Hanwha SM481 PLUS Series Administrator’s Guide Eng.pdf.pdf - 第440页
15-4 Fast Flexible Placer SM481(L) PLUS Administ r ator’s Guide Min. Length Shows the minimum length of T r ansport rail. Max. W idth Shows the maximu m widt h of transport rail for each case of Single-Lane and Dual …
15-3
System Setup
<Board Release> option button group
<Quick Load> option button
Click this button to minimize the time between PCB departures and arrivals. This
feature instructs the transport rail to acquire a new PCB immediately after the
machine release the current PCB.
<Sequential> option button
Click this button to instruct the transport rail that a PCB departing the downstream
station must exit completely before allowing the next PCB to enter.
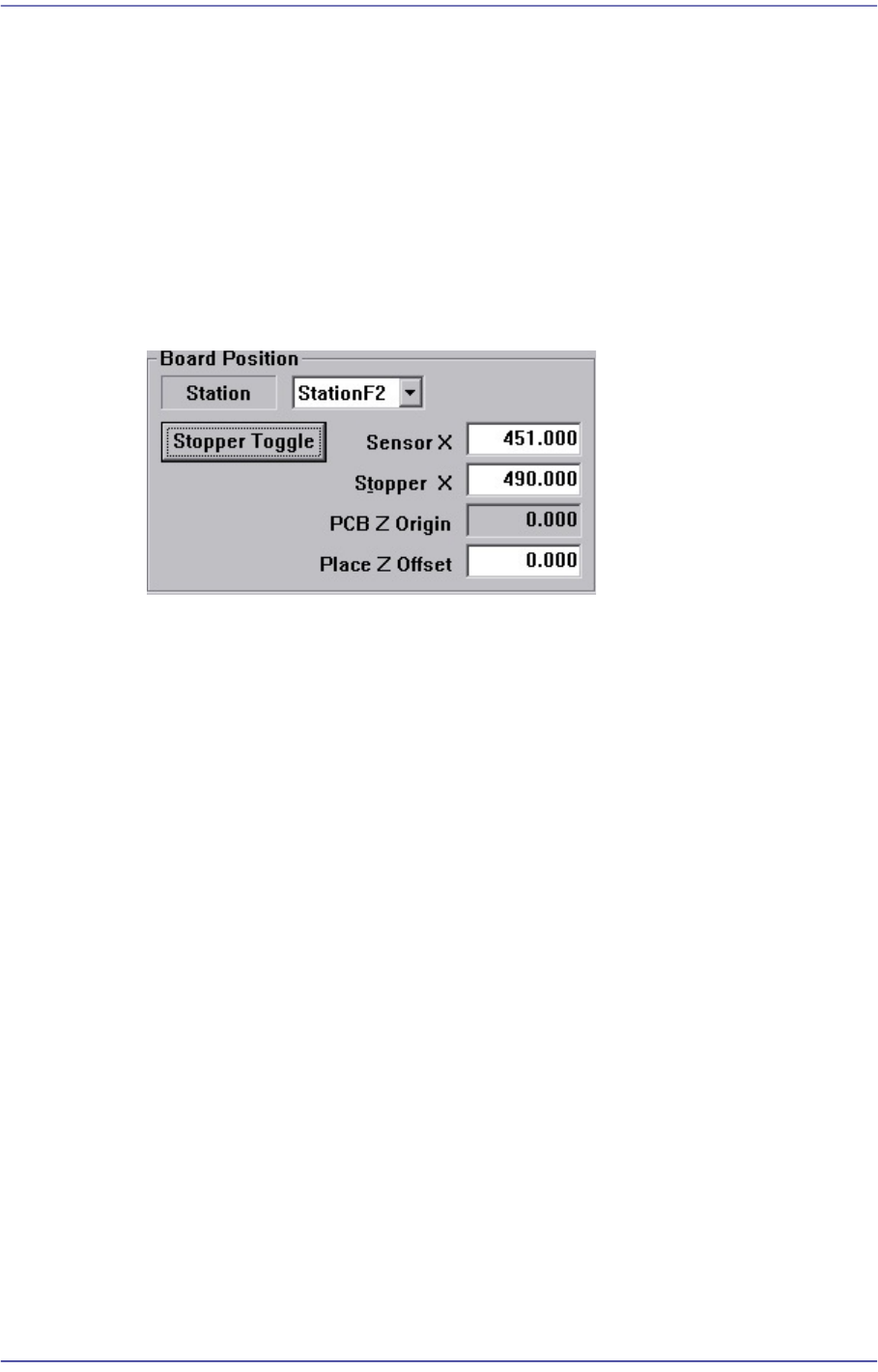
<Board Position> group
<Station> combo box
Select Working Station.
<Sensor X> edit box
Set the coordinate of the PCB detection sensor at the selected station.
<Stopper X> edit box
Set the coordinate of the stopper at the selected station.
<PCB Z Origin> edit box
Displays the calibration value to be used to calibrate the difference between the
top surface of the ANC and the top surface of the PCB.
<Place Z Offset> edit box
Used to place the part by pressing the part in the Z axis direction as much as the
offset that was set here.
<Stopper Toggle> button
It is used to move the stopper up or down when teaching the stopper position.
<Rail Width> group
Sets the data related to the conveyor width adjustment.
Min. Width
Shows the minimum width of Transport rail.

15-4
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
Min. Length
Shows the minimum length of Transport rail.
Max. Width
Shows the maximum width of transport rail for each case of Single-Lane and Dual
Lane
Max. Length
Indicate the maximum PCB length that can be worked on each case of Single-
Lane and Dual Lane.
<Width Margin> edit box
When changing the conveyor width, widen it wider as much as its margin.
Method of setting up the ‘Conveyor Width Origin’ is as follows;
1. Perform ‘conveyor home’ using the teaching box as in the following figure.
2. Measure the conveyor width (distance between conveyor frame) accurately
using measuring instrumentation, and input the value to the <Width Margin>
edit box.
3. Reflect the changed value by clicking on the <Update> button.
4. Measure and input the Y value of the PCB to be tested into the <Board Size>
area of ‘Board’ dialog box, and fit the conveyor width to the entered Y value
by clicking on the <Conv. Width> button.
Check if there is any foreign material on the conveyor, and remove if any.
5. Check if the test PCB is normally transported to the placement position and
gets out of the conveyor by clicking on the <PCB In> button and <PCB Out>
button. In case of any problem, perform setup again from the beginning.
6. Default value is used for ‘Width Margin’, but it can also be changed by the
user. The margin between the conveyor and belt of this equipment is
approximately 2mm. Therefore, when the entered ‘Width Margin’ is larger
than 1mm, the PCB may get curved.
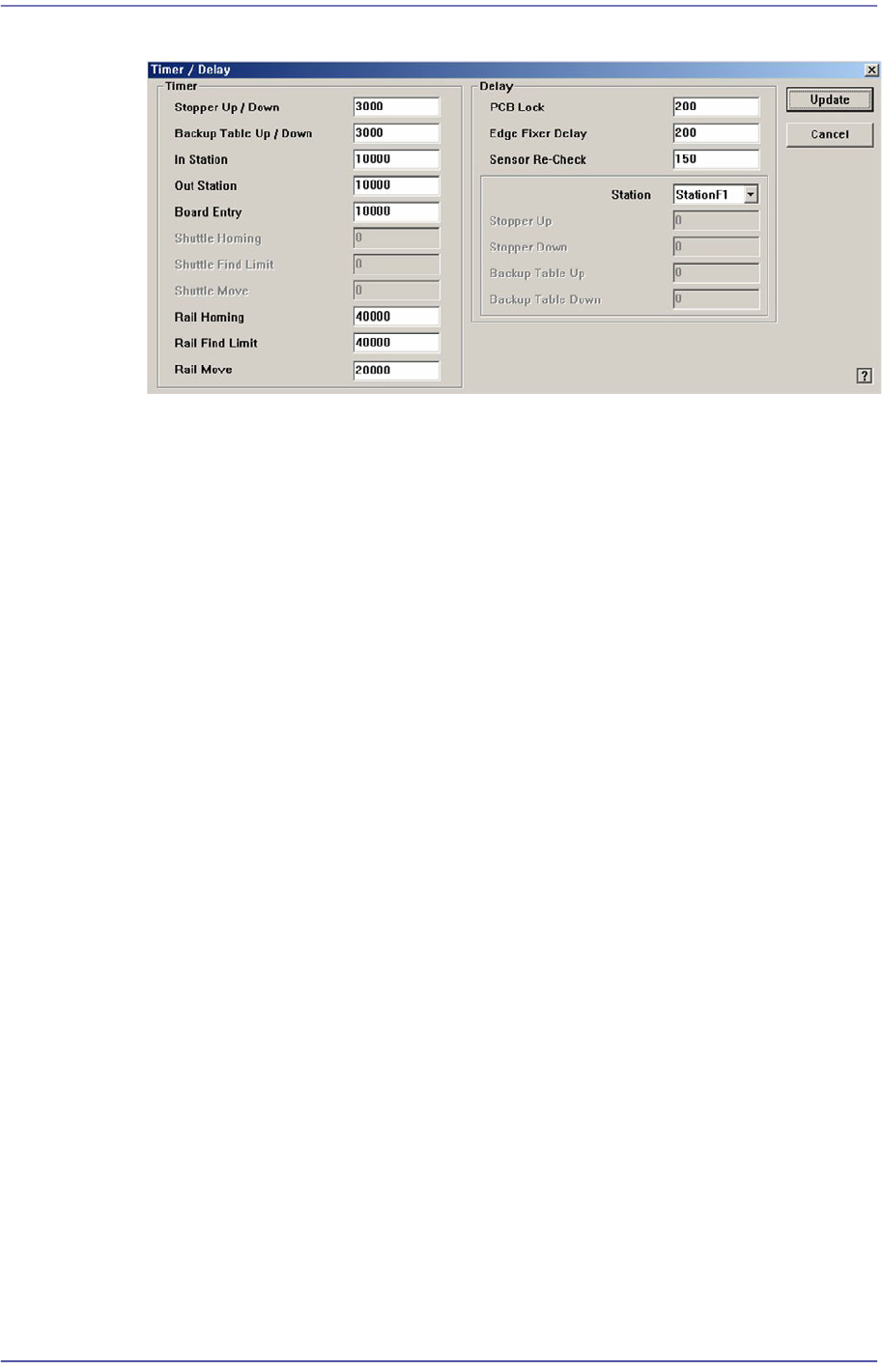
<Timers/Delays> button
Displays the Timers/Delays dialog box, where the Transport related Timers and
Delays can be set.
15-5
System Setup
Figure15.4 “Timers/Delays” dialog box
<Timers> group
<Stopper Up / Down> edit box
If the Up/Down operation of the Stopper is not completed within the set time,
the machine will consider an error occurred during operation.
<Backup Table Up / Down> edit box
If the Up/Down operation of the Backup Table is not completed within the set
time, the machine will consider an error occurred during operation.
<In Station> edit box
If PCB-In operation is not completed within the set time, the machine will
assume an error occurred during operation.
<Out Station> edit box
If the PCB is not carried out within the set time, it is regarded by the machine
that an error occurred during operation.
<Board Entry> edit box
If the PCB is not transferred from the previous machine within the set period
of time, it is regarded by the machine that an error occurred during operation.
<Shuttle Homing> edit box
If the shuttle homing is not completed within the set period of time, it is
regarded by the machine that an error occurred during operation.
<Shuttle Find Limit> edit box
If the Shuttle Find Limit is not completed within the set period of time, it is
regarded by the machine that an error occurred during operation.
<Shuttle Move> edit box
If the Shuttle Move is not completed within the set period of time, it is
regarded by the machine that an error occurred during operation.