Hanwha SM481 PLUS Series Administrator’s Guide Eng.pdf.pdf - 第230页
7-72 Fast Flexible Placer SM481(L) PLUS Administ r ator’s Guide Unit : msec (Possible to setup for 10 msec intervals) <Dump> edit box Input t he time fr o m when the head s pindle ha s s topp ed after m oving do …
7-71
Part Registration
Memo In the case of the QFP for fine pitch parts, when the Z-axis moves
down at high speed to place the part, it may physically collide with
the PCB.
In addition, such impact may shake the PCB slightly and cause the
solder paste to be mashed. Therefore, placing the parts in this manner
may cause the reduction of placement accuracy.
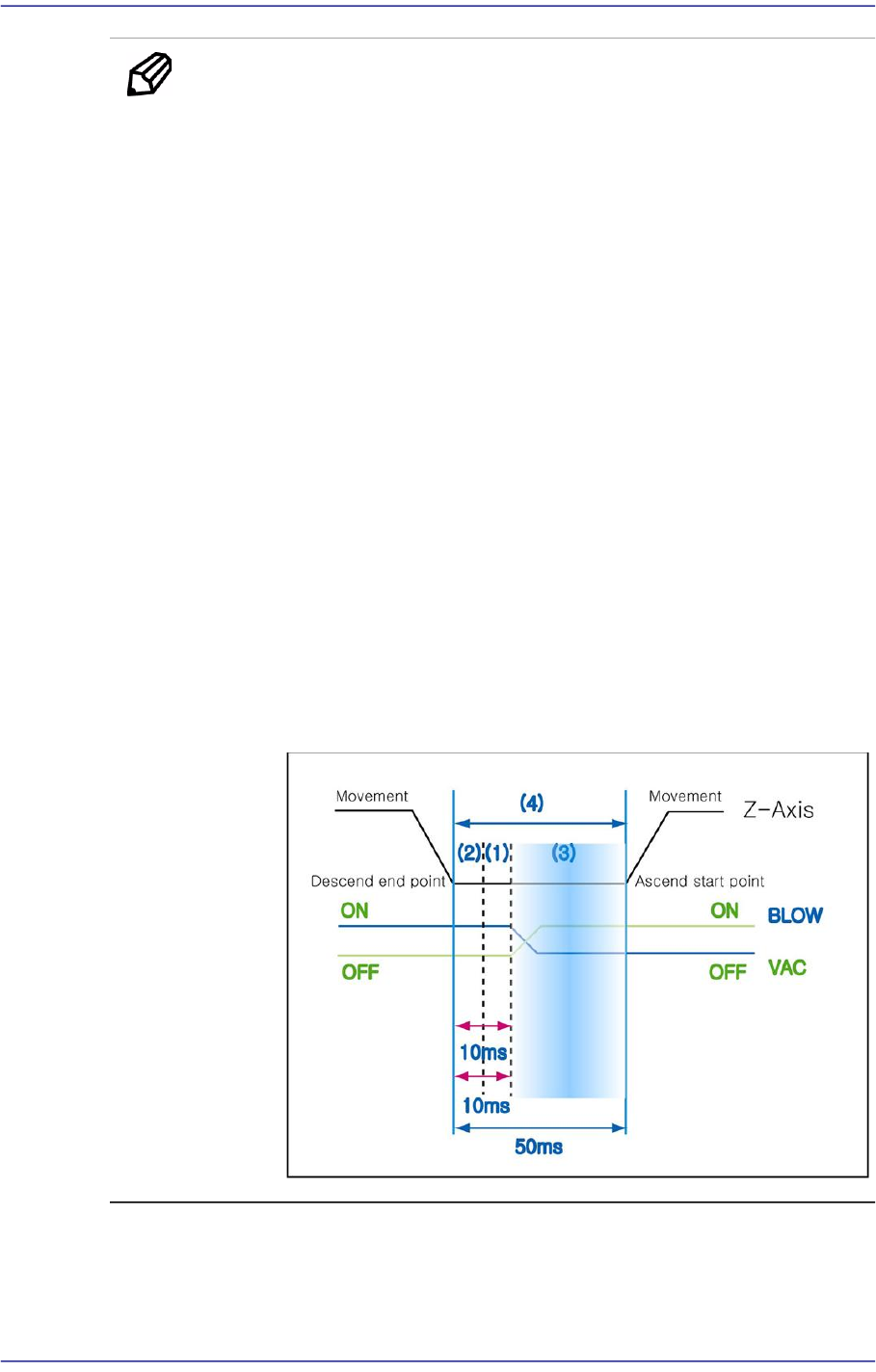
Such situation can be prevented by controlling the Vac off delay time.
That is, the part is held by a vacuum until various external factors are
stabilized, after which the vacuum is turned off after the external
factors disappear to prevent the problem.
The Vac off delay time corresponds to item (1) of the following
figure.
In the case of parts with general pitch, even though the time in the
above item (1) is not considered, it does not have great influence on
the placement accuracy.
However, in the case of parts with fine pitch or those that may cause
the above problem, it may be beneficial to set the time in item (1)
short.
Generally, the Vac off delay time is set to 20~30% of the total delay
time in item (4). Since this is very important, the user must have
this in mind.
<Blow On> edit box
During component placement, The time from vacuum off till blown on once the
head stops upon completion of descent
7-72
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
Unit : msec (Possible to setup for 10 msec intervals)
<Dump> edit box
Input the time from when the head spindle has stopped after moving down for part
dumping until it starts to move up.
<Angle when dumping> combo box
In the case of large parts such as a connector or large IC, the angle at which parts
are returned to the dump box or tray must be set so that the corresponding parts
can be dumped normally.
Here, select the angle at which a part is dumped. It can be set in units of 45
degrees.
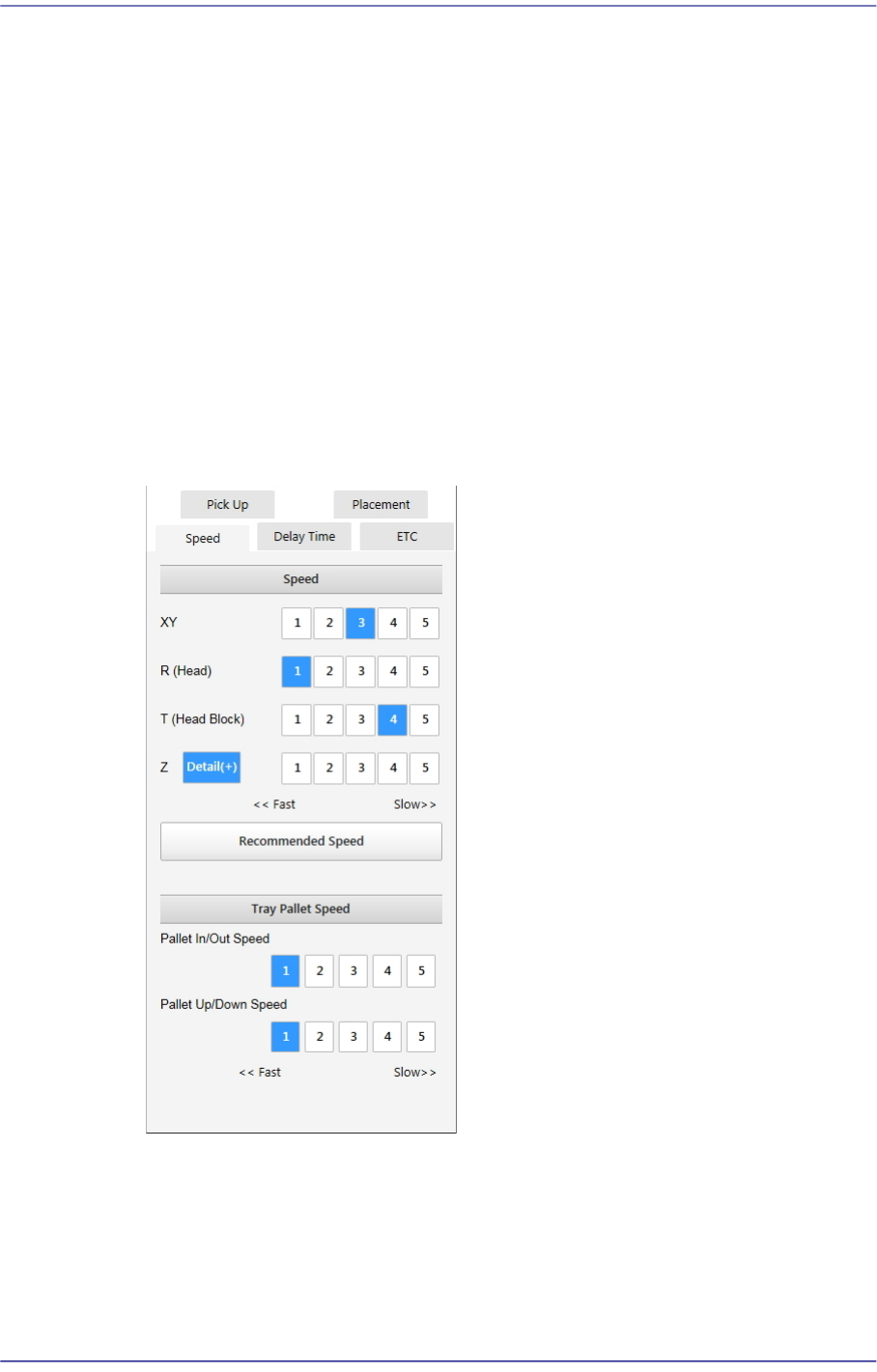
<Speed> tab
Sets the parameters related to the speed at which the head moves when it picks, places
and dumps a part.
The speed must be set appropriately according to the corresponding part by taking into
overall consideration the nozzle type, part weight, pickup area, etc.
The head moving speed is as follows. The speed profile is set in the system.
1- Fastest: Fastest speed
2- Fast: Fast speed
7-73
Part Registration
3- Middle: Middle speed
4- Slow: Slow speed.
5- Slowest: Slowest speed
<XY> Selection button
Selects the driving speed of the motors of the XY axes. If the speed is
inappropriate depending on parts, actual part placement may not be performed
normally.
<R (Head)> Selection button
Selects the speed of the R-axis motor driving the rotary head barrel. If the speed is
inappropriate depending on parts, the picked part may be slipped so that the angle
of the part may be distorted or it may drop off.
<T (Head Block)> Selection button
Selects the speed of the T-axis motor driving the head spindle. If the speed is
inappropriate depending on parts, the picked part may be slipped so that the angle
of the part may be distorted or it may drop off.
<Z> Option Box
Selects the driving speed of the Z-axis driving motor.
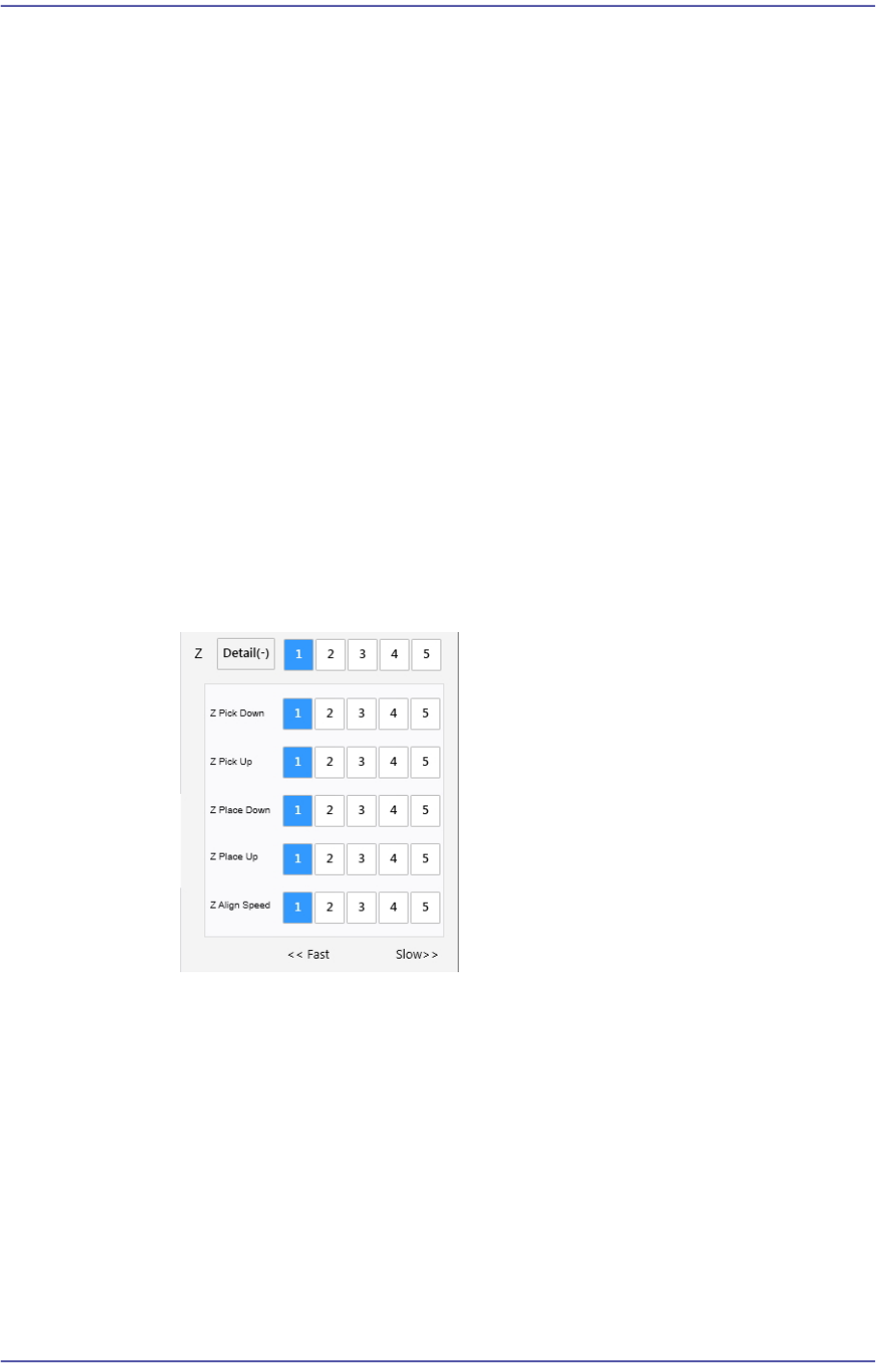
<Detail> button
Selecting this button will enable the following option boxes:
<Z Pick Down> Selection button
When moving down the head spindle for part pickup, selects the driving
speed of the Z-axis motor.
If the speed is inappropriate depending on parts, a part may jump, causing
a pickup error.
The 'Soft Touch' function may be used together if necessary. For this
function, refer to the description of the <Placement> tab.
<Z Pick Up> Selection button