Hanwha SM481 PLUS Series Administrator’s Guide Eng.pdf.pdf - 第430页
14-78 Fast Flexible Placer SM481(L) PLUS Administ r ator’s Guide 8. The calibr ation is performed automatically . If it is completed, the calibration result is displayed as shown in the following figure. 9. .For Head # 2…
14-77
Machine Calibration
Head #1 manually.
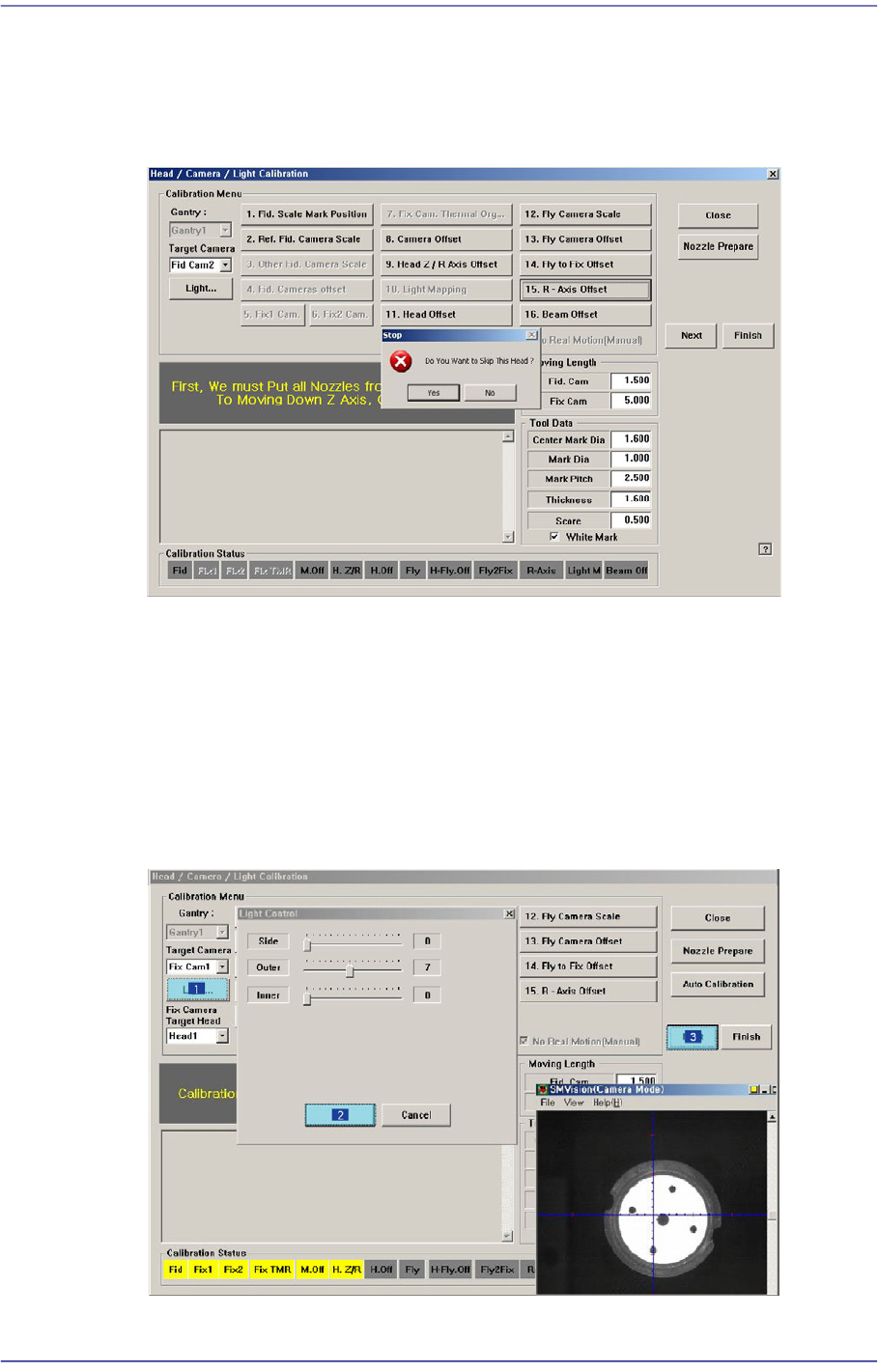
5. The message “Z Axis moving down…. Please Wait for a Moment.” appears, and the
dialog box asking whether to skip the calibration of Head1 is displayed. Click “Yes” to
skip or click “No” to proceed with the calibration. And then click the <Next> button.
6. The message “Move To Center Position of Calibration Tool. To Move, Click [Next].”
appears. appears in the message window. Click the <Next> button to move the head
assembly to the calibration tool position on the ANC.
7. The message “Calibration is Prepared. To Calibrate, Click [Next]” appears. At this
time, At this time select the ‘Fly Cam1‘ in the <Target Camera> combo box and click
the <Light…> button and adjust the brightness of the light in the ‘Light Control’
dialog box so that the fiducial mark on the CNT20 nozzle that is seen in the
‘SMVision’ window can be seen clearly. Then click the <Next> button.
14-78
Fast Flexible Placer SM481(L) PLUS Administrator’s Guide
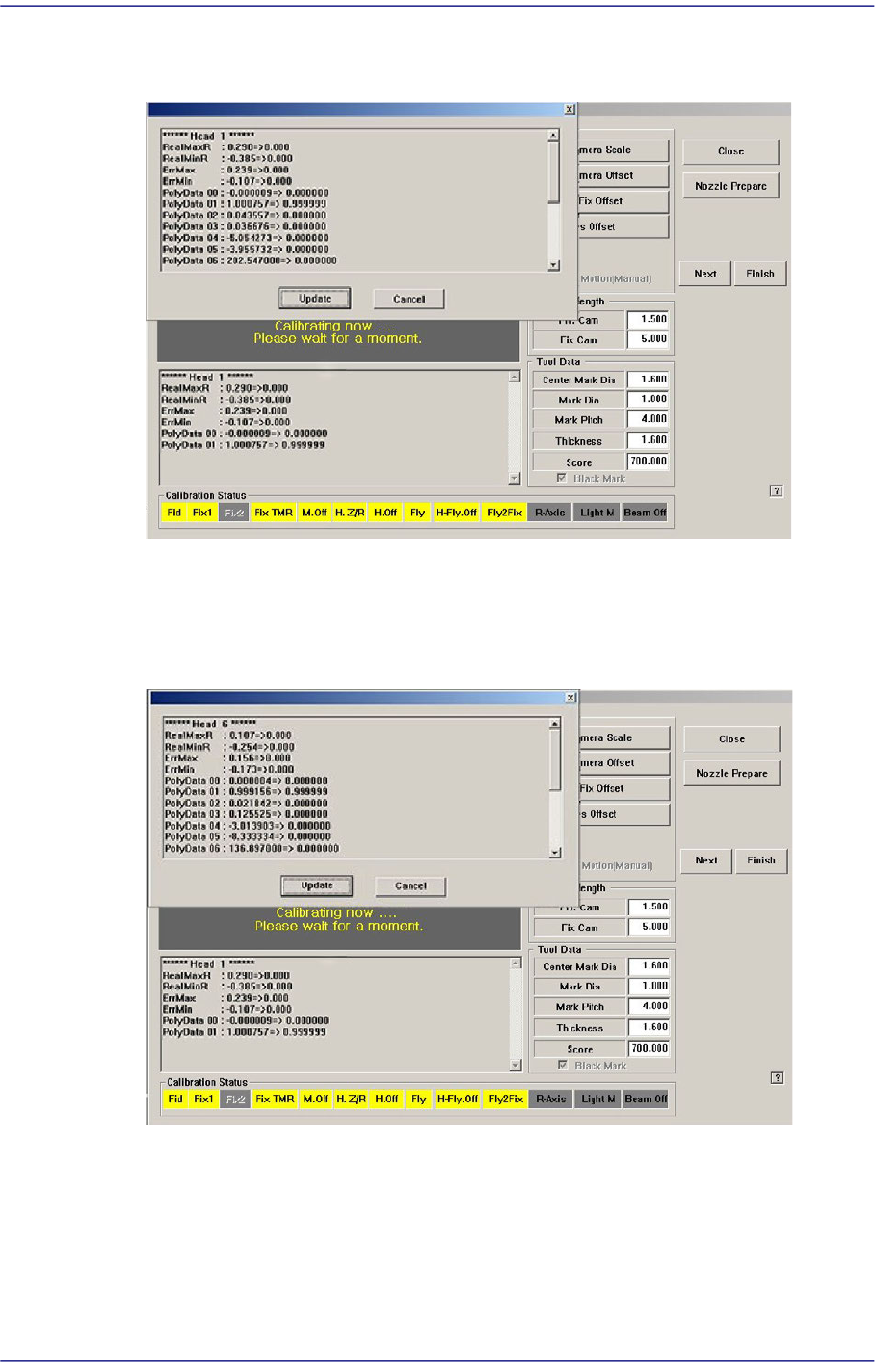
8. The calibration is performed automatically. If it is completed, the calibration result is
displayed as shown in the following figure.
9. .For Head #2 ~ Head #10, perform calibration in the same manner as it was performed
for Head #1.
10. .If the calibration procedure is completed for all heads normally, the result is displayed
as shown in the following figure.
14-79
Machine Calibration
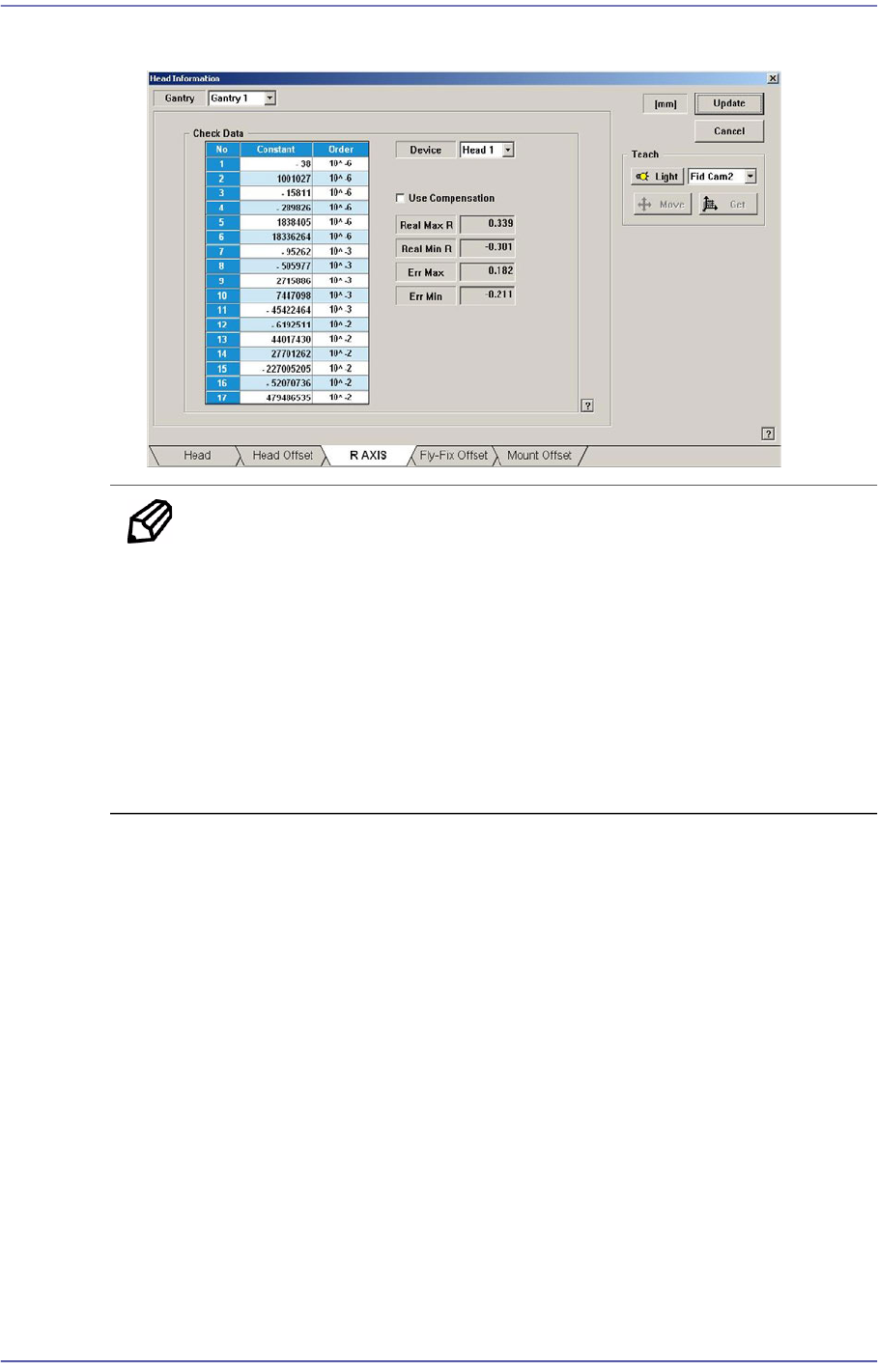
11. The measurement result can be confirmed in the R Axis dialog box.
Memo The reference values for the calibration of the R-Axis Offset is as
follows.
Real Max(Min): The Max.(Min.) offset between command value
and calibration value
Head1~Head10 : -1.000 ~ 1.000(deg)
Err Max(Min) The Max.(Min.) offset between compensation
value and calibration value
Head1~Head10 : -0.300 ~ 0.300(deg)