Hanwha SM481 PLUS Series Administrator’s Guide Eng.pdf.pdf - 第442页
15-6 Fast Flexible Placer SM481(L) PLUS Administ r ator’s Guide <Rail Homi ng> edit box If the Rail Homing is not completed within the set pe r iod of time, it is regarded by the machine that an error occurred du…
15-5
System Setup
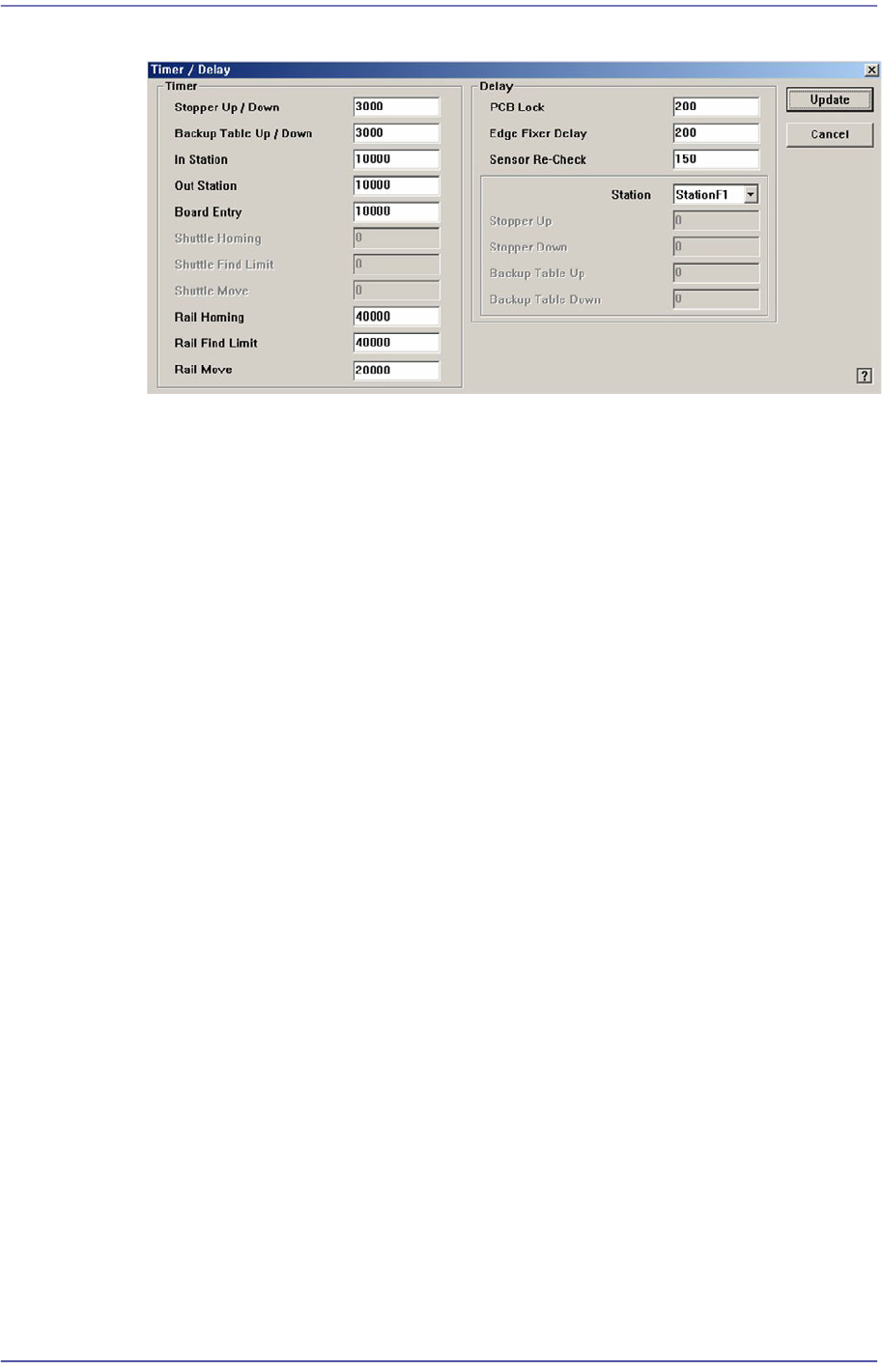
Figure15.4 “Timers/Delays” dialog box
<Timers> group
<Stopper Up / Down> edit box
If the Up/Down operation of the Stopper is not completed within the set time,
the machine will consider an error occurred during operation.
<Backup Table Up / Down> edit box
If the Up/Down operation of the Backup Table is not completed within the set
time, the machine will consider an error occurred during operation.
<In Station> edit box
If PCB-In operation is not completed within the set time, the machine will
assume an error occurred during operation.
<Out Station> edit box
If the PCB is not carried out within the set time, it is regarded by the machine
that an error occurred during operation.
<Board Entry> edit box
If the PCB is not transferred from the previous machine within the set period
of time, it is regarded by the machine that an error occurred during operation.
<Shuttle Homing> edit box
If the shuttle homing is not completed within the set period of time, it is
regarded by the machine that an error occurred during operation.
<Shuttle Find Limit> edit box
If the Shuttle Find Limit is not completed within the set period of time, it is
regarded by the machine that an error occurred during operation.
<Shuttle Move> edit box
If the Shuttle Move is not completed within the set period of time, it is
regarded by the machine that an error occurred during operation.
15-6
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
<Rail Homing> edit box
If the Rail Homing is not completed within the set period of time, it is
regarded by the machine that an error occurred during operation.
<Rail Find Limit> edit box
If the Rail Find Limit is not completed within the set period of time, it is
regarded by the machine that an error occurred during operation.
<Rail Move> edit box
If the Rail Move is not completed within the set period of time, it is regarded
by the machine that an error occurred during operation.
<Delays> group
<PCB Lock> edit box
The delay time until PCB Clamping is completed after sensing the Backup
Table Up sensor.
<Edge Fixer Delay> edit box
The delay time until PCB alignment is completed after the edge fixer is
operated.
<Sensor Re-Check> edit box
After the PCB detection sensor detects the PCB on the conveyor first, it
detects the PCB again after the lapse of time as long as the set delay time,
preventing the malfunction of the sensor.
<Station> combo box
Select the station for which the stopper related delay is to be set.
<Stopper Up> edit box
The delay time until PCB Clamping is completed after sensing the Stopper Up
sensor.
<Stopper Down> edit box
The delay time until PCB Clamping is completed after sensing the Stopper
Down sensor.
<Conveyor Rail Width Setting> button
Checks the current width of the placement station by recognizing the fiducial on the
conveyor rail when performing ‘Home’ ( ) for the equipment after booting it, and
compares this width with the saved width information before turning off the power
supply. It performs 'Home’ of the conveyor rail when there is a change.
Set whether to use the fiducial on the conveyor rail in order to perform ‘Home’
quickly for the placement station. This function is enabled in the SM411 model. (Dual
Lane Conveyor)
15-7
System Setup
<Use Rail Fiducial> check box
This check box is selected when using the fiducial on the conveyor rail in order to
check the current width of the placement station.
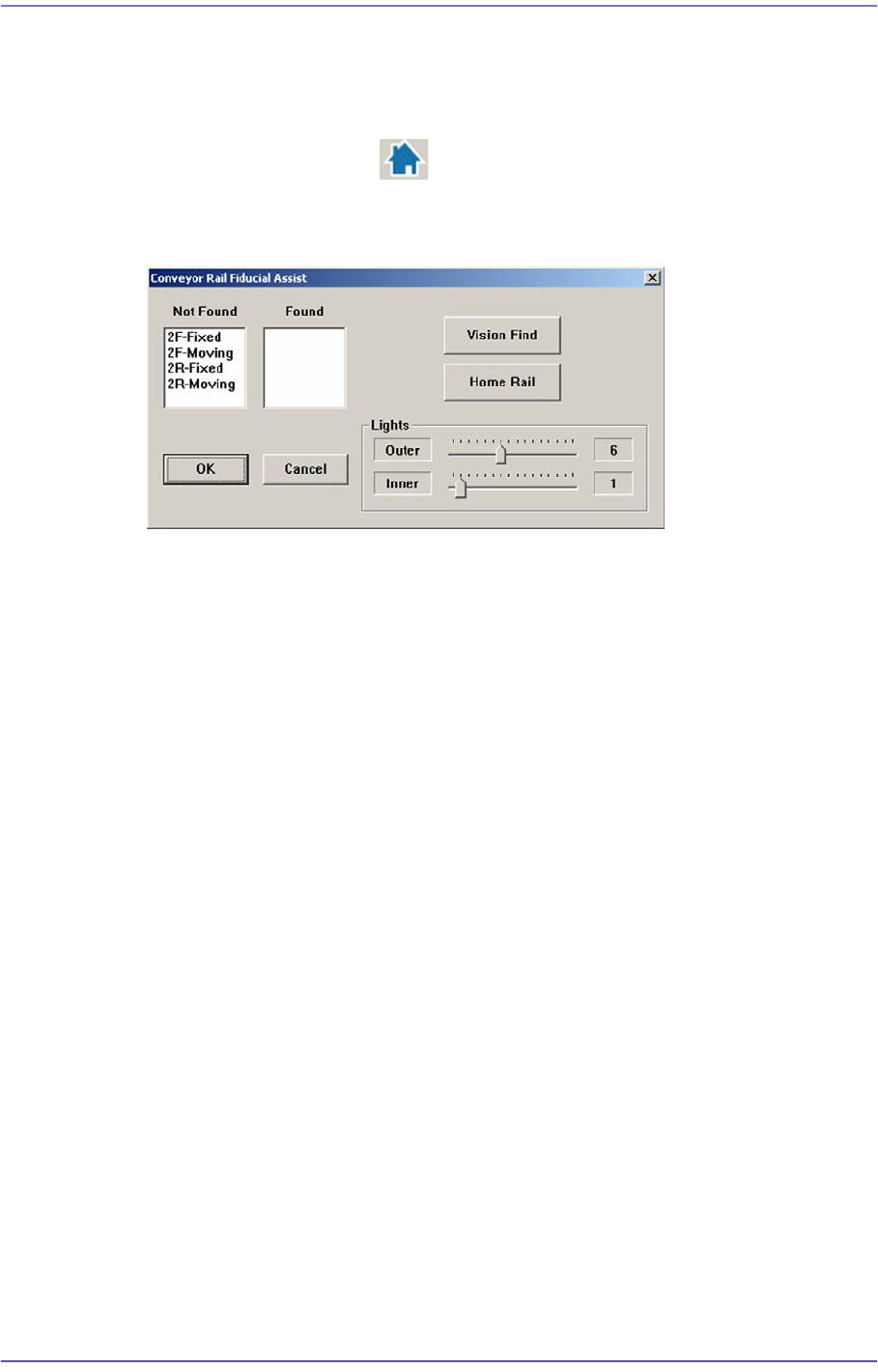
When performing ‘Home’ ( ) for the equipment since the width of the placement
station is changed when turning off the power supply, if the fiducial on the conveyor
rail is not recognized, the following dialog box is displayed.
<Not Found> list box
Indicates the fiducial on the conveyor rail for which recognition has failed.
<Found> list box
Indicates the fiducial on the conveyor rail for which recognition has succeeded.
<Vision Find> button
Performs recognition of the fiducial on the conveyor rail again.
<Home Rail> button
Performs ‘Home’ of the Width Servo Motor to move the movable rail of the
conveyor to the home position.
At this time, remove the backup pin installed in the backup table.
<Shuttle Position Offset> group
Refers to the shuttle conveyor type option.
Sets the offset of the shuttle conveyor movement to the front or rear work station
Entry: Sets the movement offset of the entry conveyor.
Exit: Sets the movement offset of the Exit conveyor.
<Update> button
Saves the set data and closes the screen.