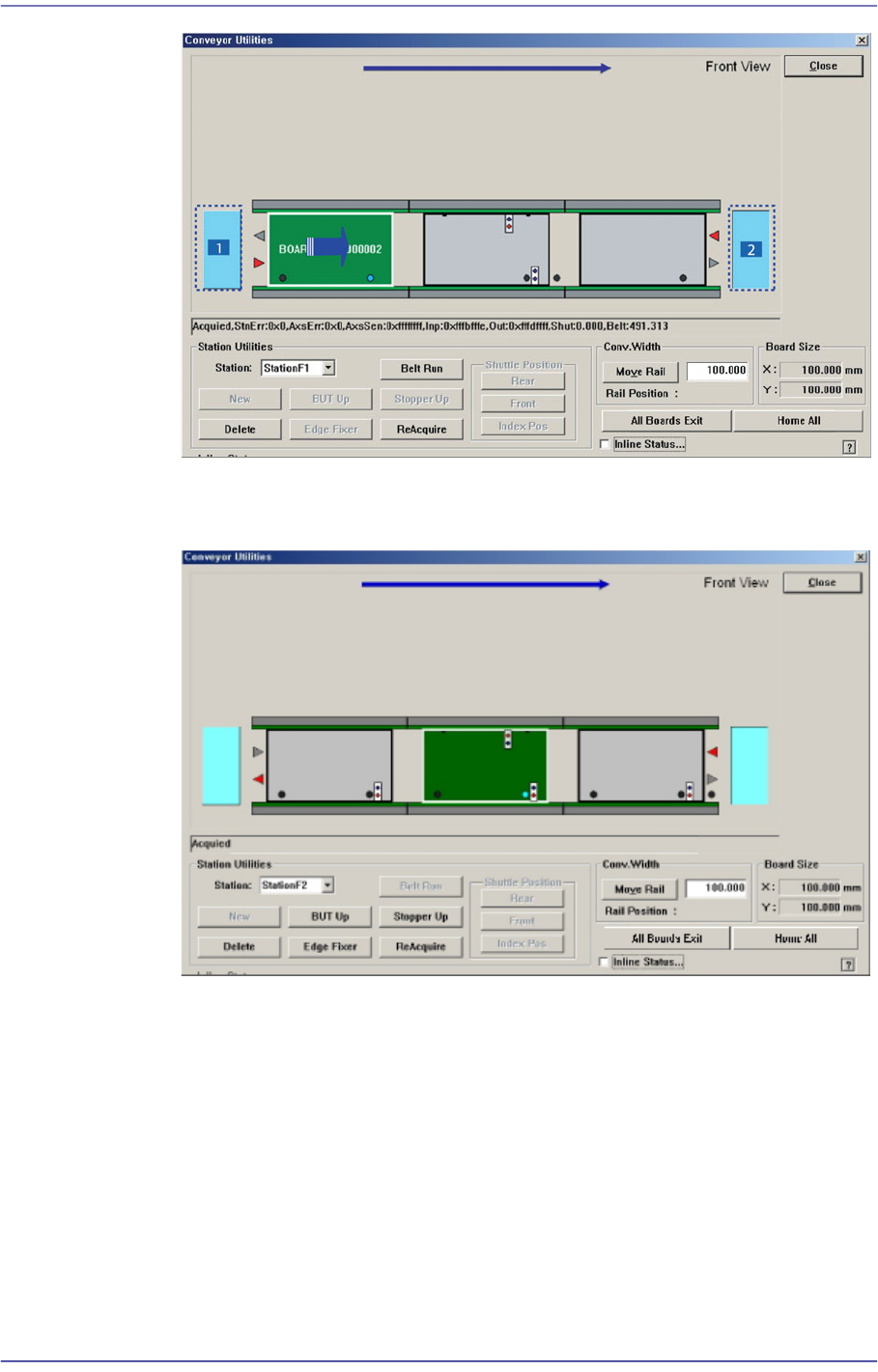
By utilizing ‘drag and drop’ to move a PCB in working station to the finished PCB
location, the PCB is sent to the equipment of the next process.
4.5.2. Manual Control Function
A function used to manually operate the Backup Table /Stopper /Fixer.
Performs manual operation of BUT, stopper, edge fixer and conveyor belt for the entry,
working and exit stations of the conveyor.