KE-2070_使用说明书.pdf - 第363页
第 1 部 基本篇 第 4 章 制作生产程序 4- 46 4) 散件的输入方法 图 4-3-5-2-2-5 元件 数据 ( 散件 ) ① 类型 设置散装供料器 的类型。 ② 供料等待时间 用百分比设置实际等 待时间相对于从上 一个元件吸取完成 后到吸取下一个元 件之间的等待时 间 ( 根据各供料器 型号设置的值 ) 的比 例。 初始值为 100% 。 ③ 供应角度 输入散装供料器 上的元件包装方 式相对于基准 姿势 0 °(贴 片角度 …
第 1 部 基本篇 第 4 章 制作生产程序
4-45
④ 托盘厚度
输入包括元件在内的托盘背面到表面的高度T。
在
MTC/MTS 上,托盘厚度超过 9mm 时,无法在上一层装上托盘底,
在这种情况下,请空上一层使用。
托盘厚度,MTC 上最大为 15mm,MTS 为 23mm。
⑤ 元件供应装置
从“托架”、“DTS”、“MTC/MTS”中选择供给装置。
⑥ 元件供应角度
输入托盘上的元件包装方式相对于基准姿势0°(贴片角度0°)的供应角度。
JUKI推荐元件姿势,请参见4-3-5-2-2的5)元件供应角度。
元件
托盘
情形1
情形2
T
T
第 1 部 基本篇 第 4 章 制作生产程序
4-46
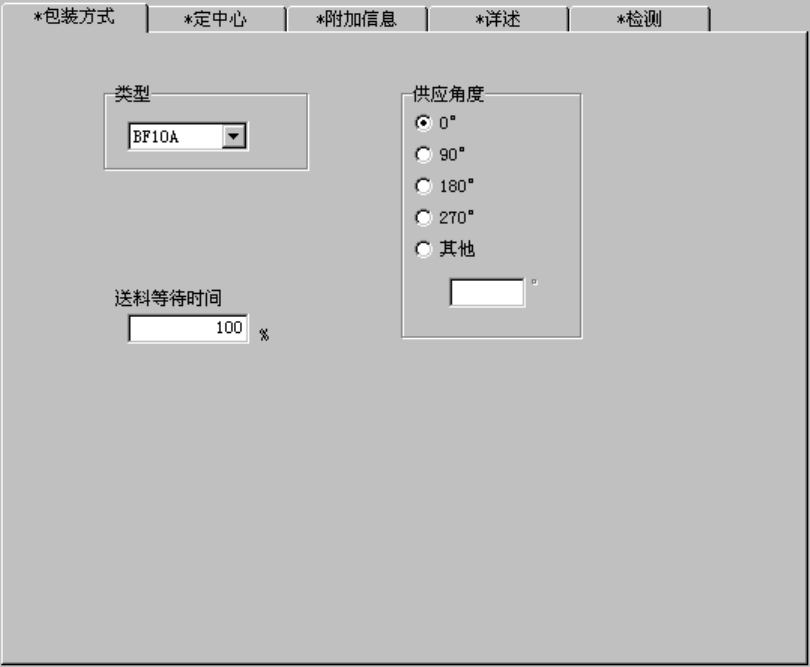
4) 散件的输入方法
图 4-3-5-2-2-5 元件数据(散件)
① 类型
设置散装供料器的类型。
② 供料等待时间
用百分比设置实际等待时间相对于从上一个元件吸取完成后到吸取下一个元件之间的等待时
间(根据各供料器型号设置的值)的比例。
初始值为100%。
③ 供应角度
输入散装供料器上的元件包装方式相对于基准姿势0°(贴片角度0°)的供应角度。
JUKI推荐元件姿势,请参见4-3-5-2-2的5)元件供应角度。

第 1 部 基本篇 第 4 章 制作生产程序
4-47
5) 元件供应角度
该设置是为了消除本设备规定的元件供应角度与实际供给元件的供应角度的差。
<帮助您理解>
① 贴片角度
本装置以“贴片元件的姿势”为基准来定义元件的角度。
贴片角度=0 度(当贴片数据中“角度”设置为 0 度时)的状态如下图。
(按各元件种类定义)
注意) 根据生产基板的规格,当 CAD 数据的贴片角度定义与本装置的贴片角度定义不一致
时,需要变更 CAD 数据的贴片角度。
QFP QFP(PLCC) SOP TSOP-1 TSOP-2 连接器
图 4-3-5-2-2-6 贴片角度为 0°